











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares en
SciELO
Similares en
SciELO  Similares en Google
Similares en Google 
 Permalink
Permalink
Introducción
Dentro del proceso tecnológico de elaboración de productos cárnicos cocidos, en particular de jamones cocidos tipo York, el tratamiento térmico se considera una de las operaciones unitarias fundamentales y un punto crítico de control (Aguilar et al., 2013), ya que contribuye a la estabilización microbiológica del producto final y, por ende, a su inocuidad o seguridad para el consumo humano (Tiwari & O’Donnell, 2012; Pathare & Roskilly, 2016).
Para llevar a cabo esta operación, se suelen emplear sistemas tradicionales o clásicos de cocción, los cuales se basan en el calentamiento de un fluido externo (aire o agua) mediante la inyección de vapor o resistencias eléctricas, etc. En estos casos, el calor se transmite a la superficie de los productos por convección y se difunde hasta su interior por conducción (Lagares, 2011). De acuerdo con Ochoa y Giraldo (2018), los procesos térmicos en productos cárnicos son efectuados en hornos comúnmente llamados “Ahumaderos”, en los cuales el medio de calentamiento suele ser una mezcla de aire-vapor de agua. Por otra parte, Moreno (2017) señala que el método de cocción más utilizado es el de agua caliente, ya que es el más efectivo, económico, rápido y versátil, debido a que la temperatura es mucho más homogénea en la pieza.
El aumento en la demanda de derivados cárnicos mínimamente procesados, refrigerados y listos para consumir (González et al., 2010; Osaili et al., 2020) ha generado la necesidad de establecer tratamientos térmicos confiables y seguros, los cuales permitan la inactivación de todos aquellos microorganismos alteradores y patógenos, ya que la contaminación microbiológica es el factor más importante que determina la inocuidad de un producto cárnico y limita su vida útil. En el caso de los jamones cocidos tipo York, su valor de pH en torno a 6,0 y su actividad de agua superior a 0,95 (González et al., 2010), lo clasifican como un producto altamente perecedero, incapaz de inhibir por sí solo los microorganismos relacionados con la contaminación y el deterioro, en particular Listeria monocytogenes y Salmonella, los cuales son considerados como los patógenos transmitidos por alimentos más importantes presentes en los productos cárnicos cocidos y en el entorno de procesamiento durante su producción como en la posproducción (Ducic et al., 2016; Amézquita, 2018; McMinn et al., 2018). Por lo anterior, resulta fundamental el conocimiento de la influencia de los diferentes métodos de cocción sobre la letalidad microbiana de L. monocytogenes y Salmonella spp. en derivados cárnicos listos para consumir, para brindar información técnica de referencia que contribuya al diseño de procesos de cocción adecuados que eliminen los riesgos que se puedan generar sobre la calidad microbiológica de este tipo de productos.
El tratamiento térmico para un derivado cárnico cocido viene gobernado por varios parámetros, entre ellos la temperatura, el tiempo y el medio de calentamiento (Pathare & Roskilly, 2016; Raseta et al., 2021). Para el caso de la temperatura y el tiempo de tratamiento, una adecuada combinación garantizará la letalidad térmica de microorganismos patógenos y alterantes (Ochoa & Giraldo, 2018), por consiguiente, en procesos de calentamiento transitorio en los que la temperatura del producto cambia con el tiempo, la letalidad térmica de los microorganismos puede estimarse calculando la letalidad del proceso (F0), que se define como el tiempo necesario para producir el mismo grado de reducción microbiana (log10) a una temperatura de referencia (Tref) que el proceso dado en el historial de tiempo y temperatura (Aguilar et al., 2013). En el caso de tratamientos térmicos de pasteurización, que son a los que aplican la mayoría de los productos cárnicos cocidos, la letalidad microbiana durante el proceso suele expresarse en términos del valor de pasteurización (P0), el cual matemáticamente viene dado, de forma similar a F, por la expresión: P0 = ʃ 10T (t) - T(ref) / z dt; en donde T es la temperatura en el centro del producto en un tiempo t, T(ref) es la temperatura de referencia y z representa la constante de resistencia térmica (Casp & Abril, 2003).
En lo que respecta al tipo de medio de calentamiento, este factor ejerce un efecto importante sobre la velocidad a la que se produce el aumento de la temperatura durante la cocción y, por ende, la tasa de transferencia de calor (Lagares, 2011; Pathare & Roskilly, 2016; Ochoa & Giraldo, 2018), por lo tanto, para estimar el curso del procesamiento térmico en los materiales alimenticios, el coeficiente de transferencia de calor constituye uno de los parámetros fundamentales para definir las condiciones adecuadas de tratamiento, especialmente la temperatura y el tiempo, que son los dos parámetros principales de los que depende la letalidad microbiana (Aguilar, et al. 2013; Isleroglu & Kaymak-Ertekin, 2016). Por su parte, el coeficiente de transferencia de calor por convección está influenciado por parámetros tales como el tipo y la velocidad del fluido, las propiedades físicas del fluido, la diferencia de temperatura y la forma geométrica del sistema físico bajo consideración (Singh & Heldman, 2013), por consiguiente, el medio de calentamiento (agua, vapor y aire) y las características del producto cárnico condicionarán el régimen bajo el cual el proceso térmico se llevará a cabo y, por ende, sus efectos finales sobre la calidad, la seguridad y el rendimiento del producto final.
Algunos estudios reportan los efectos que los sistemas o los métodos de tratamiento térmico tienen sobre la transferencia de calor durante el tratamiento de productos cárnicos cocidos (Murphy et al., 2001b; Wichchukit et al., 2001; Pan & Singh, 2002; Cheng et al., 2005; Contreras et al., 2018), así como sobre la inactivación y letalidad térmica de determinados microorganismos, particularmente Listeria monocytogenes y Salmonella spp. (Murphy et al., 2001a; Becker et al., 2015; Karyotis et al., 2017; Prapasuwannakul & Panbualuang, 2017; Sindelar et al., 2019). Murphy et al. (2001b) evaluaron el efecto de las condiciones de funcionamiento de un horno sobre las propiedades de transporte de calor durante la cocción por convección de aire en una operación a escala piloto, encontrando efectos significativos de las condiciones de cocción sobre el coeficiente de transferencia del calor efectivo y el flujo de calor. De igual manera, Cheng et al. (2005) reportaron los efectos de tres métodos de cocción llevados a cabo en un horno de vapor por convección y un baño de agua sobre la eficiencia de cocción en el procesamiento de jamones de cerdo. Por otra parte, Prapasuwannakul & Panbualuang (2017) evaluaron la inactivación térmica de Salmonella spp. en salchichas de cerdo cocinadas mediante dos métodos: en agua hirviendo y al vapor, mientras que Sindelar et al. (2019) determinaron el potencial de cambios en las poblaciones microbianas de patógenos transmitidos por los alimentos, entre ellos L. monocytogenes y Salmonella entérica, durante ciclos térmicos prolongados de cocción con vapor para tocino y jamón. El objetivo de este estudio fue comparar el efecto de dos sistemas de cocción sobre la eficiencia de la transferencia de calor y la letalidad microbiana de Listeria monocytogenes y Salmonella spp. durante el tratamiento térmico de jamones tipo York.
Materiales y métodos
Diseño de experimentos
Se planteó un diseño experimental completamente al azar (DCA) en el que los tratamientos de estudio fueron dos sistemas de cocción: un módulo de cocción con agua y un horno de convección aire-vapor. Mientras que las variables, respuestas definidas para estimar el efecto de los tratamientos señalados, fueron: la eficiencia de transferencia de calor (tiempo de cocción, velocidad de calentamiento y coeficiente convectivo de trasferencia de calor) y la letalidad microbiana (valor de pasteurización, letalidad acumulada y reducción logarítmica). Las variables descritas fueron estimadas sobre jamones tipo York, los cuales constituyeron las unidades experimentales correspondientes.
Preparación de los jamones tipo York
Los jamones tipo York utilizados en este estudio se elaboraron a partir de carne de cerdo seleccionada y una salmuera elaborada con sal (1,00%), sal curante (0,50%), eritorbato de sodio (0,05%), tripolifosfato de sodio (0,50%), almidón de papa (10,00%), proteína de soya (6,00%), lactato de sodio (3,00%), colorante natural (0,15%), carragenina (1,00%) y saborizante (1,50%). Para ello, inicialmente la carne de cerdo se pasó por un molino triturador con disco 13 mm (Kramer & Grebe GmbH, Alemania), en el cual se redujo su tamaño hasta el nivel de proceso requerido y luego la carne se mezcló con la salmuera en un masajeador/mezclador al vacío (Cozzini LLC, Estados Unidos) hasta lograr una masa o pasta cárnica homogénea. Posteriormente, la masa obtenida se introdujo en una funda plástica de 180 mm (Vector Inc, Estados Unidos) mediante una llenadora al vacío (Handtmann Inc, Alemania) y, al final, la masa embutida se moldeó y prensó para formar barras rectangulares de jamón de 11 kg aprox., quedando dispuestas de esta manera para el tratamiento térmico correspondiente.
Procesamiento térmico
Para el tratamiento térmico de los jamones tipo York se tomaron 50 barras de jamón por cada sistema de cocción para llevar a cabo su procesamiento. El primer sistema correspondió a un módulo de cocción compuesto por dos tanques o cocinas (Paganini Comba®, Argentina), cuyo medio de calentamiento fue el agua, mientras que el segundo correspondió a un horno de convección aire-vapor (Maurer-Atmos Middleby GmbH, Alemania), donde el medio de calentamiento fue el vapor saturado. En ambos sistemas la temperatura del medio de calentamiento se mantuvo a 80 °C durante el procesamiento, hasta alcanzar en el producto una temperatura interna o de núcleo de 72 °C. Después de la cocción, las muestras fueron enfriadas inmediatamente con agua a temperatura ambiente hasta alcanzar una temperatura cercana a los 15 °C, para posteriormente ser almacenadas a 0-4 °C. Durante la cocción, en ambos sistemas la temperatura del medio de intercambio de calor y la temperatura interna del producto (núcleo) fueron monitoreadas a través de sensores inalámbricos y un registrador de datos (Data Trace MPIII, Mesa Laboratories Inc., Estados Unidos). Para esto, seis sensores se ubicaron expuestos totalmente al ambiente (fuera del producto) en diferentes posiciones del sistema y seis más al interior del producto de manera aleatoria dentro de las 50 barras. Para todos los ensayos, los sensores fueron programados con un intervalo de medición de 30 segundos y las mediciones del registrador se exportaron a un computador para su análisis estadístico.
Evaluación eficiencia de transferencia de calor
La eficiencia de transferencia de calor durante los tratamientos de cocción en cada uno de los sistemas de estudio se determinó a partir del tiempo de cocción (min), la velocidad de calentamiento (°C/min) y el coeficiente convectivo de trasferencia de calor (W/m2 °C). En lo que respecta al tiempo de cocción (min), este se estimó a partir del perfil de tiempo/temperatura monitoreado en las muestras en cada sistema de cocción y teniendo como punto de referencia la temperatura final de cocción, para este caso fue de 72 °C en el centro del producto. Todos los datos de tiempo y temperatura registrados en cada monitoreo fueron analizados mediante el programa MS Excel. En cuanto a la velocidad de calentamiento (°C/min), esta fue calculada a partir de la relación entre el gradiente de temperatura y la variación del tiempo, como lo reportan Mora et al. (2011). En lo que respecta al coeficiente convectivo de trasferencia de calor, este fue calculado mediante las correlaciones matemáticas de conducción y convección forzada sugeridas por Cengel y Ghajar (2020), utilizando como apoyo el programa MS Excel. Todas las determinaciones señaladas se hicieron por triplicado.
Evaluación de la letalidad del proceso
Para la evaluación de la letalidad microbiana durante el proceso térmico, se determinó, sobre el producto procesado en cada sistema de cocción, el valor pasteurizador equivalente (P0, min), la letalidad acumulada (min) y la reducción logarítmica (Log10), para lo cual se tomaron como microorganismos de referencia, Listeria monocytogenes y Salmonella spp. En el caso del primero, se consideró una Tref de 70 °C, un valor D70 y z de 0,33 min y 7,5 °C, respectivamente; mientras que para el segundo se asumió una Tref de 62,8 °C, un D62,8 de 0,65 min y un z de 5,6 °C (McMinn et al., 2018). Basado en lo anterior, se estableció como criterio de letalidad un valor de P0 (70/7,5) = 2 min para Listeria monocytogenes y un P0 (62,8/5,6) = 3,9 min para Salmonella spp., ambos valores correspondientes para un grado de reducción de seis ciclos logarítmicos (USDA-FSIS, 1999; Tiwari & O´Donnell, 2012). El P0 equivalente y la letalidad acumulada se calcularon a partir de los valores de temperatura y tiempo monitoreados durante el proceso de cocción, usando como herramienta de análisis el software CALSoft 5 (TechniCAL LLC, Estados Unidos), en tanto que la reducción logarítmica predicha se calculó dividiendo el valor Po por el valor D (tiempo de reducción decimal) a una Tref como lo señala Aguilar et al. (2013). Todas las mediciones descritas se realizaron por triplicado.
Análisis estadístico
Los datos obtenidos de las mediciones realizadas en los jamones fueron tratados mediante un análisis de varianza de una vía, con un nivel de significancia de 0,05, con el propósito de determinar los efectos de los tratamientos evaluados. En aquellos casos donde los efectos fueron significativos, las medias fueron comparadas usando el procedimiento de diferencia honestamente significativa (HSD) de Tukey (p < 0,05). Todos los análisis fueron realizados usando el programa estadístico Statgraphics® Centurion XVII (versión 17.1).
Resultados y discusión
Evaluación eficiencia de transferencia de calor
En la tabla 1 se muestran los resultados de los parámetros estimados para establecer la eficiencia de transferencia de calor en los tratamientos de estudio. Los resultados obtenidos arrojaron diferencias estadísticamente significativas (p < 0,05) en cada uno de los parámetros entre los tratamientos evaluados.
Tabla 1. Parámetros de eficiencia de transferencia de calor en los sistemas de cocción evaluados
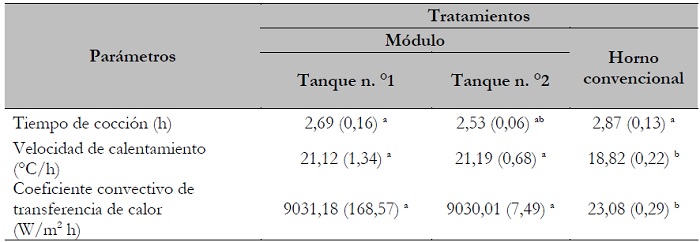
Nota:El número entre paréntesis es la desviación estándar ± de la media de n = 6. En cada fila hay medias con diferente letra que son significativamente diferentes con Anova y prueba de diferencias significativas de Tukey (p < 0,05).
Fuente: Elaboración propia
En el caso del tiempo de cocción se logró alcanzar los 72 °C al interior de los jamones en un menor tiempo durante la cocción en el módulo (cocción en agua), ya que en este la velocidad de calentamiento experimentada fue más alta en comparación con el horno (cocción con vapor), donde los tiempos de cocción registrados fueron mayores. Estos resultados concuerdan con los obtenidos por Cheng et al. (2005), quienes obtuvieron tiempos de cocción mucho menores al cocinar jamones de cerdo en un baño de agua frente a los obtenidos en un horno de convección con vapor. En cuanto al coeficiente convectivo de transferencia de calor, este fue significativamente mayor en el módulo de cocción, mostrando consistencia con la velocidad de calentamiento. Los valores estimados para este parámetro están dentro de los reportados por Kreith et al. (2012), quienes definieron coeficientes de película para el agua por convección forzada entre 300 y 18000 W/m2 K y para el vapor por convección forzada entre 30 y 300 W/m2 K.
Con base en los resultados descritos, se evidenció una mejor eficiencia de transferencia de calor durante la cocción de los jamones en el módulo. Esto debido, en gran medida, a las características térmicas del medio de calentamiento, en este caso el agua, así como a las condiciones de operación del módulo, específicamente la velocidad de flujo. Según la literatura revisada, la cocción en agua ofrece mejores ventajas debido al excelente intercambio y la transmisión de calor entre el agua y el producto, lo cual se traduce en unos tiempos de cocción menores (Lagares, 2011), lo que valida los resultados obtenidos en esta parte. Por otro lado, Cheng et al. (2005) establecieron que la transferencia de calor puede ser aumentada por la fuerza de circulación del agua, de allí la mayor velocidad de calentamiento y el coeficiente convectivo de transferencia de calor experimentado durante la cocción en el módulo.
Evaluación de la letalidad del proceso
En la tabla 2 se muestran los resultados de los parámetros de letalidad determinados para el caso de la Listeria monocytogenes. De acuerdo con estos, los jamones cocinados en los dos sistemas de estudio lograron el criterio de letalidad mínimo establecido (6D) antes de alcanzar la temperatura de núcleo final (72 °C). Por otra parte, no se encontraron diferencias estadísticamente significativas (p > 0,05) en cuanto al valor P0 entre tratamientos. Por consiguiente, las reducciones de L. monocytogenes estimadas a partir de estos, fueron de 69 y 61 ciclos log10 para los jamones procesados en el módulo, mientras que para las muestras tratadas en el horno se obtuvo una reducción predicha de 52 ciclos log10, siendo consecuentes con los valores de P0 obtenidos. En cuanto a la letalidad acumulada, se encontraron diferencias significativas (p < 0,05) entre tratamientos, las cuales fueron equivalentes a 278, 245 y 691 ciclos log10 de reducción en las muestras procesadas en el módulo (tanques 1 y 2) y el horno, respectivamente. Todos los resultados descritos fueron muy cercanos a los reportados por Aguilar et al. (2013), quienes estimaron la letalidad térmica de L. monocytogenes en dos productos cárnicos procesados.
Tabla 2. Letalidad de proceso equivalente para Listeria monocytogenes, P0 (70/7,5) = 2,0 min (6 log10)
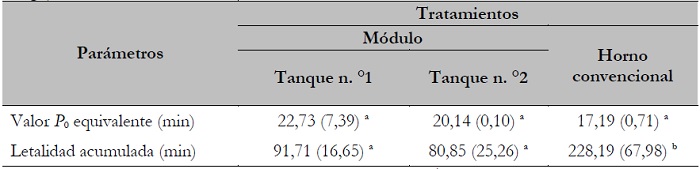
Nota: El número entre paréntesis es la desviación estándar ± de la media de n = 3. En cada fila hay medias con diferente letra que son significativamente diferentes con Anova y prueba de diferencias significativas de Tukey (p < 0,05).
Fuente: Elaboración propia
De acuerdo con los resultados obtenidos (tabla 2) se puede establecer que, durante el proceso térmico en ambos tratamientos, se experimentaron condiciones de sobreprocesamiento: los valores P fueron 11 (módulo) y 8,5 (horno) veces más altos. Esta tendencia coincide con lo obtenido por Aguilar et al. (2013), quienes reportaron valores de letalidad más altos que el valor de referencia para L. monocytogenes, específicamente 22 y 24 veces más, durante el proceso térmico de dos tipos de salchicha, lo que fue atribuido a condiciones de sobreprocesamiento, ya que tiempos de calentamiento prolongados influyen notablemente en el valor de letalidad, debido a que los microorganismos mueren de manera importante durante esta fase (Aguilar et al., 2013). Por otra parte, Freier (2001) señala que en procesos térmicos a nivel comercial no es inusual obtener valores de reducciones microbianas (log10) muy grandes, especialmente cuando se busca alcanzar temperaturas de cocción interna mínimas durante el tratamiento de grandes cantidades de productos o de mayor tamaño, lo que podría relacionarse con los resultados de reducción microbiana (log10) estimados en este estudio, ya que los jamones tratados poseían características geométricas que contribuían a una penetración eficiente del calor y, por consiguiente, un mayor efecto térmico, especialmente en el tratamiento realizado en el horno, donde el producto tuvo un mayor contacto con el medio de calentamiento. Freir (2001) afirma que los productos grandes tendrán tiempos de calentamiento mucho más largos, por lo que se verán influenciados de manera más significativa por las condiciones de tiempo-temperatura aplicados durante un proceso térmico.
En lo que respecta al proceso de letalidad para la Salmonella spp., en la tabla 3 se muestran los resultados de los parámetros de letalidad estimados para este microrganismo. De acuerdo con estos, se logró el criterio de letalidad mínimo establecido (6D) antes de alcanzar la temperatura de núcleo final (72 °C) en los jamones, siendo los valores determinados 2,5 (módulo) y 2,0 (horno) veces más altos que el valor P de referencia. Por otro lado, no se encontraron diferencias significativas (p > 0,05) en los valores de P obtenidos entre tratamientos, logrando a partir de ellos valores de reducción microbiana (log10) estimados de 16, 14 (tanque 1 y 2) y 12 (horno) ciclos log10 de reducción. En lo que respecta a la letalidad acumulada del proceso, se encontraron diferencias estadísticamente significativas (p < 0,05) en la letalidad acumulada entre tratamientos, las cuales fueron equivalentes a 1525, 2675 (tanques 1 y 2) y 18.398 (horno) ciclos log10 de reducción.
Tabla 3. Letalidad de proceso equivalente para Salmonella spp., P0 (62,8/5,6) = 3,9 min (6 log10)
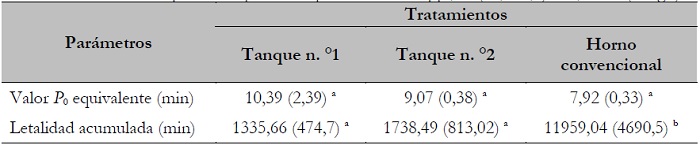
Nota:El número entre paréntesis es la desviación estándar ± de la media de n = 3. En cada fila hay medias con diferente letra que son significativamente diferentes con Anova y prueba de diferencias significativas de Tukey (p < 0,05).
Fuente: Elaboración propia
Los resultados obtenidos para Salmonella spp. pueden asociarse, al igual que en el caso de la L. monocytogenes, a condiciones de sobreprocesamiento durante los tratamientos térmicos realizados en ambos sistemas, condiciones que incidieron de manera significativa sobre la velocidad de incremento de temperatura en el producto y, por ende, en la letalidad térmica de estos microrganismos. Algunos autores establecen que las condiciones de cocción y la temperatura del producto afectan significativamente la inactivación térmica de patógenos, en particular de Salmonella spp. y L. monocytogenes en productos cárnicos. Murphy et al. (2001c) reportan que incrementos de temperatura de 55 a 80 °C redujeron tanto la Salmonella como la Listeria en más de siete ciclos log en hamburguesas de pechuga de pollo, lo que podría validar los resultados obtenidos y descritos en las tablas 2 y 3. Por otra parte, los valores de reducción decimal (log10) estimados para Salmonella permiten garantizar la seguridad de los tratamientos térmicos aplicados, ya que cumplen con los estándares recomendados por la USDA-FSIS (1999) para este microorganismo en productos listos para consumir.
Conclusiones
Los resultados de este estudio permiten concluir que los dos sistemas de cocción evaluados ofrecen condiciones adecuadas para conseguir la transferencia de calor necesaria para alcanzar, en los jamones tipo York, la temperatura final de cocción requerida. No obstante, se resalta que en el módulo de cocción se logra una mejor eficiencia de transferencia de calor durante el proceso de cocción en comparación con el horno, ya que en el módulo el tiempo de cocción fue menor, lo que contribuye al rendimiento del proceso de cocción en general. Por otra parte, los dos sistemas permiten generar las condiciones de cocción requeridas para conseguir la letalidad térmica de Listeria monocytogenes y Salmonella spp. en los jamones, garantizando así la seguridad del proceso y la inocuidad del producto final.
Contribución de los autores
Waldir Augusto Pacheco Pérez: concepción, realización y desarrollo, obtención de los datos, análisis de los resultados y redacción del manuscrito. Zahara Dolid Colorado Arango, Edith Lorena Agudelo Cadavid, Maria Luisa Verbel Mogollón y Ricardo Ruis López: concepción, realización y desarrollo, obtención de los datos, análisis de los resultados. Juan Carlos Palacio Piedrahita y Lina Maria Vélez Acosta: supervisión de las actividades técnicas y científicas, redacción del manuscrito y revisión de la versión final

