











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
PermalinkIntroducción
La panela es un endulzante natural que resulta de la concentración y cristalización del jugo de la caña de azúcar, Saccharum officinarum L. (Poaceae). Es considerado como un alimento completo, ya que presenta componentes nutricionales como azúcares (sacarosa, glucosa y fructosa), vitaminas (a, b, c, d y e) y minerales (potasio, calcio, fósforo, magnesio, hierro, cobre, zinc y manganeso, entre otros) (Rangel 2006).
Según el DNP (2016), Colombia produce 1,3 millones de toneladas de caña panelera al año, lo que lo convierte en el segundo del mundo después de la India. Tal y como lo señala Osorio (2007)
El cultivo de la caña y la producción de panela son las actividades agrícolas primordiales en la economía nacional, entre otras razones por su significativa participación en el producto interno bruto (PIB) agrícola, la superficie dedicada al cultivo de la caña, la generación de empleo rural y su indiscutible importancia en la dieta de los colombianos.
En este sentido, la agroindustria panelera es el sector más importante en la economía del país después de la producción de café, no solo por el número de establecimientos productivos, sino por el área sembrada y la cantidad de empleos que genera (sic 2012). En Colombia, las regiones de mayor producción de panela son Boyacá, Cundinamarca y Santander.
En Santander, el cultivo de caña de azúcar y la producción de panela inicia hacia los años treinta y cuarenta de forma artesanal (Mojica y Paredes 2004), con la utilización de procesadores rústicos de caña panelera, llamados también trapiches. Desde entonces, la panela ha representado un sector importante para el fortalecimiento de la economía del departamento y el sustento económico y cultural de miles de hogares campesinos. De hecho, el departamento de Santander cuenta con una de las mayores producciones del país. Según un informe del Ministerio de Agricultura y Desarrollo Rural (MADR 2012), para el 2012 se generaron 73.952 toneladas anuales de panela, sin embargo, su tecnificación no ha sido notoria, lo que trae como consecuencia el estancamiento en la capacidad de producción, la disminución del valor agregado del producto terminado e impactos negativos sobre el bienestar de los trabajadores y el medioambiente.
La globalización es un fenómeno que hace presencia en el sector panelero y que obliga a los pequeños productores que deseen ingresar y permanecer en el mercado a reducir costos, a ser responsables social y ambientalmente y a mejorar la calidad tanto del producto como del proceso productivo. Es por esto que se considera pertinente llevar a cabo un diagnóstico cualitativo sobre los impactos bióticos, abióticos y antropológicos que genera la producción artesanal de panela en el departamento de Santander. De tal modo es posible establecer si la producción de panela es o no ambientalmente sostenible, identificar los procesos de la actividad que impactan significativamente el entorno natural y el bienestar de los trabajadores, establecer cuál es el recurso natural más afectado por esta y plantear posibles recomendaciones para implementar procesos ambientalmente sostenibles. Este estudio abarca desde la etapa de corte de la caña hasta el empacado del producto final.
Materiales y métodos
El diagnóstico de los impactos bióticos, abióticos y antropológicos que genera la producción artesanal de panela en el departamento de Santander se realizó con un enfoque cualitativo de investigación, mediante una matriz de causa-efecto denominada matriz de Leopold. Esta herramienta es considerada como una lista de control bidimensional: en una dimensión se muestran las características individuales de un proyecto (actividades y elementos de impacto), mientras que en la otra se identifican las categorías ambientales que pueden ser afectadas por el proyecto (UNRN 2013). Para hacer efectiva la implementación de dicha matriz se tuvo en cuenta el desarrollo de los aspectos que se presentan a continuación.
Revisión bibliográfica. Se realizó una revisión técnica y legal sobre la temática a desarrollar en el presente documento, específicamente, sobre conceptos, estadísticas y características principales de la actividad agrícola de producción de panela en el contexto nacional.
Selección de los puntos de estudio. Con el fin de realizar un diagnóstico de los impactos bióticos, abióticos y antropológicos que genera la producción de panela en el departamento de Santander, se seleccionaron de manera aleatoria siete trapiches artesanales que cuentan con infraestructura física de uso frecuente en el departamento, ubicados en diferentes municipios como El Páramo, Onzaga, San Andrés, Socorro, Valle de San José y Zapatoca.
Calificación del proceso e instalaciones físicas para la producción de panela. A partir de la recopilación de información socioambiental adquirida a través de las visitas a cada trapiche, se identificaron las actividades que actualmente se presentan en el proceso de producción y el estado de las instalaciones físicas. De acuerdo con la experiencia de los autores y con los requerimientos exigidos por la normatividad nacional (Colombia 2006), se asoció una valoración cuantitativa entre 0 y 10 a los aspectos encontrados, en la que 10 representa el cumplimiento completo del requerimiento en estudio y 0 indica el incumplimiento con lo estipulado en la normatividad.
Identificación y descripción cualitativa de los impactos socioambientales. Se realiza por medio de la interacción de las tres variables siguientes:
Actividades: se identifican las actividades desarrolladas en el proceso de producción de panela.
Impacto socioambiental: se relacionan los impactos con las actividades generadoras y se establece el carácter de cada uno de los impactos hallados. El carácter se define como positivo si su existencia beneficia al medio, o negativo si propicia reacciones adversas.
Componentes socioambientales: se identifican los componentes socioambientales (biótico, abiótico y antropológico) que se ven afectados por cada uno de los impactos.
Evaluación y valoración de los impactos ambientales y sociales. Con base en la información recolectada y de acuerdo con la metodología propuesta por Peralta y Barrios (2012) para el desarrollo de la matriz de Leopold, se llevaron a cabo los siguientes procedimientos:
Se identificaron las actividades principales del proceso productivo que podrían generar un impacto ambiental (fila).
Se identificaron los impactos ambientales asociados con estas actividades (columna).
La intersección entre una actividad y su impacto ambiental se representa con una línea diagonal en la celda pertinente. Posteriormente, se califica la magnitud del impacto como se aprecia en la tabla 1. Para determinar el valor de cada celda se deben multiplicar las dos calificaciones.
Tabla 1 Calificación de la magnitud e importancia del impacto ambiental en la matriz de Leopold
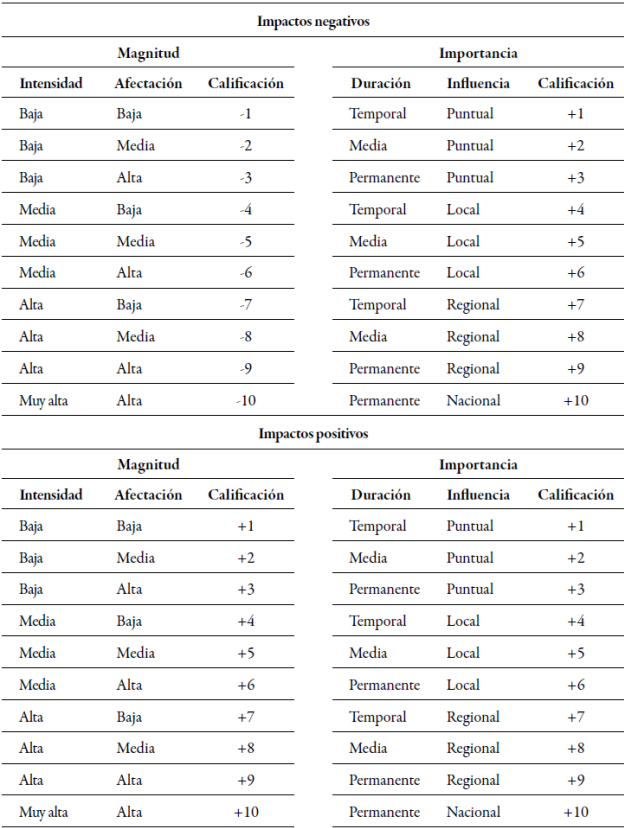
Fuente: Peralta y Barrios (2012)
Una vez obtenidos los valores para cada celda, se procede a determinar cuántas acciones del proceso afectan el ambiente y cuántos elementos del ambiente son afectados por el proceso, desglosando la información en positivos y negativos.
Una vez calificadas todas las celdas relevantes, se hace una sumatoria algebraica de cada columna y cada fila para poder registrar el resultado final y determinar cuán beneficiosa o nociva es la acción propuesta y cuán beneficiado o perjudicado es el factor ambiental.
Finalmente, si se adicionan por separado los valores de la agregación de impactos tanto para las acciones como para los componentes ambientales, el valor obtenido deberá ser idéntico (representado por el valor de la celda inferior derecha de la matriz). Si el signo de este valor es positivo, todo el proyecto para la etapa de análisis producirá un beneficio ambiental. Si el signo es negativo, el proyecto será perjudicial, de modo que, si es necesaria su ejecución, deberán tomarse medidas de corrección o mitigación para las acciones que mayor detrimento ambiental ocasionen (las que tengan el más alto puntaje negativo en la agregación de impactos).
Resultados y discusión
A partir de la contextualización teórica y las visitas a campo en diferentes plantas de producción de panela en el departamento, se realiza el diagnóstico de los impactos bióticos, abióticos y antropológicos que genera la producción artesanal de panela. Para esto, se tiene en cuenta una cantidad de información que puede agruparse en tres grandes conjuntos: generalidades, infraestructura y proceso.
Las generalidades contextualizan y dimensionan en cifras cómo es la producción actual de panela en el departamento. En la infraestructura se presenta el estado actual de este aspecto de las plantas de producción y se realiza una evaluación con base en las exigencias normativas ambientales. Finalmente, como eje central de este estudio, se evalúa todo el proceso productivo paso a paso y se identifican todos los impactos que se generan en cada uno de ellos. Una vez identificados los impactos, se procede a su respectiva evaluación cualitativa, para lo cual, se hace uso de una matriz de Leopold.
Producción de panela en el departamento de Santander
El departamento de Santander se encuentra ubicado al nororiente colombiano, ocupa el 2,7 % del territorio nacional, con aproximadamente 31.000 km2 distribuidos en 87 municipios. El relieve en esta región es variado, por lo cual presenta varios pisos térmicos que le permiten tener una amplia gama de productos agrícolas y pecuarios (Gobernación de Santander 2015).
La producción de panela en Santander es una de las actividades agrícolas más populares, constituye hasta el 73 % del total de los ingresos de las familias y se considera que el 68 % del terreno cultivable está destinado a la caña panelera (Rodríguez 2004). Santander se consolida como el departamento con mayor producción de panela en el año 2012, pues representa el 29 % del total de la panela fabricada en el país, es decir, aproximadamente 73.952 toneladas anuales en un total de 73 trapiches parcialmente artesanales (MADR 2012).
Diagnóstico de los impactos bióticos, abióticos y antropológicos
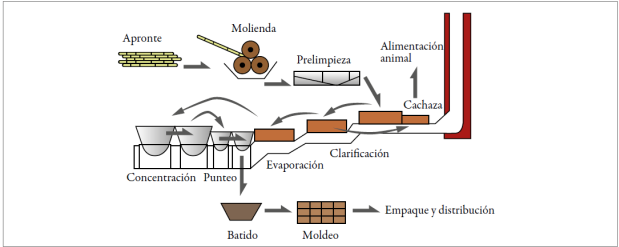
Los trapiches seleccionados se caracterizan por contar con un número de trabajadores que oscila entre 7 y 10 operarios y por presentar una capacidad de producción de entre 100 y 150 kilogramos de panela por hora. Se considera que este nivel de explotación, desarrollado en su mayor parte dentro de un esquema de economía campesina, es el más representativo de la agroindustria panelera colombiana (MADR 2005). La producción de la panela se lleva a cabo en un sencillo pero cuidadoso proceso que se compone de diferentes pasos (figura 1). Se pueden presentar algunas variantes, de acuerdo con la presentación del producto final para su comercialización.
La infraestructura o instalación física requerida para el desarrollo adecuado de esta actividad agrícola consta de cuatro espacios o ambientes de trabajo: zona de descargue, zona de transformación o preparación, zona de moldeo y empaque, y zona sanitaria. Las diferentes áreas del proceso deben estar físicamente delimitadas de tal manera que se facilite la limpieza y se impida el acceso a plagas (INVIMA y FEDEPANELA 2009).
Calificación del proceso y de las instalaciones físicas
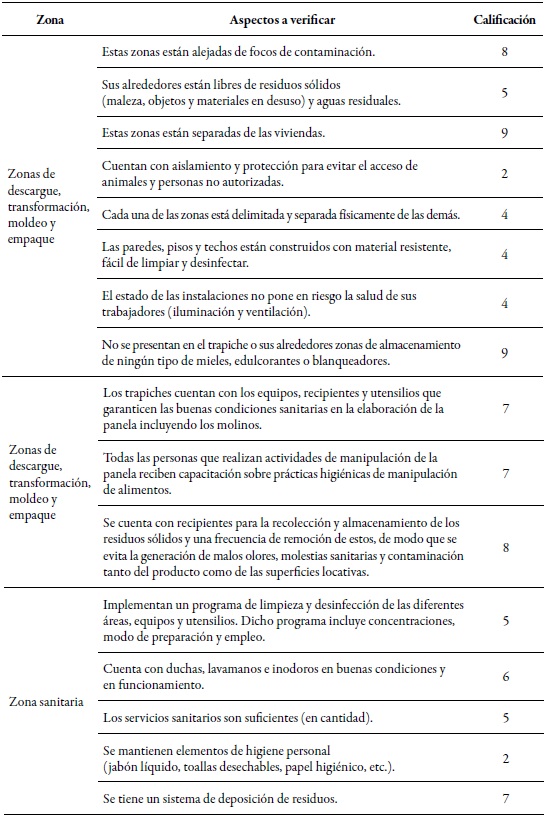
En Colombia, mediante la Resolución 779 de 2006, el Ministerio de la Protección Social establece el reglamento técnico sobre los requisitos sanitarios que se deben cumplir en la producción y comercialización de la panela para consumo humano. A partir de la recopilación de información socioambiental adquirida a través de las visitas a cada trapiche y de acuerdo con la experiencia de los autores y expertos de la Especialización en Evaluación Ambiental de Proyectos de la Universidad Manuela Beltrán, a los requerimientos exigidos por la normatividad nacional (Colombia 2006) se les asoció una valoración cuantitativa con los aspectos encontrados en cada una de las plantas de producción de panela. Esta valoración se planteó en un rango de 0 a 10, en el cual 10 es el cumplimiento completo del requerimiento solicitado en dicha resolución ("Capítulo IV. Condiciones sanitarias de los trapiches y de las centrales de acopio de mieles vírgenes") y 0 indica que no cumple con lo estipulado en la normatividad. En la tabla 2 se evidencia el resultado promedio obtenido en las inspecciones realizadas.
Identificación y análisis cualitativo de los impactos socioambientales
El estudio y calificación del proceso y de las instalaciones físicas para la producción de panela en cada trapiche aportó información clave para identificar y analizar cualitativamente los impactos socioambientales originados por esta actividad agrícola. Ahora se trata de identificar las actividades desarrolladas en el proceso productivo, establecer los impactos originados por cada una de estas y el respectivo carácter de cada impacto. Aquí se define como carácter positivo cuando su existencia beneficia el medio, y negativo si genera reacciones adversas. Finalmente, se establecen los componentes socioambientales (biótico, abiótico y antropológico) que se ven afectados por cada uno de los impactos. A continuación, se describe el proceso productivo y se identifican los impactos asociados.
Apronte (A1)
Cuando la caña está madura (es decir, entre 10 y 20 meses después de haber sido sembrada), contiene la cantidad ideal de azúcares (sacarosa) requeridos para la producción de la panela, por lo tanto, los agricultores proceden al corte manual de esta y al transporte a lomo de mula hasta el trapiche o sitio de producción.
El corte por entresaque, que es el más utilizado por los pequeños productores en Santander, consiste en cortar con machete únicamente las cañas que están lo suficientemente maduras. Luego de tener la caña cortada, se procede a su traslado a lomo de mula desde el sitio de corte hasta la planta de beneficio: en esta región no es viable usar camiones debido a que el terreno montañoso dificulta mucho el acceso.
Impactos generados por el apronte
A partir de la descripción realizada y de las observaciones en campo, se determina que se producen dos grandes impactos ambientales como producto del apronte: la generación de empleo como impacto positivo y la alteración de la composición atmosférica como impacto negativo (I2). Esta última se da en razón de que los niveles de oxígeno producido y de dióxido de carbono captado gracias a la fotosíntesis de las plantas disminuyen con el corte. Ahora bien, puesto que el presente análisis involucra las actividades a partir del corte de la caña y no desde su cultivo, los impactos de este último -como la alteración de las propiedades del suelo por el monocultivo, las alteraciones en la calidad del aire y la reducción de la disponibilidad del agua- no serán tomados en cuenta para este diagnóstico.
Extracción de jugos (A2)
Este proceso se inicia con la molienda de la caña, la cual es pasada a través de una serie de rodillos para extraer su jugo. Como residuo, se obtiene bagazo (I4) que, por tratarse de trapiches tradicionales, debe ser secado de 30 a 40 días al ambiente, para luego ser utilizado como combustible en las hornillas y calderas de la clarificación de los jugos. Cuando se realiza de forma netamente mecánica, el porcentaje de extracción alcanzado es de hasta un 68 %, mientras que cuando se aplican solventes al bagazo y se implementa un proceso de lixiviado se puede obtener hasta un 75 % de jugo (CORANTIOQUIA 2002).
La extracción de jugos por presión o por molinos es la más utilizada en Colombia. En la actualidad, casi la totalidad de las plantas de beneficio en el departamento de Santander han implementado molinos de tracción mecánica accionados por un motor de combustión interna (diésel) con una mayor capacidad de molienda. El jugo obtenido de esta molienda también es llamado jugo crudo o guarapo, que se caracteriza por su alto contenido de impurezas, las cuales deben ser removidas para facilitar la transformación de la sacarosa en el producto final (Osorio 2007).
Impactos generados por la molienda
La extracción de jugos requiere mínimo de tres operarios encargados de alimentar constantemente el molino, lo cual se puede considerar como un impacto positivo, ya que se está generando empleo sin embargo, el funcionamiento del molino altera de forma importante los niveles de ruido del lugar (I3), lo cual, con un prolongado tiempo de exposición sin las medidas de protección personal adecuadas puede ocasionar graves problemas de salud.
El uso de motores de combustión interna (diésel) para el funcionamiento del molino es uno de los principales factores de emisión de gases efecto invernadero -óxido de nitrógeno (NOx), compuestos orgánicos totales (TOC), monóxido de carbono (CO) y material particulado-, que causan alteración en la composición atmosférica (I2).
Prelimpieza y clarificación de los jugos (A3)
En la etapa de prelimpieza se realiza una separación física de las impurezas, a partir de la diferencia de densidades y tamaños de partícula que hay entre la impureza y el jugo. Esta etapa se lleva a cabo inicialmente en un prelimpiador, en el cual se eliminan las impurezas cuya densidad difiere considerablemente con respecto a la densidad del jugo. Allí también son eliminadas partículas sólidas como hojas o insectos. Posteriormente, el jugo es dirigido al segundo prelimpiador, el cual presenta un filtro fino que elimina impurezas de menor tamaño, como lodos suspendidos (Osorio 2007). Ambos equipos funcionan bajo el mismo principio (decantación), únicamente varían en sus dimensiones y el tipo de filtro que utilizan.
La clarificación de los jugos es llevada a cabo en hornos, hornillas o calderas que requieren de una gran inversión energética, debido a que en ellos se realiza la extracción de sólidos en suspensión, lo cual implica aumentar gradualmente la temperatura hasta alcanzar los 60 °C (Trapiche Panelero Gualanday 2010). En esta etapa, las impurezas presentes floculan sobre el jugo, esto sucede por efecto del mucílago o agente coagulante. Las impurezas flotantes se eliminan de forma manual y son conocidas como cachaza. Estas poseen una apariencia espumosa color café y presentan un alto contenido nutricional, por lo cual son utilizadas como alimento de equinos. Luego de sustraer la cachaza, se procede a una estabilización de la acidez del jugo, labor que se realiza agregando cal comestible o bicarbonato de sodio disueltos en agua hasta que el pH esté entre 5,8 y 6,0 (CORANTIOQUIA 2002).
Impactos de la prelimpieza y la clarificación
Estas etapas, al igual que todas las otras involucradas en este proceso, requieren de mano de obra que ejecute las actividades. Por otra parte, los desechos orgánicos resultantes de la prelimpieza (impurezas y lodos) constituyen desechos orgánicos que, si bien son biodegradables, requieren de un manejo adecuado para evitar que se conviertan en focos de atracción para roedores e insectos (I5). Muy comúnmente estos son arrojados a fuentes de agua cercanas, lo cual altera la calidad y disponibilidad de este recurso (I6) vital para la comunidad, la fauna y la flora aledañas. En otros casos, las impurezas eliminadas durante la clarificación no constituyen un desecho, sino que son un subproducto que le da valor agregado al proceso (I4), por lo tanto, su buen manejo significa un impacto positivo para la sociedad y la economía de la región, ya que permite a la comunidad obtener alimento para equinos a bajo costo.
Evaporación, concentración y punteo de los jugos (A4)
El equipo utilizado en esta etapa es una hornilla tradicional de cobre o de acero inoxidable, la cual consta de una cámara de combustión, ducto de humos, chimenea y zona de evaporación. La hornilla, en la mayoría de los casos, se instala sin hacer ningún tipo de estudio de rendimiento, sin tener en cuenta los requerimientos particulares de cada trapiche, lo cual implica uso de combustible y tiempo de cocción superiores a los requeridos. En la cámara de combustión, el bagazo y elementos como la madera, guadua, carbón y caucho de llantas son utilizados como combustibles para obtener energía térmica, lo cual produce gases calientes y cenizas que se liberan al ambiente sin ningún tipo de control, con serias consecuencias negativas para el medioambiente y la salud humana (Velásquez et al. 2005).
Los gases calientes contribuyen al proceso de evaporación con temperaturas entre los 100 °C y 125 °C, hasta que se elimine el 90 % del agua contenida en el jugo y se obtenga un líquido de textura cremosa y espesa (punto de panela o punto de miel). Este punto es el que define la humedad final de la panela, la cual, de acuerdo con la Resolución 779 (Colombia 2006), debe ser máximo del 9,0 %. Es preciso mencionar que panelas con humedad por encima del 16 % tienen un periodo de vida útil más corto que las panelas con menor humedad (CORANTIOQUIA 2002).
Impactos de la concentración y punteo de las mieles
Durante la elaboración de la panela, la etapa de concentración de las mieles es la más importante, ya que en esta se dan las trasformaciones más significativas para convertir la materia prima en el producto final. Es una etapa en la que se requiere gran cantidad de energía calórica, razón por la cual, al utilizar equipos tradicionales sin ningún estudio de requerimientos, se originan pérdidas de calor que pueden alcanzar el 40 %. Esto, por una parte, genera grandes cantidades de energía calórica que, acumulada en el ambiente, altera el microclima del lugar (I7) y, por otra, expone a los operarios a condiciones de trabajo extremas (I8). La quema excesiva de diferentes materiales para el funcionamiento de hornillas causa alteraciones en la composición atmosférica (I2). Por ejemplo, la quema de bagazo origina emisiones de tizne, metano y óxido de carbono; la utilización de madera como combustible produce emisiones de material particulado y óxido de nitrógeno (N2O); y las llantas generan óxidos de azufre, entre otros gases tóxicos.
Batido y enfriamiento (A5)
En esta etapa, la miel es trasportada hasta una batea que debe estar ubicada en una zona independiente, de manera que no entre en contacto con desechos eliminados en etapas anteriores (CORANTIOQUIA 2002). El batido es una acción de agitado intensivo e intermitente de las mieles, que se lleva a cabo de manera simultánea con el enfriamiento en un periodo de tiempo entre 10 y 15 minutos. En este tiempo, el descenso de la temperatura continúa y, con agitación manual permanente, se define la textura, se elimina la adherencia y se aumenta la porosidad de las mieles (IDEAM 1997).
Impactos del batido y el enfriamiento
Esta fase también requiere la intervención de personal para reducir el tiempo de la operación. Si bien el agitado manual de mieles es una fuente de empleo implica la exposición del personal a condiciones extremas (I8) debido a los grandes esfuerzos físicos, específicamente, movimientos repetitivos, desplazamiento de cargas superiores a 50 kg y exposición a altas temperaturas. Además, esta etapa implica la posibilidad de propagación de focos de contaminación (I5) por la pérdida de residuos de miel en la zona de implementación.
Moldeo, empaque y almacenamiento (A6)
Las mieles son trasladadas a moldes de madera en los cuales se lleva a cabo su solidificación y, por tanto, la obtención del producto final. Una vez solidificado, el producto se desmolda y se empaca en cajas de cartón o madera, o en bolsas plásticas, para proceder a su almacenamiento y posterior venta y distribución (IDEAM 1997). En los trapiches visitados, toda la panela que se produce tiene la presentación tradicional de un cuadrado, sin embargo, en el mercado también se encuentra panela redonda, rectangular, granulada y pulverizada (estas dos últimas son las más apetecidas por el consumidor por su fácil dilución). El empacado para la panela en bloque se realiza de manera manual, con material termoencogible. Finalmente, una vez se tiene la panela empacada, se deposita en cajas de cartón con capacidades entre 6 y 24 kg para su posterior comercialización.
Impactos del moldeo y el empacado de panela
Para la etapa de moldeo y empaque también se requiere personal que debe someterse a condiciones extremas de trabajo (I8): permanecer en la misma posición (de pie o sentados) durante largas jornadas y desarrollar sus tareas durante turnos que superan las ocho horas diarias. Además, en el proceso de empacado de la panela, se evidencia la generación de subproductos a bajo costo (I4), como plástico y residuos de madera, que en algunos casos son reutilizados.
Limpieza de las instalaciones y los equipos (A7)
Una vez que se tiene el producto terminado, empacado y dispuesto en su lugar de almacenamiento, se inicia la limpieza de zonas, equipos, instrumentos, mesones y paredes utilizados en el proceso productivo. En los trapiches estudiados se utilizó únicamente agua, jabón y utensilios para retirar de forma manual los restos de producto adheridos a las paredes, los equipos y los demás materiales de trabajo (escobas y cepillos).
Impactos de la limpieza de instalaciones y equipos
Esta actividad también requiere de personal para tareas específicas como aparcar y distribuir agua, restregar y enjuagar pisos, paredes, equipos e instrumentos, todo lo cual configura una fuente de empleo (I1). Este método de limpieza implica el uso de grandes masas de agua que, una vez contaminadas con jabón y residuos orgánicos cargados principalmente con sacarosa,
no reciben un tratamiento adecuado, pues son dispuestas al ambiente sin ningún tipo de precaución. Este manejo hace que los residuos se evaporen naturalmente y escurran a los cuerpos de agua cercanos, lo cual altera la calidad del agua disponible para la comunidad (I6).
Descripción cualitativa de los impactos socioambientales
En la tabla 3 se describen las actividades y los impactos socioambientales identificados en el proceso de producción con sus respectivos códigos. En la tabla 4, por su parte, se muestra la relación existente entre impactos y componentes ambientales, mientras que en la tabla 5 se presenta la relación entre impactos y actividades del proceso. Esta información permite describir cualitativamente los impactos socioambientales de la producción de panela en trapiches artesanales del departamento de Santander, de forma que se evidencian los componentes ambientales con mayor afectación y las actividades específicas que los causan.
Tabla 3 Actividades e impactos socioambientales de la producción de panela
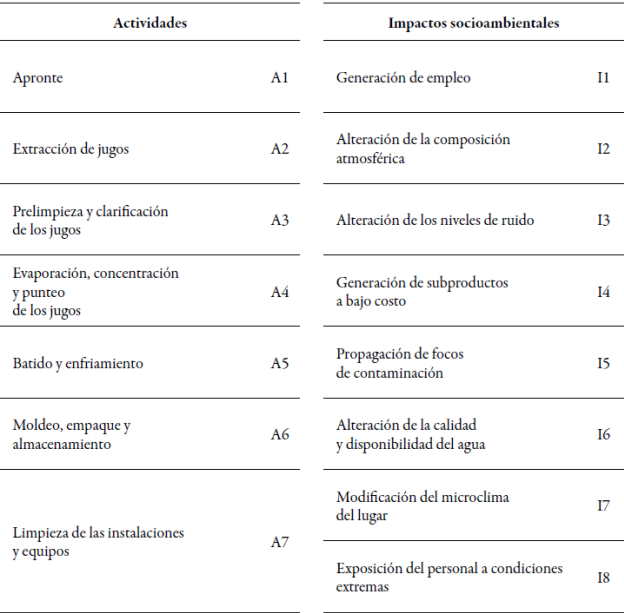
Fuente: Elaboración propia
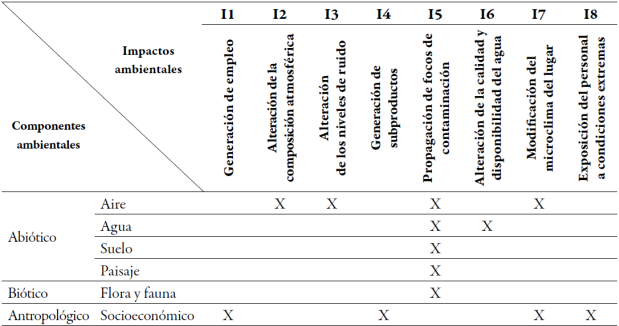
Tabla 5 Matriz de interacciones entre impactos ambientales y actividades del proceso
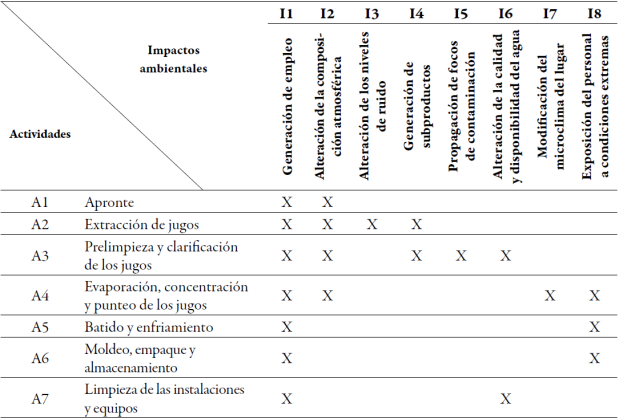
Fuente: Elaboración propia
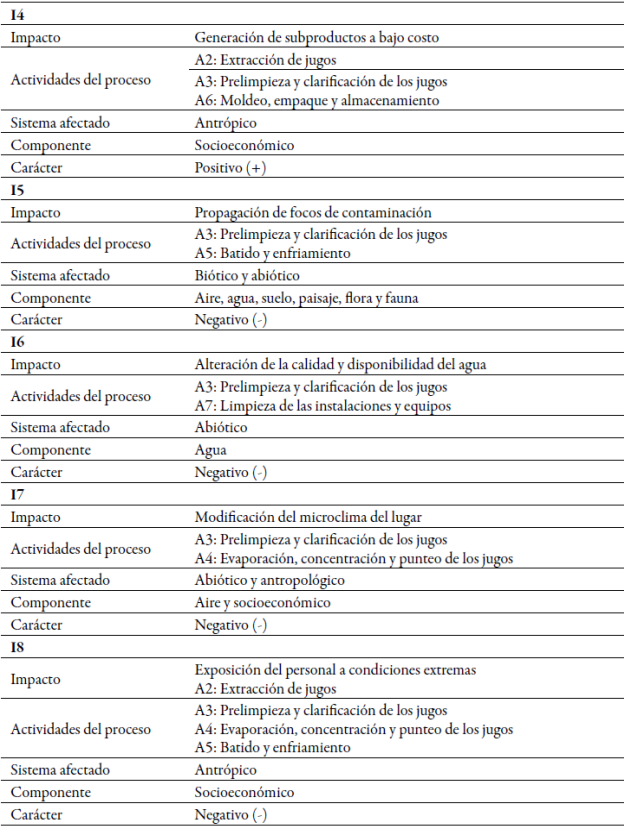
Los efectos a los que da lugar la producción de panela tienen su origen en actividades específicas y pueden ser de carácter positivo o negativo y afectar diferentes sistemas y componentes ambientales. Es por esto que para cada impacto se debe tener una medida de manejo diferente de acuerdo con sus características. En la tabla 6 se presenta la descripción cualitativa de cada uno de los impactos.
Evaluación y valoración de los impactos ambientales
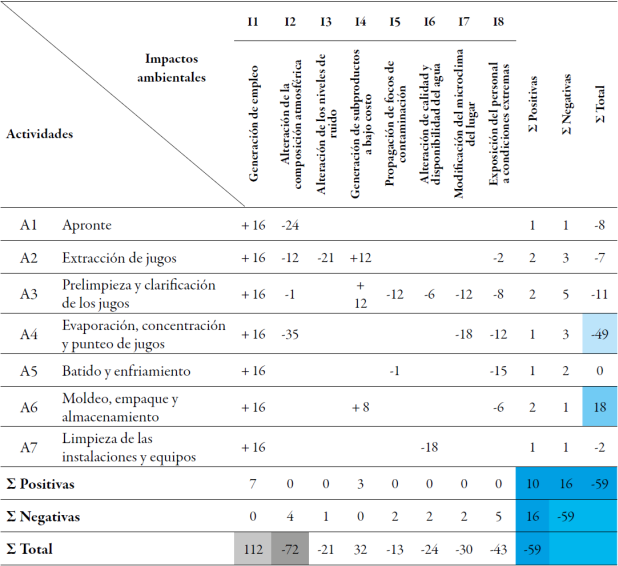
La evaluación y valoración de los impactos ambientales potenciales se establece mediante una matriz de valoración cualitativa tipo causa y efecto (matriz de Leopold) (tabla 7). En esta, se relacionan las actividades del proceso de producción de panela, desde el corte de la caña hasta el empacado del producto final, con los impactos ambientales potenciales, a los cuales se les asigna una calificación. Si el signo del valor total es positivo, se asume que el proceso producirá un beneficio ambiental. Si el signo es negativo, el proceso de producción será perjudicial y, de ser necesaria su ejecución, deberán tomarse medidas de corrección o mitigación para las acciones que causen mayor detrimento ambiental.
Siguiendo la metodología propuesta por Peralta y Barrios (2012) y de acuerdo con la experiencia de los autores, se lleva a cabo la valoración de los impactos socioambientales asociados a las actividades del proceso productivo de la panela, según la escala de ponderación definida por la metodología matricial.
Análisis de resultados
La evaluación realizada a través de la matriz de Leopold (tabla 7) arrojó como resultado de la sumatoria de las calificaciones totales de las celdas de impactos y actividades un valor de -59. Al ser negativo, este valor indica que el proceso evaluado es perjudicial para el ambiente, por lo cual es posible afirmar que la producción artesanal de panela en el departamento de Santander no es ambientalmente sostenible. Este resultado no es sorprendente, ya que estudios realizados en otras regiones del país, como Cundinamarca, llegan a la misma conclusión (Guerrero y Luengas 2012).
Es posible evidenciar que el medio físico es el más afectado, debido a la magnitud de los impactos sobre elementos ambientales como el agua y la atmósfera, ya que las actividades propias de cada etapa del proceso productivo (prelimpieza, clarificación de los jugos, evaporación, concentración y punteo) tienen mayor interacción con estos medios naturales. Dichas actividades pueden provocar modificación del microclima del lugar, alteración de la composición atmosférica, propagación de focos de contaminación y alteración de la calidad y disponibilidad del agua, con consecuencias significativas para la calidad del ambiente y el bienestar de las personas. Por otra parte, la generación de empleo es el impacto más positivo del proceso de producción, ya que favorece el ingreso de recursos económicos y el aumento de la calidad de vida.
En consecuencia, los esfuerzos por hacer de este un proceso ambientalmente sostenible deben estar centrados en minimizar las emisiones atmosféricas que se generan durante las cuatro primeras actividades de la producción de panela y en optimizar la generación y transferencia de calor durante la etapa de evaporación, concentración y punteo de los jugos. Para esto, se recomienda un mejoramiento de la tecnología. Específicamente para el caso de producción de panela en Santander se plantean dos alternativas: producción a vapor y hornillas tipo Cimpa. Con estas, es posible prevenir la alteración del microclima y de la composición atmosférica local, así como reducir el esfuerzo físico de los trabajadores y su exposición a altas temperaturas. Estas alternativas evitan la pérdida de gases con alto contenido calórico, pues los hacen recircular de modo que continúen transfiriendo calor a las hornillas, además, permiten que el bagazo aumente su capacidad de combustión.
Conclusiones
La producción de panela en Santander es una actividad que impacta positivamente su entorno socioeconómico, ya que constituye una fuente de generación de ingresos para su comunidad, sin embargo, los empleos otorgados por esta agroindustria implican gran esfuerzo físico y considerable riesgo para la salud de los trabajadores.
Los impactos ambientales más significativos del proceso se evidencian durante la etapa de evaporación y concentración de los jugos, debido principalmente al uso de hornillas tradicionales. Estas hornillas son instaladas sin tener en cuenta los requerimientos particulares de cada trapiche, lo cual origina pérdidas energéticas emitidas en forma de vapor de agua liberado al ambiente sin ningún tipo de control, emisiones que provocan alteraciones en el microclima del lugar. Además, estas hornillas tradicionales utilizan combustibles fósiles poco eficientes que causan combustiones incompletas, las cuales generan gases tóxicos que contribuyen al efecto invernadero.
Para garantizar el desarrollo autosostenible de esta actividad en la región, es recomendable la formación de comités o sociedades que permitan a los productores trabajar juntos por un bien común. Esto dará lugar a la tecnificación de sus plantas de beneficio, así como al diseño de un plan de capacitación para los productores en el que se les dé a conocer el posicionamiento y proyección de su producto a nivel internacional, de tal manera que se puedan proyectar hacia el mercado mundial con el cumplimiento de los requerimientos para ello.

