










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería y Universidad
Print version ISSN 0123-2126
Ing. Univ. vol.14 no.1 Bogotá Jan./June 2010
Análisis de la refinación de glicerina obtenida como coproducto en la producción de biodiésel*
Validation of Glycerin Refining Obtained as a by-Product of Biodiesel Production**
Análise do refino da glicerina obtida como subproduto na produção de biodiesel***
Carlos Ariel Cardona-Alzate*****
* Este artículo se deriva de la tesis de doctorado de ingeniero químico y magíster en Ingeniería-Ingeniería Química del primer autor.
** This article results from the Doctorate Thesis and Master final work of the first author.
*** Este artigo deriva-se da tese de doutorado do engenheiro químico e mestre em Engenharia-Engenharia Química do primeiro autor.
**** Ingeniero químico. Máster en Ciencias, Universidad Nacional de Colombia, sede Manizales, Colombia. Candidato de doctorado en Ingeniería Química, Universidad Nacional de Colombia, sede Manizales. Profesor del Departamento de Ingeniería Química, Universidad Nacional de Colombia. Correo electrónico: japosadad@unal.edu.co.
***** Ingeniero químico. Magíster en Ingeniería Química de Síntesis Orgánica. Doctor, Academia Estatal de Química Fina de Moscú, Rusia. Profesor del Departamento de Ingeniería Química, Universidad Nacional de Colombia, sede Manizales, Colombia. Correo electrónico: ccardonaal@unal.edu.co.
Fecha de recepción: 12 de enero de 2010. Fecha de aceptación para publicación: 24 de marzo de 2010.
Submitted on January 12, 2010. Accepted on March 24, 2009.
Data de recepção: 12 de janeiro de 2010. Data de aceitação para publicação: 27 de março de 2010.
Resumen
En este artículo se discuten diferentes aspectos relacionados con la producción, el mercado y las aplicaciones de la glicerina en productos de consumo. Las tres principales calidades de glicerina ofrecidas en el mercado y que fueron evaluadas son: glicerina cruda comercial (80%-88% en peso), glicerina grado técnico (98% en peso) y glicerina refinada (grado USP o FCC, 99,7% en peso). Se simularon los esquemas de purificación para obtener los grados comerciales de glicerina mencionados. Se demostró que es posible recuperar el metanol a una pureza de 99% en peso, el cual puede ser reutilizado en la producción de biodiésel. Finalmente, los resultados mostraron que el proceso de purificación de la glicerina hasta diferentes grados de pureza puede ser factible económicamente; además, se alcanzaron las especificaciones de calidad de mercado.
Palabras clave: Calidad de la glicerina, mercado de la glicerina, combustibles diésel.
Abstract
This work discusses a number of aspects related to glycerin-related production, market, and application in commercial products. Three main qualities of commercial glycerin are evaluated: raw glycerin (80-88 wt %), technical grade glycerin (98 wt %), and refined glycerin (USP or FCC, 99.7 wt %). Purification schemes for each glycerin quality are simulated. This study shows that, after purification process, it is possible to obtain methanol at 99 wt %, which can be recycled for biodiesel production. Simulation results show that the purifying glycerin to obtain different levels of purity can be economically feasible, and that market quality specifications can be reached as well.
Key words: Quality of glycerin, glycerin market, diesel fuels.
Resumo
Neste artigo discutem-se diferentes aspectos relacionados com a produção, o mercado e as aplicações da glicerina em produtos de consumo. Os três principais tipos de glicerina oferecidas no mercado e que foram avaliadas são: glicerina crua comercial (80%-88% em peso), glicerina grau técnico (98% em peso) e glicerina refinada (grau USP ou FCC, 99,7% em peso). Simularam-se os esquemas de purificação para obter os graus comerciais de glicerina mencionados. Demostrou-se que é possível recuperar o metanol a uma pureza de 99% em peso, o qual pode ser reutilizado na produção de biodiesel. Finalmente, os resultados mostraram que o processo de purificação da glicerina até diferentes graus de pureza pode ser economicamente viável; além disso, foram obtidas as especificações de qualidade de mercado.
Palavras-Chave: Qualidade da glicerina, mercado da glicerina, combustíveis diesel.
Introducción
El glicerol es un compuesto químico básico obtenido principalmente como coproducto en la industria oleoquímica, mientras que la glicerina es el nombre comercial que reciben las mezclas con alto contenido de glicerol. La glicerina es una sustancia versátil y, debido a su combinación única de propiedades físicas y químicas, ha tenido más de 1.500 usos finales. Se usa como ingrediente o para su transformación en productos cosméticos, artículos de tocador o cuidado personal, medicamentos y productos alimenticios (The Soap and Detergent Association [SDA], 1990). De la glicerina se destaca que es un componente muy estable bajo las condiciones típicas de almacenamiento, no es irritante, tiene bajo grado de toxicidad sobre el medio ambiente y, además, es compatible con muchos otros productos químicos.
Naturalmente, el glicerol se presenta de forma combinada como triglicéridos en todas las grasas animales y aceites vegetales; esto es, constituye en promedio alrededor del 10% de estos materiales. Dicho componente se obtiene a partir de las grasas y aceites durante la producción de ácidos grasos y jabón, así como en los procesos de transesterificación con alcoholes, por medio de los cuales se produce biodiésel. El glicerol también puede ser producido sintéticamente por procesos petroquímicos desde epiclorhidrina, a partir propileno. Sin embargo, las plantas de este tipo se están cerrando en los últimos años (McCoy, 2006).
El glicerol es un trialcohol que posee dos grupos hidroxilos primarios y uno secundario, los cuales ofrecen diferentes posibilidades de reacción y son la base de la versatilidad de la glicerina como materia prima. Entre las diferentes aplicaciones se encuentra su uso como humectante, plastificante, emoliente, espesante, disolvente, medio de dispersión, lubricante, edulcorante y anticongelante. El suministro de glicerina cruda en el mercado se mantuvo relativamente estable hasta 2003, cuando la producción de biodiésel empezó a aumentar en Estados Unidos (Ott, Bicker y Vogel, 2006).
Desde entonces, la disponibilidad de glicerina cruda casi se ha duplicado, mientras que la demanda del producto se ha mantenido en gran medida sin cambios. Este exceso de oferta y la limitada demanda han originado que los precios de la glicerina cruda se mantengan bajos. La mayor parte de la glicerina comercializada actualmente es fabricada para satisfacer los estrictos requisitos de la United States Pharmacopeia (USP) y el Food Chemicals Codex (FCC). Sin embargo, grados de glicerina técnica (tech glycerine) que no están certificados como USP o FCC están también disponibles en el mercado.
Como se indicó, la glicerina se utiliza en muchos productos de consumo, debido a la relativa no toxicidad y a la contribución que realiza en las propiedades del producto como son la estabilidad y compatibilidad hacia otros compuestos químicos. Para estas aplicaciones orientadas a los consumidores, la calidad y pureza de los ingredientes es de vital importancia. El uso de la glicerina certificada USP y FCC, comparado con el de la glicerina de calidad técnica para su aplicación en productos de consumo, garantiza que el fabricante ha especificado la calidad de la glicerina y la coherencia necesaria para estos productos.
El extremo cuidado y responsabilidad en el uso y la calidad de las glicerinas para su empleo farmacéutico o alimenticio se ve reflejado en una serie de tragedias por envenenamiento masivo que han ocurrido con dietilenglicol, un componente tóxico presente en la glicerina industrial y cuya dosis letal para humanos es de 0,014 a 0,170 mg/kg de peso. La más reciente sucedió en Panamá, entre junio y octubre de 2006, donde según cifras oficiales 174 personas fueron envenenadas, de las cuales murieron 113, aunque el Comité de Familiares sostiene que los afectados son más de mil y los muertos fueron 753 (Periódico La Estrella, 2009).
Otros casos reportados han sido los siguientes: en Estados Unidos, en 1937, donde murieron 105 personas por consumir un elíxir de sulfanilamida, elaborado con dietilenglicol. Debido a este caso se creó en ese país la Food and Drug Administration (FDA), que controla la calidad de los medicamentos y alimentos procesados. En Bombay, India, en 1986, murieron 14 personas tras ingerir un producto preparado con glicerina contaminada con un 18,5% de dietilenglicol. En España, en 1987, murieron cinco personas por usar una pomada a base de sulfadiazina con restos de dietilenglicol. En Nigeria, en 1990, murieron 109 personas por tomar un jarabe de paracetamol preparado con dietilenglicol. En Bangladesh (1990-1992) murieron 200 personas a causa de un elíxir de paracetamol preparado con dietilenglicol. En Argentina (1992) murieron 25 personas por tomar un tónico a base de propóleos contaminado con dietilenglicol. En Haití (1995 a 1996), murieron 89 personas a causa de un jarabe de acetominofeno preparado con glicerina contaminada con dietilenglicol (Periódico Vanguardia, 2009).
En la esfera de producción de biodiésel se habla con frecuencia del creciente problema relacionado con la sobreproducción de glicerol y la caída de su precio en el mercado (Posada, Orrego y Cardona, 2009). Sin embargo, hasta ahora no se ha discutido cómo los diferentes grados comerciales de la glicerina han sufrido estos rigores del mercado. El objetivo de este artículo es realizar un análisis tecnoeconómico básico de la purificación y refinación de la glicerina obtenida en el proceso de producción de biodiésel hasta tres de las calidades principales de glicerina comerciales. Dicho análisis se realiza por medio del software de simulación de procesos Aspen Plus® y la herramienta de evaluación económica Aspen Icarus®.
1. Tipos de glicerina
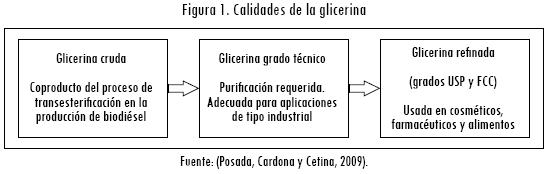
Comercialmente se pueden encontrar tres tipos principales de glicerina en función de su grado de pureza: glicerina cruda, glicerina grado técnico y glicerina refinada (grado USP o FCC). La Figura 1 presenta los tres tipos, así como las concentraciones de glicerol que cada una contiene y el tipo de aplicaciones para las cuales son efectivas.
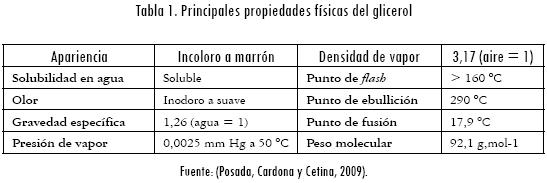
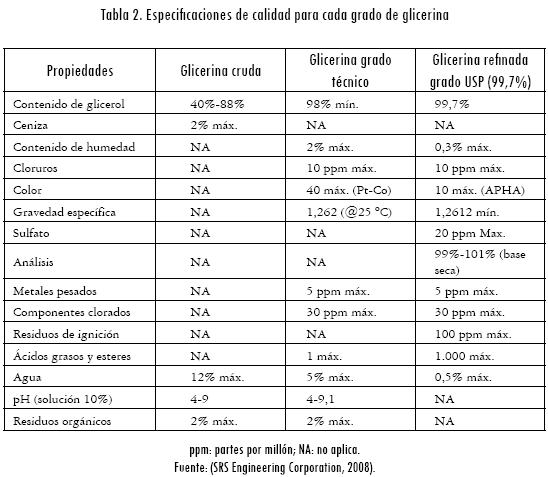
La Tabla 1 presenta algunas propiedades fisicoquímicas del glicerol como un punto de referencia para comparar las diferentes calidades de la glicerina, mientras que la Tabla 2 resume las principales especificaciones de calidad y los umbrales para los contaminantes presentes en estas glicerinas.
La glicerina cruda contiene una gran cantidad de metanol, agua, jabones y sales. Normalmente tiene un contenido de glicerol entre 40% y 88% en peso. La glicerina cruda es el coproducto natural obtenido durante el proceso de producción de biodiésel.
La glicerina grado técnico es un producto de alta pureza con la mayoría de sus contaminantes completamente removidos. La glicerina grado técnico está libre de metanol, jabones, sales y otros componentes extraños.
La glicerina refinada es un producto de calidad farmacéutica adecuada para usarla en alimentos, cuidado personal, cosméticos, productos farmacéuticos y otras aplicaciones especiales. Todos estos productos deben cumplir las especificaciones de farmacopea de Estados Unidos (USP 30). Para ser denominada glicerina grado USP las empresas están estrictamente reguladas en lo que respecta a sus instalaciones de fabricación, métodos de pruebas, inspección, distribución y almacenamiento. La glicerina grado USP debe seguir estrictamente las normas y directrices establecidas por la FDA.
2. Caracterización de las glicerinas
La glicerina cruda posee un valor muy bajo en el mercado a causa de sus impurezas. La composición de esta glicerina varía dependiendo de la familia de la materia prima utilizada y de las condiciones del proceso de producción de biodiésel. La composición química de las diferentes grasas y aceites utilizados para fabricar biodiésel presentan algunas diferencias entre sí. Cada molécula de grasa o aceite contiene un esqueleto de tres carbonos y cada uno de esos carbonos tiene acoplada una cadena de ácidos grasos. Estas cadenas son las que reaccionan con el alcohol durante la producción de biodiésel.
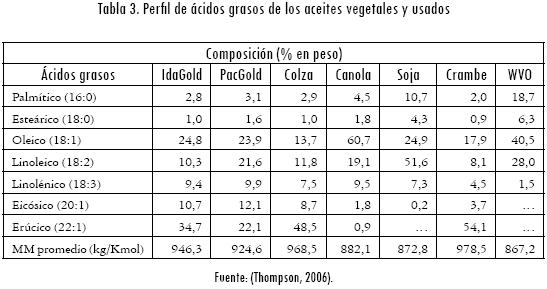
Las grasas y aceites generalmente contienen más de diez tipos de ácidos grasos, los cuales tienen entre 12 y 22 carbonos, pero los que están en mayor proporción presentan cadenas entre 16 y 18 carbonos. Algunos de estos ácidos grasos son saturados, monoinsaturados y poliinsaturados (Belén-Camacho, 2004). Dentro de los límites de las especificaciones, los diferentes grados de saturación pueden afectar algunas propiedades del biodiésel como combustible. Estas características deben ser tenidas en cuenta al elegir la materia prima que se va a utilizar. Un biodiésel "perfecto" se obtendría sólo a partir de ácidos grasos monoinsaturados.
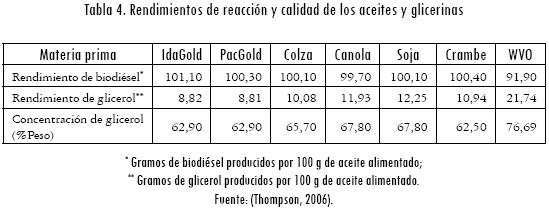
La Tabla 3 presenta el perfil de ácidos grasos para los aceites vegetales de mostaza (variedades IdaGold y PacGold), colza, canola, crambe, soja y para un aceite de desecho de cocina (waste vegetable oil [WVO]) (Thompson, 2006). Cada una de estas materias primas fue utilizada para la producción de biodiésel. Los rendimientos de la reacción y la composición de las fases de biodiésel y de glicerina son mostrados en la Tabla 4. Los análisis de macroelementos realizados a estos aceites muestran que la concentración de carbono es 50% superior en la glicerina obtenida a partir de WVO, debido probablemente a la presencia de jabones, esteres y glicéridos disueltos que no reaccionaron. Además, para todas estas muestras, macrooelementos como calcio, potasio, magnesio, fósforo, azufre y sodio se concentraron en la fase de la glicerina. Si bien desde el punto de vista del proceso de producción de biodiésel este es un efecto deseable, ya que tiende a eliminar los minerales de la fase del combustible, se convierte en un problema importante para la purificación de la glicerina.
La glicerina cruda se ha usado como aditivo o suplemento para la alimentación de animales (Groesbeck et al., 2008). Los análisis nutricionales han mostrado que las glicerinas obtenidas a partir de aceites de primer uso son principalmente carbohidratos, las cuales pueden mezclarse con las comidas de alto contenido proteínico para ser utilizadas como suplemento alimenticio. Por otro lado, la glicerina obtenida a partir de los WVO, tienen un mayor contenido de grasa, por lo que es más útil como complemento de la grasa. Pero el mercado del glicerol es muy amplio, al igual que sus aplicaciones más tradicionales, ya sea como aditivo o como material crudo, como se muestra a continuación.
3. Mercado del glicerol
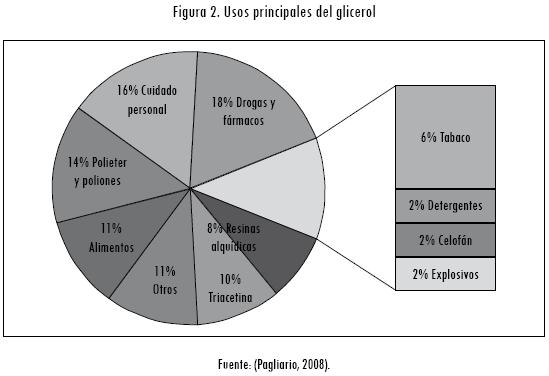
Las aplicaciones comerciales tradicionales del glicerol están relacionadas con su uso como aditivo o como material crudo, en productos alimenticios, tabaco, fármacos, para la síntesis de trinitroglicerina, resinas alquídicas y poliuretanos (Posada, Cardona y Cetina, 2009), como muestra la Figura 2.
Actualmente la cantidad de glicerol que se destina a aplicaciones técnicas es de alrededor de 160.000 toneladas y se espera un crecimiento anual de 2,8% (Yazdani y González, 2007). Por otro lado, los precios de la glicerina refinada han permanecido casi sin cambios durante los últimos años, mientras que la saturación del mercado con glicerina cruda ha hecho caer vertiginosamente sus precios. Por esto, últimamente han estado aumentando los usos alternativos para la glicerina cruda y la capacidad para refinarla.
A partir de 2006 la sobreoferta obligó a los productores de biodiésel a que recibieran precios de venta de hasta dos centavos de dólar por libra o incluso menores precios por el subproducto crudo. Aunque para mediados de 2007 ya se alcanzaron precios de entre seis y diez centavos por libra de glicerina sin refinar (Ito et al., 2005). Además, el mercado y los precios de la glicerina refinada se han mantenido fuertes, con una recuperación de 30 a 40 centavos por libra, dependiendo de la calidad y grado de pureza (Ito et al., 2005).
El mercado de la glicerina cruda seguirá siendo débil en la medida en que se tengan disponibles grandes existencias de este componente no refinado. Una alternativa para generar valor a esta corriente y quizá la más elemental de todas es su refinación en glicerina técnica, grado alimentario o farmacéutico. Por otro lado, se están desarrollando usos alternativos para este abundante biomaterial. Una vez comercializadas estas tecnologías, se aumentaría el potencial para mejorar la economía de la producción del biodiésel. Estos proyectos van desde la producción de etanol a partir de glicerina cruda (Ito et al., 2005) hasta el análisis del valor nutritivo de la glicerina en la alimentación del ganado (Groesbeck et al., 2008).
Diferentes revisiones sobre las rutas de transformación de glicerol han mostrado la importancia comercial de la glicerina y su potencial como posible materia prima para sintetizar componentes de valor agregado como son los obtenidos por oxidación, hidrogenólisis, eterificación, pirolisis y gasificación, así como las rutas de transformación biotecnológica (Duane, 2007; Zheng, Chen y Shen, 2008; Da-Silva, Mack y Contiero, 2009; Sandun et al., 2007; Karinen y Krause, 2006; Corma et al., 2008).
4. Procesos de purificación de glicerina
En el laboratorio, la separación del sistema que contiene biodiésel, glicerol, jabones y sales —principalmente de metóxido de sodio (NaOCH3)— se realiza utilizando embudos de separación, de manera que se les permita a los jabones permanecer en la capa de glicerol crudo. La capa del ester debe ser calentada hasta 85 °C con el fin de recuperar el metanol; mientras que en el ámbito industrial la glicerina cruda se refina a través de un proceso de filtración, seguido por la mezcla con aditivos químicos que permiten la precipitación de las sales y, finalmente, por una destilación fraccional de vacío para producir diferentes grados de glicerina comercial —por ejemplo: grado dinamita, destilado amarillo y químicamente pura, así como los grados establecidos por la USP o FCC—. También puede ser refinada por un método intensivo de menor consumo energético: la filtración a través de una serie de resinas de intercambio iónico (Berríos y Skelton, 2008).
4.1 Técnicas convencionales para purificar la glicerina
La destilación es el método más comúnmente utilizado para purificar la glicerina. Esta es una tecnología que produce glicerina de alta pureza a altos rendimientos; sin embargo, la destilación de la glicerina es un proceso de alto consumo energético, debido a su alta capacidad calorífica, lo que demanda un alto suministro de energía para su vaporización (Posada, Cardona y Rincón, 2010). El intercambio iónico también ha sido aplicado para purificar la glicerina (Berríos y Skelton, 2008), pero los altos contenidos de sales hacen que esta técnica no sea económicamente viable a escala industrial. El costo de regeneración química de las resinas se vuelve muy alto cuando los contenidos de las sales son superiores al 5% en peso, una cantidad comúnmente encontrada en las glicerinas provenientes de la industria del biodiésel.
4.2 Técnicas alternativas para purificar la glicerina
Una técnica comercial para purificar la glicerina, originaria de la producción de biodiésel, llamada Ambersep BD50 (AMBERSEP™ BD50 Technology), fue desarrollada conjuntamente por Rohm and Haas, proveedor de polímeros funcionales mediante tecnologías de intercambio iónico y catalizadores, y por Novasep Process, un proveedor de soluciones de purificación que incluye cromatografía, intercambio iónico, membranas, cristalización y evaporación.
La particularidad de este proceso es que utiliza, en principio, un separador cromatográfico que retira gran cantidad de las sales y ácidos grasos libres. El refinado es procesado posteriormente en una unidad evaporadora/cristalizadora, que retira las sales de una forma cristalina. Esta solución evita la producción de efluentes en la planta de purificación de glicerina. En este caso, es posible obtener una glicerina con una pureza de 99,5% en peso. Pero si se requiere producir una glicerina de alta calidad, con 5 a 10 partes por millón (ppm) de contenido de sales, se puede utilizar una unidad de desmineralización de intercambio iónico. Este proceso tiene bajo requerimiento energético, comparado con el proceso de destilación.
5. Metodología
La simulación del proceso de purificación y refinación de la glicerina obtenida en la producción de biodiésel hasta los tres grados comerciales más importantes (glicerina cruda, glicerina grado técnico y glicerina refinada) se realizó utilizando el simulador comercial Aspen Plus®, mientras que para la evaluación económica se utilizó el paquete evaluador de procesos Aspen Icarus®, con una base de cálculo de 1.000 kg/h de alimento de glicerina.
La simulación se hizo utilizando el modelo Non-Random Two Liquids (NRTL), para calcular actividades en la fase líquida, y la ecuación de estado Hayden- O'Connell, para calcular la actividad en la fase gaseosa. El reactor de neutralización fue simulado por medio del módulo reactor de rendimiento. En cuanto al caso de los evaporadores, se consideró en los dos casos un solo efecto. Por otro lado, la simulación de la columna destilación requiere dos tipos de análisis: primero, el método corto Shortcut Distillation Design using the Winn-Underwood (DSTWU), incluido como un módulo en Aspen Plus®. Este procedimiento emplea el método de Winn-Underwood-Gilliland, que provee un estimado inicial de las condiciones de operación para la columna de destilación, como son mínimo número de etapas teóricas, mínima relación de reflujo, localización de la etapa de alimentación y relación de separación de productos en la columna. Segundo, la simulación rigurosa utilizando el modulo RadFrac, que se basa en las ecuaciones de equilibrio MESH (masa, equilibrio, sumatorios y entalpía).
La evaluación económica considera los precios de venta comerciales de cada una de las calidades de glicerina y del metanol reportados por la International Construction Information Society (ICIS Pricing). Además, se evalúan dos escenarios para el costo total de producción: el primero no considera la venta del metanol recuperado y el segundo tiene en cuenta la venta del metanol recuperado como coproducto del proceso de purificación.
6. Simulación del proceso de purificación de glicerina
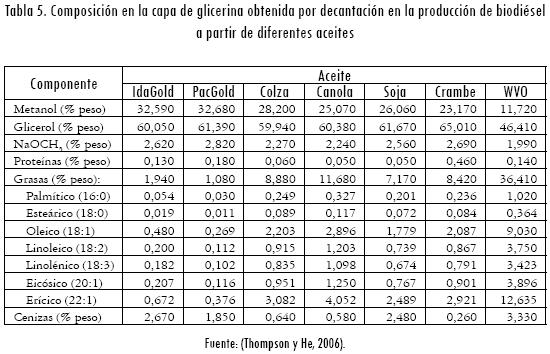
La composición de la glicerina analizada se calculó a partir de los resultados reportados por Thompson y He (2006), para los seis aceites vegetales y el aceite de desecho de cocina, como muestra la Tabla 5.
Los procesos de purificación se diseñaron para la composición de la glicerina que se obtiene a partir del aceite vegetal de mostaza especie Idagold, debido a que presenta un valor promedio entre la composición de los demás aceites de primer uso. La Figura 3a muestra el diagrama de flujo del proceso válido para la purificación de glicerina hasta 88% en peso (glicerina cruda) y 98% en peso (glicerina técnica). Para obtener glicerina al 99,7% en peso (glicerina grado USP) se requiere un proceso posterior de refinación, a través de una resina de intercambio iónica, con el fin de retirar los triglicéridos presentes en la mezcla, como muestra la Figura 3b.
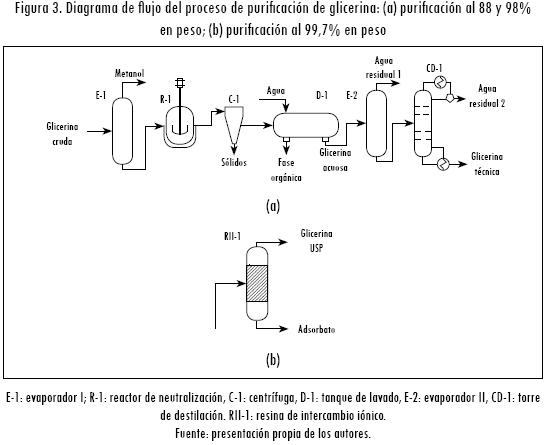
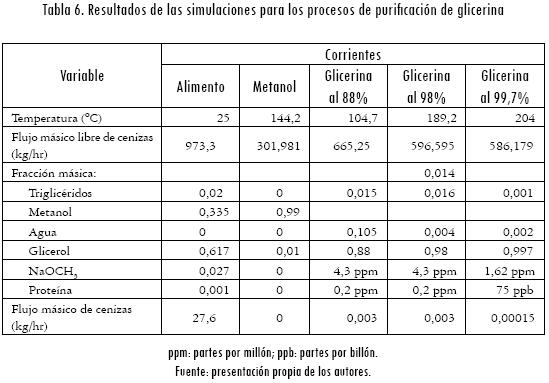
La corriente de glicerina inicialmente es sometida a una evaporación en la cual se recupera el 90% del metanol con una pureza del 99% en peso; el restante 1% corresponde a glicerol. Este metanol anhidro es adecuado para ser reutilizado en el proceso de transesterificación. La corriente de fondos del Evaporador I es neutralizada utilizando una solución ácida. Las sales producidas, las cenizas y las proteínas son retiradas en una etapa de centrifugación. La corriente de producto de la centrífuga es lavada con agua, a una relación másica de 2,4 veces su flujo; de esta manera se elimina casi el 50% de los triglicéridos remanentes en la mezcla, con una pérdida másica de glicerol de 1,8%.
La resultante corriente de glicerina, rica en agua pero libre de sales, sólidos y proteínas, con bajo contenido de metanol y triglicéridos, es sometida nuevamente a una evaporación donde se retira más del 90% del agua y casi todo el metanol remanente, con una pérdida másica de glicerol del 0,2%. Esta corriente que ya contiene glicerol al 80% es purificada por destilación hasta 88% o 98%. La diferencia entre los procesos de purificación de glicerina al 88% y 98% radica en que la decantación del segundo proceso debe realizarse a 5 °C, con la quinta parte del requerimiento de agua de lavado.
Para obtener glicerina grado USP, en general, se mantienen las condiciones del proceso al 98%, aunque en la torre de destilación se aumenta la relación de reflujo y la relación de destilado-alimento. Este proceso, además, requiere una etapa final de refinamiento a través de una resina de intercambio iónico que retira el 95% de los triglicéridos presentes en esta mezcla. La Tabla 6 resume los resultados de las simulaciones de los procesos de purificación de glicerina, a partir de los cuales se puede notar que los productos obtenidos cumplen con las condiciones de calidad presentadas en la Tabla 2.
La evaluación económica para estos procesos fue realizada utilizando Aspen Icarus®, tomando como base de cálculo 1.000 kg/h de alimento de glicerina. Los precios de venta de glicerina por contrato fijo varían según su procedencia y calidad. Estos valores son reportados por la ICIS Pricing. Los precios utilizados para la evaluación económica de la purificación de glicerina son: 2 USCts/lb (glicerina cruda), 10 USCts/lb (glicerina al 88%), 50 USCts/lb (glicerina al 98%) y 125 USCts/lb (glicerina al 99,7%, USP).
La corriente alimentada al proceso de purificación de glicerina contiene una alta cantidad de metanol (32,6%). Por esto es necesario evaluar dos escenarios para la purificación de la glicerina: el primero considera que no se recupera el metanol retirado desde la corriente de glicerina cruda, y el segundo, que la corriente de metanol se recircula al proceso de transesterificación, debido a que contiene 99% metanol y 1 % de glicerol. Por lo tanto, el metanol en el segundo escenario se toma como una corriente de producto lateral. El valor del metanol es tomado de ICIS.
Los resultados de la evaluación económica para los procesos de purificación de glicerina al 88%, 98% y 99,7% se presentan en la Tabla 7. Para cada proceso de purificación la primera columna de la Tabla 7 presenta los costos de purificación (CP) en US$/lb, discriminados por costos de servicios, operativos, depreciación de la planta, materia prima, producto y coproducto. La segunda columna muestra el porcentaje de cada ítem en el costo de purificación de glicerina hasta el grado requerido.
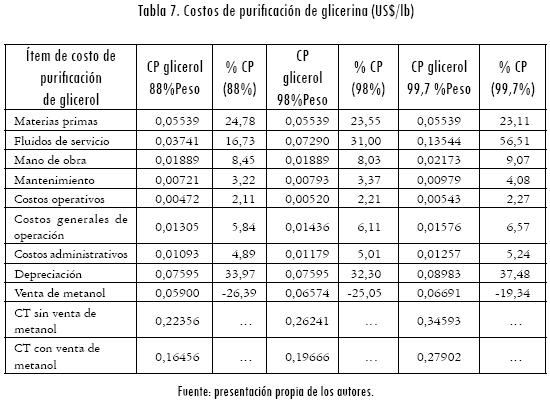
En general, para la gran mayoría de procesos industriales, el costo de las materias primas representa cerca del 50% de los costos totales de producción; pero el bajo costo de la glicerina obtenida en el proceso de producción de biodiésel lleva a que el costo de la materia prima sea menor al 25% del costo total de su purificación. Además, el costo de capital representa la mayor parte del costo de purificación, alrededor del 35%. Se puede observar que a medida que aumenta la calidad de la glicerina, también se incrementan los costos de los fluidos de servicio, lo que representa un 56,5% de total de los costos de purificación para glicerina al 99,7%. Adicionalmente, la recuperación del metanol anhidro al 99% representa una reducción significativa en el costo de purificación de glicerina, entre el 19% y el 26% del costo total de purificación. Por otro lado, los costos de purificación de la glicerina obtenida en la producción de biodiésel han sido reportados por Johnson y Taconi (2007) como 0,15 US$/lb o 0,26 US$/lb, valor cercano al costo total de purificación obtenido para glicerina al 98% en el escenario que no considera la venta de metanol anhidro como coproducto.
El precio de venta comercial para los tres productos es: 0,28 US$/lb para glicerina al 88%; 1,39 US$/lb para glicerina de origen vegetal al 98%; 1,11 US$/lb para glicerina al 98% obtenida desde sebo, y 3,48 US$/lb para glicerina al 99,7% o grado USP. Para la escala de producción evaluada se nota que es rentable producir glicerina de alta calidad, ya que el costo de purificación y refinación es menor en todos los casos que el precio de venta comercial de la glicerina.
El potencial económico del proceso de purificación de glicerina se puede calcular como la diferencia entre el costo total de purificación (que incluye el costo de la materia prima) y el precio de venta del producto. Para el caso del primer escenario, es decir, el caso donde no se considera la venta del metanol como coproducto, el potencial económico del proceso de purificación es: 0,0564 US$/lb para glicerina al 88%; 1,1276 US$/lb para glicerina al 98% de origen vegetal, y 3,1341 US$/ lb para glicerina al 99,7% o grado USP. El potencial económico en el segundo escenario es: 0,1154 US$/lb para glicerina al 88%, 1,1933 US$/lb para glicerina al 98% de origen vegetal y 3,2010 US$/lb para glicerina al 99,7% o grado USP. Es evidente que para la escala de producción analizada, entre mayor sea el grado de purificación de glicerina, mayor es el potencial económico del proceso de purificación de glicerina.
7. Conclusiones
Tres tipos de glicerina se han logrado identificar comercialmente: la cruda, con una pureza de 80%-88%; la glicerina grado técnico, al 97%, y la glicerina refinada (grados USP o FCC), al 99,7%. Sus principales diferencias radican en el contenido de agua y de residuos de ácidos grasos, esteres y otros residuos orgánicos. Además, la composición de glicerinas obtenidas a partir de diferentes materias primas junto con los esquemas convencionales para su refinamiento permitió diseñar un esquema para su purificación, donde se recupera el exceso de metanol con una pureza del 99% y libre de agua.
De esta manera, los diferentes grados de glicerina comercial fueron obtenidos cumpliendo los requerimientos de calidad, excepto para el caso de la glicerina técnica, que excede en 0,6% peso la presencia de componentes orgánicos, los cuales pueden ser eliminados en un proceso posterior utilizando resinas de intercambio iónico, tal como se muestra en el esquema de purificación hacia glicerina refinada al 99,7%.
La purificación de la glicerina cruda en cualquiera de los grados comerciales evaluados es rentable para la escala de alimentación de 1.000 kg/h; además, se obtiene una mayor rentabilidad de proceso a grados más altos de purificación, pero también se requiere una mayor inversión de capital.
Referencias
AMBERSEP™ BD50 TECHNOLOGY [web en línea]. 2009. <http://www.amberlyst.com/glycerol.htm> [Consulta: 29-09-2009]. [ Links ]
BELÉN, D. et al. Características fisicoquímicas y composición en ácidos grasos del aceite extraído de semillas de tomate de árbol (Cyphomandra betacea Sendt) variedades roja y amarilla. Grasas y Aceites, 2004, vol. 55, núm. 4, pp. 428-433. [ Links ]
BERRÍOS, M. y SKELTON, R. Comparison of purification methods for biodiesel. Chemical Engineering Journal, 2008, vol. 144, núm. 3, pp. 459-465. [ Links ]
CORMA, A. et al. Biomass to chemicals: catalytic conversion of glycerol/water mixtures into acrolein, reaction network. Journal of Catalysis, 2008, vol. 257, núm. 1, pp. 163-171. [ Links ]
DA-SILVA, G. P.; MACK, M. y CONTIERO, J. Glycerol: a promising and abundant carbon source for industrial microbiology. Biotechnology Advances, 2009, vol. 27, núm. 1, pp. 30-39. [ Links ]
DUANE, T.; JOHNSON, D. T.; TACONI, K. A. The glycerin glut: options for the value-added conversion of crude glycerol resulting from biodiesel production. Environmental Progress, 2007, vol. 2, núm. 4, pp. 338-348. [ Links ]
GROESBECK, C. N. et al. Effect of crude glycerol on pellet mill production and nursery pig growth performance [web en línea]. 2008. <http://www.icispricing.com> [Consulta: 12-09-2009]. [ Links ]
ITO, T. et al. Hydrogen and ethanol production from glycerol-containing wastes discharged after biodiesel manufacturing process. Journal of Bioscience and Bioengineering, 2005, vol. 100, núm. 3, pp. 260-265. [ Links ]
JOHNSON, D. y TACONI, K. The glycerin glut: options for the value-added conversion of crude glycerol resulting from biodiesel production. Environmental Progress, 2007, vol. 26, núm. 4, pp. 338-348. [ Links ]
KARINEN, R. S. y KRAUSE, A. O. I. New biocomponents from glycerol. Applied Catalysis A: General, 2006, vol. 306, pp. 128-133. [ Links ]
McCOY, M. Glycerine surplus. Chemical and engineering news, 2006, vol. 84, núm. 6, pp. 7-8. [ Links ]
OTT, L.; BICKER, M. y VOGEL, H. Catalytic dehydration of glycerol in sub-and supercritical water: a new chemical process for acrolein production. Green Chemestry, 2006, vol. 8, pp. 214-220. [ Links ]
PAGLIARIO, M. y ROSSI, M. The future of glycerol: new usages for a versatile raw material. Cambridge: RSC Publishing, 2008. [ Links ]
Periódico La Estrella (Panamá) [web en línea]. <http://laestrella.com.pa/mensual/2009/02/08/contenido/61901.asp> [Consulta: 17-8-2009]. [ Links ]
Periódico Vanguardia (México) [web en línea]. <http://www.vanguardia.com.mx/diario/noticia/salud/vidayarte/jarabe_mortal/54594> [Consulta: 21-8-2009]. [ Links ]
POSADA, J. A.; CARDONA, C. A. y CETINA, D. M. Bioglicerol como materia prima para la obtención de productos de valor agregado. En CARDONA, C. A. Avances investigativos en la producción de biocombustibles. Manizales: Artes Graficas Tizán, 2009, pp. 103-127. [ Links ]
POSADA, J. A.; CARDONA, C. A. y RINCÓN, L. E. Sustainable biodiesel production from palm using in situ produced glycerol and biomass for raw bioethanol. Society for Industrial Microbiology. 32nd symposium on biotechnology for fuels and chemicals. Clearwater Beach, Florida, 19-22 de abril de 2010. [ Links ]
POSADA, J. A.; ORREGO, C. E. y CARDONA, C. A. Biodiesel production: biotechnological approach. I.Re.Che., 2009, vol. 1, núm. 6, pp. 571-580. [ Links ]
SANDUN, F. et al. Glycerol based automotive fuels from future biorefineries. Fuel, 2007, vol. 86, núms. 17-18, pp. 2806-2809. [ Links ]
SRS ENGINEERING CORPORATION [web en línea]. 2008. <http://www.srsbiodiesel.com/GlycerinSpecifications.aspx> [Consulta: 05-09-2009]. [ Links ]
THE SOAP AND DETERGENT ASSOCIATION (SDA) [web en línea]. 1997. <http://www.cleaning101.com> [Consulta: 10-8-2009]. [ Links ]
THE SOAP AND DETERGENT ASSOCIATION (SDA), GLYCERINE & OLEOCHEMIVAL DIVISION. Glycerine: an overview, 1990. [ Links ]
THOMPSON, J. C. y HE, B. B. Characterization of crude glycerol from biodiesel production for multiple feedstocks. Applied Engineering in Agriculture, 2006, vol. 22, núm. 2, pp. 261-265. [ Links ]
YAZDANI, S. S. y GONZÁLEZ, R. Anaerobic fermentation of glycerol: a path to economic viability for the biofuels industry. Current Opinion in Biotechnology, 2007, vol. 18, núm. 3, pp. 213-219. [ Links ]
ZHENG, Y.; CHEN, X. y SHEN, Y. Commodity chemicals derived from glycerol, an important biorefinery feedstock. Chemical Reviews, 2008, vol. 108, núm. 12, pp. 5253-5277. [ Links ]

