










Serviços Personalizados
Journal
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em
SciELO
Similares em
SciELO -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkIngeniería y Universidad
versão impressa ISSN 0123-2126
Ing. Univ. vol.17 no.1 Bogotá jan./jun. 2013
Efecto de la geometría de los depósitos de soldadura de recubrimiento en el desgaste de acero bajo al carbono en contacto con bagazo de caña de azúcar1
Effect of the Coating Welding Geometry on the Wear of Low Carbon Steel in Contact with Sugarcane Bagasse2
Efeito da geometria dos depósitos de solda de revestimento no desgaste do aço de baixo carbono em contato com o bagaço da cana-de-açúcar3
Luis David Duran4
Yesid Aguilar-Castro5
Óscar Hernández-Pérez6
Renzo Victoria-Prado7
Fernando Casanova8
1Fecha de recepción: 20 de noviembre de 2011. Fecha de aceptación: 28 de agosto 2012. Este artículo se deriva de un proyecto de investigación denominado Evaluación del desgaste y pérdida de agarre en depósitos de soldadura sobre mazas de molinos de caña de azúcar, financiado por la Vicerrectoria de Investigaciones de la Unviersidad del Valle y por el Ingenio Manuelita S.A., Cali, Colombia.
2Reception date: November 20th 2011. Admission date: August 28th 2012. This paper originated from a research project titled Evaluación del desgaste y pérdida de agarre en depósitos de soldadura sobre mazas de molinos de caña de azúcar, supproted by Vicerrectory of Research of the Unversidad del Valle and by Manuelita S.A. sugar mill, in Cali, Colombia
3Data de recepção: 20 de novembro de 2011. Data de aprovação: 28 de agosto de 2012. Este artigo origina-se do projeto de pesquisa denominado Evaluación del desgaste y pérdida de agarre en depósitos de soldadura sobre mazas de molinos de caña de azúcar [Avaliação de desgaste eperda de aderência em depósitos de solda sobre massas de moinhos de cana-de-açúcar], financiado pela Vicerrectoria de Investiagaciones da Universidad del Valle e pelo engenho Manuelita S.A., Cali, Colombia.
4Ingeniero mecánico, Universidad del Valle, Cali, Colombia. Correo electrónico: david01d@hotmail.com.
5Ingeniero mecánico, Universidad del Valle, Cali, Colombia. Magíster en Metalurgia y Ciencia de Materiales, Universidad Central de Venezuela, Caracas, Venezuela. Doctor Ingeniero Industrial, Universidad Politécnica de Valencia, España. Director del grupo de investigación TPMR, Universidad del Valle, Cali, Colombia. Correo electrónico: yesid.aguilar@correounivalle.edu.co.
6Ingeniero metalúrgico, Universidad Libre de Colombia. Maestría con Énfasis en Ingeniería de Materiales, Universidad del Valle, Cali, Colombia. Correo electrónico: oscarherpe@hotmail.com.
7Ingeniero de materiales, Universidad del Valle, Cali, Colombia. Correo electrónico:zerink10@hotmail.com.
8Ingeniero mecánico, Universidad del Valle, Cali, Colombia. Magíster en Ingeniería, Universidad del Valle. Correo electrónico: bando1271@yahoo.es.
Fecha de recepción: 20 de noviembre de 2011. Fecha de aceptación: 28 de agosto 2012.
Resumen
En la presente investigación se determinó el efecto de la geometría de depósitos de soldadura en el desgaste de mazas de acero de molinos de caña, recubiertas con una capa de soldadura de acero inoxidable y pepas de fundición blanca de alto cromo. Se construyó un prototipo que permite simular el par tribológico acero-bagazo, partículas minerales observadas en los molinos de caña de azúcar. Como geometría de depósitos de soldadura se evaluaron pepas radiales variando la distancia entre ellas (paso) y su ángulo de inclinación (B). Como materia extraña mineral se empleó sílice con granulometría AFS 50/70. El desgaste se midió como la pérdida de peso en las probetas. Se utilizó microscopia electrónica de barrido para analizar las superficies desgastadas. Se encontró que el desgaste aumenta rápidamente en tempranas distancias de deslizamiento y tiende a amortiguarse y ser constante a medida que aumenta el recorrido de fricción. Se determinó que la geometría ejerce un efecto en el desgaste. Los mecanismos de desgaste encontrados en las superficies fueron microdeformación plástica o ploughing y microcorte o cutting generados por las partículas de sílice.
Palabras clave: Desgaste, molinos de caña, mecanismos de desgaste, depósitos de soldadura, mazas.
Abstract
This paper evaluated the effect of the welding deposits geometry in the wear of sugarcane rolls made of steel, coated with a layer of stainless steel and high-chromium white cast iron nuggets. A prototype was built which allows the simulation of the tribological pair steel-bagasse, mineral particles found in sugarcane mills. In terms of deposit geometry we evaluated radial nuggets varying the distance between them (step) and its inclination angle (B). As the secondary mineral we used silica with an AFS grain fineness number of 50/70. The wear was measured as the loss in specimen weight loss. We used scanning electron microscopy to analyze the worn surfaces. We found that a wear increased swiftly at the beginning of the process and tended to become constant constant as friction increases throughout the trajectory. We determined that geometry influences corrosion. The corrosion mechanisms found on the surfaces were plastic micro deformation or ploughing, and micro cut or cutting, generated by the silica particles.
Keywords: Corrosion, sugarcane mills, corrosion mechanisms, weld deposits, sugarcane rolls.
Resumo
Na presente pesquisa, determinou-se o efeito da geometria dos depósitos de solda no desgaste de maças de aço em moinhos de cana-de-açúcar, revestidas por uma camada de aço inoxidável e bolas de fundição branca de alto cromo. Construiu-se um protótipo que permite simular o par tri biológico aço-bagaço, partículas minerais observadas nos moinhos de cana-de-açúcar. Avaliaram-se bolas radiais como geometria de depósitos de solda, variando a distância entre elas (passagem) e seu ângulo de inclinação (B). Empregou-se sílica como matéria estranha mineral, com granulometria AFS 50/70. O desgaste mediu-se como a perda de peso nas provetas. A microscopia eletrônica de varredura foi utilizada para analisar as superfícies desgastadas. Identificou-se que o desgaste aumenta rapidamente em distâncias curtas de deslizamento e que tende a se amortecer e a ser constante à medida que o percurso de fricção aumenta. Determinou-se que a geometria exerce um efeito no desgaste. Os mecanismos de desgaste encontrados nas superfícies foram a micro deformação plástica (ou ploughing) e o microcorte (ou cutting), gerados pelas partículas de sílica.
Palavras chave: Desgaste, moinhos de cana-de-açúcar, mecanismos de desgaste, depósitos de solda, maças.
Introducción
Una de las etapas del proceso de producción de azúcar es la extracción de jugo, es decir, la separación de la sacarosa y la fibra de la caña a través de la molienda. No obstante, el proceso de molienda se ve afectado por el desgaste que se presenta en las mazas de los molinos, que genera una extracción insuficiente de jugo de la caña y pérdida de agarre en las mazas, lo cual dificulta la alimentación en los molinos.
El desgaste de la superficie de la maza se debe principalmente a la abrasión producida por el contenido de materia extraña mineral en la caña (Aguilar, 2003; Casanova y Aguilar, 2008). El desgaste hace que la superficie de la maza pierda su rugosidad y que, así, disminuya el agarre (Casanova y Aguilar, 2008). Ello acelera el proceso de desgaste y merma el desempeño del molino.
Las fundiciones de alta aleacion tienen una mayor tendencia a fisurarse durante la aplicación de soldadura, lo cual puede ocurrir en estado sólido o durante la solidificación. En estado sólido se presenta debido a la baja ductilidad de uno de los componentes y a la presencia de esfuerzos, por el gradiente térmico y la diferencia de fases. Normalmente, este tipo de fisuración puede reducirse con un precalentamiento de la pieza o con la aplicación de una capa intermedia (colchón) capaz de absorber esfuerzos y evitar que se transmitan al material de aporte (Chatterjee y Pal, 2006).
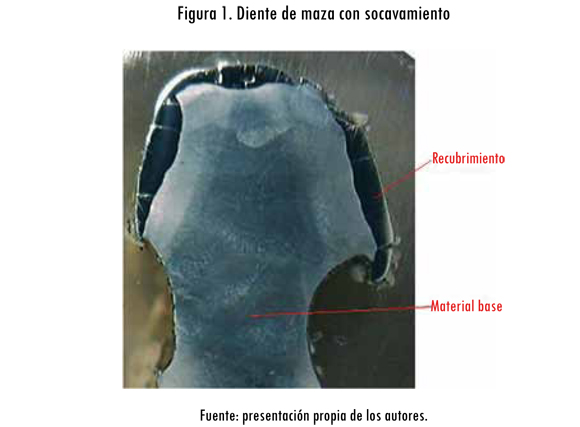
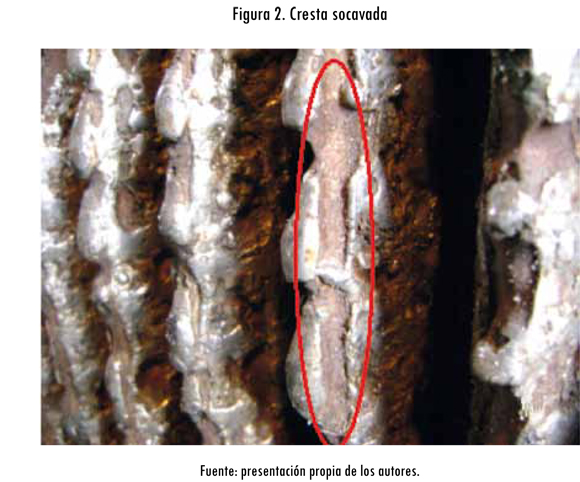
Cuando alguna zona del diente de maza se encuentra desprotegida de depósitos de soldadura, porque no se han aplicado o porque se han desprendido, sobre esa zona desprotegida se genera un desgaste intensivo, que socava la parte lateral y la parte superior del diente de maza, como indican las figuras 1 y 2.
El material comúnmente utilizado para recubrir las mazas son fundiciones blancas del tipo Fe-Cr-C, aplicadas por soldadura sobre crestas y los flancos de los dientes de maza. Respecto a los materiales de recubrimiento de mazas, Buchanan, Shipway y McCartney (2007) llevaron a cabo un estudio de desgaste en condiciones similares a las que se presentan en las mazas de molinos de caña utilizando dos tipos de fundiciones blancas: una hipoeutéctica y una hipereutéctica. En ese estudio encontraron que, aun cuando la resistencia al desgaste de las dos aleaciones no es muy distinto, sí existen diferencias en los mecanismos de desgaste. Igualmente, comprobaron que la resistencia al desgaste depende de los parámetros microestructurales como la cantidad y el tamaño de los carburos, la dureza y el tipo de fase. La mejor resistencia al desgaste fue encontrada en la fundición con mayor cantidad de carburos primarios.
En cuanto al agarre entre la caña y la superficie de la maza, Plaza, Harris y Kirby (2001) realizaron un estudio en el que comprimieron caña preparada entre placas ranuradas y midieron la fuerza necesaria para desplazar una de las placas con respecto a la otra. Encontraron que un pequeño grado de rugosidad era suficiente para evitar el deslizamiento entre la caña y la placa. En este caso el deslizamiento se daba por el corte interno en la caña.
Casanova y Aguilar (2008), utilizando una máquina modificada de la norma ASTM G65, estudiaron el desgaste causado por el par tribológico bagazo-acero, bajo condiciones de laboratorio. En su estudio determinaron que el problema principal de pérdida de material se debe a la abrasión. Reportaron que el desgaste aumentaba a medida que se incrementaba la carga y la materia extraña. Los mecanismos de desgaste encontrados fueron cutting y ploughing. En un estudio posterior utilizaron el sistema tribológico acero-bagazo-sílice-jugo, a fin de determinar el efecto de la sinergia entre abrasión y corrosión sobre el acero al carbono (Aguilar y Casanova, 2011), debido al jugo de caña.
La presente investigación va dirigida a evaluar la influencia de la geometría de los depósitos de recubrimiento en el desgaste de los dientes de maza de molino de caña de azúcar. Para ello se utilizó un banco de pruebas que permite someter probetas a desgaste, bajo condiciones similares a las que se presentan en las mazas de los molinos de caña. El desgaste fue medido como la pérdida de peso de las probetas en función de la distancia lineal recorrida por las probetas.
1. Procedimiento experimental
Las pruebas de desgaste se realizaron en una máquina basada en el prototipo de la prueba estándar ASTM G65, similar a la desarrollada por Casanova y Aguilar (2008); pero con mayor capacidad de alimentación de bagazo y mayor carga aplicada. Esta máquina usa bagazo con jugo y materia mineral extraña como material abrasivo. Consta de un tornillo de trasporte, que toma bagazo de una tolva y lo comprime a través de un tubo contra un aro que se encuentra girando en su extremo. Sobre el tornillo se aplica una carga controlada mediante un peso. En la figura 3 se muestra un esquema y una fotografía de la máquina.
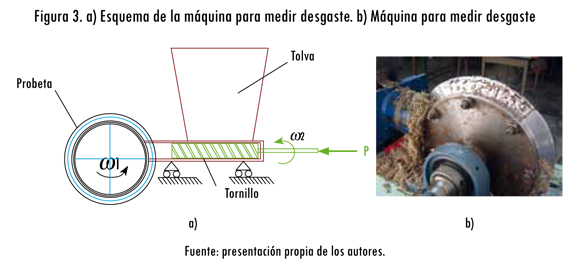
Al deslizarse la rueda respecto al bagazo, también hay desgaste. El deslizamiento presentado en esta máquina es similar al que se da en una maza cuando la alimentación es deficiente o a la acción del raspador sobre la maza. El diámetro de la rueda empleada en el prototipo utilizado es similar a la rueda de caucho de la máquina ASTM G65 con un valor de 282 mm. El tornillo tiene un diámetro de 74,9 mm; los motores de accionamiento, una potencia de 1,5 HP, y sus revoluciones son controladas por variadores de velocidad. La velocidad de giro del tornillo para una óptima alimentación de bagazo fue de 22,04 rpm.
El valor de la carga evaluada correspondió a 400 N (P en la figura 3a). Esta carga se controla mediante un peso sobre un mecanismo amplificador y se aplica sobre el tornillo, el cual a su vez la aplica al bagazo. De esta manera se simula la carga que realiza la maza superior sobre la maza cañera y la maza bagacera.
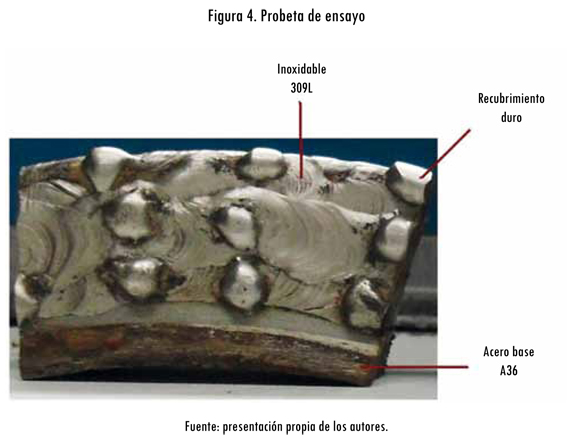
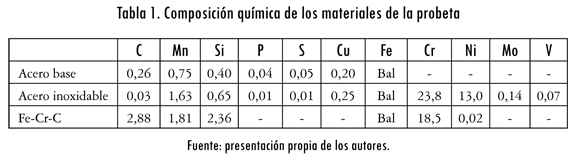
Las probetas se extrajeron de aros constituidos por tres materiales distintos (la figura 4 indica la posición de los materiales que forman la probeta): acero A36, sobre el cual se aplicó un recubrimiento de acero inoxidable con alambre tubular E309LT1-1, mediante el proceso de Flux Cored Arc Welding (FCAW). La aplicación de este material se realiza para que sirva de colchón y evitar que el jugo ejerza un efecto corrosivo sobre el material base.
Los parámetros del proceso de soldadura fueron: 110-111 A, 23,6 V, velocidad de aplicación 105 mm/s. El diámetro del electrodo usado fue 1,143 mm (0,045 in). Encima del acero inoxidable se aplicó un recubrimiento duro (fundición blanca hipoeutéctica) en forma de pepas radiales mediante el proceso Shielded Metal Arc Welding (SMAW). Los parámetros de soldadura para el depósito duro fueron: 90 A, polaridad DC + , diámetro del electrodo 5/32. En la tabla 1 se muestra la composición nominal de los materiales de la probeta. La velocidad de giro de la probeta fue de 20,28 rpm, que corresponde a una velocidad lineal de 300 mm/s en el perímetro.
El factor evaluado en este estudio es la geometría de los depósitos de soldadura, la cual influye en el desgaste. Como geometría de depósitos se evaluaron pepas radiales. A esta geometría se le varió el paso y se fijó el ángulo con respecto al radio. El paso corresponde a la distancia entre pepas medido sobre el diámetro exterior. El ángulo de inclinación corresponde a la distancia angular medida entre las pepas y un plano formado por el eje central de la maza y un vector radial que pase por el inicio del cordón en la cresta del diente. En la figura 5 se muestran esquemáticamente el paso (P) y el ángulo de inclinación (B).
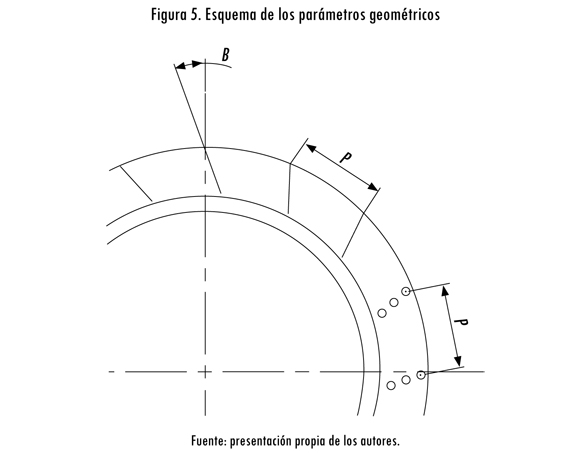
Los valores de cada parámetro geométrico evaluados fueron los siguientes: tres pasos (P) diferentes de 0,50; 0,75 y 1 pulgadas, y su ángulo de inclinación (B) de 10° para los distintos pasos.
Para la realización de la prueba se utilizaron tres probetas por cada paso, para un total de nueve probetas. El peso de las probetas estaba en un rango entre 140 y 180 g. A fin de controlar el peso durante la realización de las probetas, se aplicaron los diferentes tipos de soldadura sobre aros enteros de material. Seguidamente se pesaron, tras lo cual se calculó el número de probetas que se podrían obtener por aro dentro del rango de peso establecido.
Una vez seleccionadas las probetas, estas se marcaron para su posterior diferenciación y se pesaron en una balanza con precisión de 0,001 g. Posteriormente las probetas se ensamblaron al portaprobetas de la siguiente forma: se agruparon todas las probetas de acuerdo con el respectivo valor del paso y se introdujo una probeta de relleno que sirve de separación entre los grupos de probetas mencionadas. De esta manera, sobre el portaprobetas estarían todas las probetas para un total de nueve muestras para el experimento. Sobre las regiones de ajuste en el portaprobetas se aplicó silicona, a fin de evitar la filtración del jugo de caña de azúcar previamente agregado al bagazo.
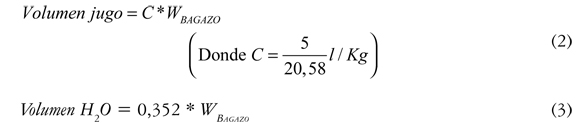
Para el experimento se tomó bagazo limpio al cual se le adicionó una cantidad determinada de materia extraña mineral correspondiente a sílice AFS 50/70 (tamaño de la partícula 212-300 μm). La cantidad de sílice se determinó con la relación de arena a fibra de bagazo (DFR) según la ecuación 1 (Casanova y Aguilar, 2008), la cual está dada por:

Donde W corresponde al peso de arena y fibra, respectivamente.
Para este estudio se utilizó un valor DFR de 0,5, que corresponde a caña altamente contaminada.
Una vez adicionada la materia mineral se procedió a agregar jugo de caña y agua al bagazo. Las cantidades adicionadas se determinaron mediante las siguientes relaciones encontradas experimentalmente en las investigaciones de Aguirre y Castañeda (2009):
La duración total de cada ensayo fue de 41 h 39 min, que corresponde a un recorrido lineal de 45 km del diámetro externo de la rueda. Durante el experimento se realizaron paradas y se pesaron las probetas, cada 15 km de recorrido lineal del diámetro externo de la rueda, hasta completar 45 km de recorrido total.
Una vez finalizó la prueba, las probetas se lavaron con acetona en una tina de ultrasonido, se secaron y se pesaron. La diferencia entre el peso inicial y el peso final corresponde a la pérdida de peso.
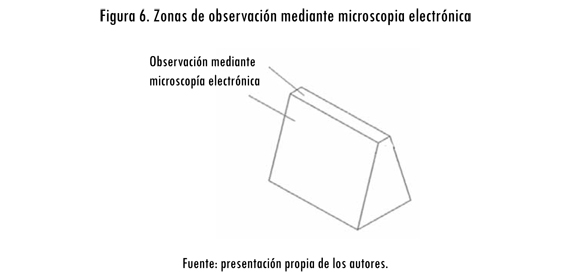
Las superficies de desgaste se caracterizaron mediante microscopia electrónica. En la figura 6 se muestra esquemáticamente las zonas donde se realizaron las observaciones.
2. Resultados y discusión
En esta sección se reportan los resultados obtenidos en las pruebas realizadas, se presentan los valores obtenidos de desgaste de las probetas en función de la distancia de deslizamiento y se indica cuál es la configuración de soldadura que mejor comportamiento presenta frente al desgaste. La figura 7 muestra los valores de desgaste en función del recorrido lineal. Se observa un aumento en la pérdida de peso a medida que avanza el recorrido lineal.
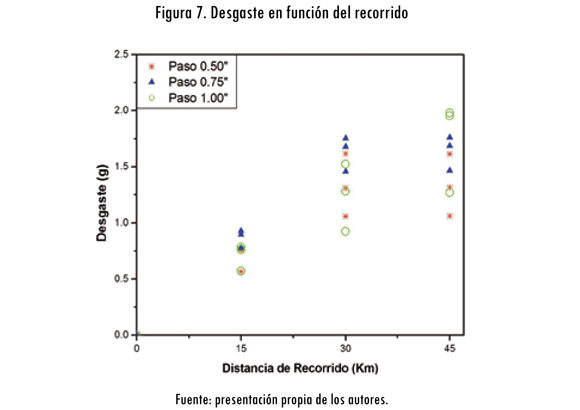
La variación de la pérdida de peso con la distancia de deslizamiento presentó un aumento lineal durante las primeras distancias de deslizamiento, pero manifestó un crecimiento amortiguado en distancias de deslizamiento mayores. Ello indica que el desgaste tiende a ser asintótico una vez se sobrepasa los 45 km de recorrido lineal. Estos resultados están de acuerdo con los reportados por Bezer y Boada (1976), Casanova y Aguilar (2008) y Buchanan, Shipway y McCartney (2007), quienes realizaron ensayos de desgaste de elementos metálicos utilizando bagazo o caña de azúcar, aunque utilizando equipos diferentes a los utilizados en el presente estudio.
En la figura 7 se observa que la configuración que menor desgaste presentó es la de paso 0,50 pulgadas. Ya que este fue el menor paso de los evaluados, se afirma que el menor desgaste se debe a una mayor concentración del recubrimiento duro. Al estar más cerca los depósitos de recubrimiento duro, dejan menos espacios de acero inoxidable descubierto y así se evita su desgaste. Además, cuando la proximidad de los depósitos disminuye, tiende a formar una superficie plana que provoca menor resistencia al deslizamiento. Por lo anterior, si bien con la configuración más compacta (0,50 pulgadas de paso) se obtuvo menor desgaste, también es probable que esta tenga menor agarre que una con mayor paso y, por lo tanto, haya procesado menor cantidad de bagazo. En consecuencia, un factor importante que queda por evaluar es la influencia de la geometría de los depósitos en el agarre sobre el bagazo.
Si bien los resultados muestran que el desgaste es más acelerado al inicio del experimento y asintótico a partir de 45 km, esto no necesariamente indica que este no sea severo a partir de 45 km, dado que las probetas pierden rugosidad y ello facilita el deslizamiento. Por lo tanto, si bien el desgaste por unidad de tiempo o de recorrido lineal disminuye, el desgaste por unidad de bagazo procesado es mayor, ya que con una pieza desgastada, la cantidad de bagazo procesada por unidad de tiempo disminuye.
2.1. Microscopia electrónica
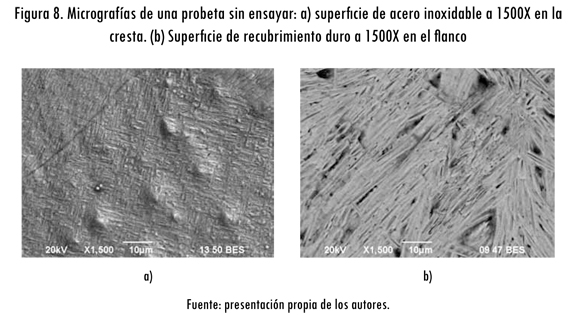
En esta sección se analizan las superficies de las diferentes probetas, a fin de determinar los mecanismos de desgaste presentes. Para lograr este objetivo se toma como referencia una probeta que no se sometió a las pruebas de abrasión. Las superficies estudiadas corresponden a la cresta y a los flancos sobre los cuales se observó el recubrimiento en acero inoxidable y las pepas del recubrimiento duro. La figura 8 muestra la superficie del material soldado, tanto inoxidable como fundición blanca, que no ha sido sometido a desgaste. Se observa la rugosidad inicial de las superficies con una orientación no claramente preferencial como las que fueron sometidas a desgaste.
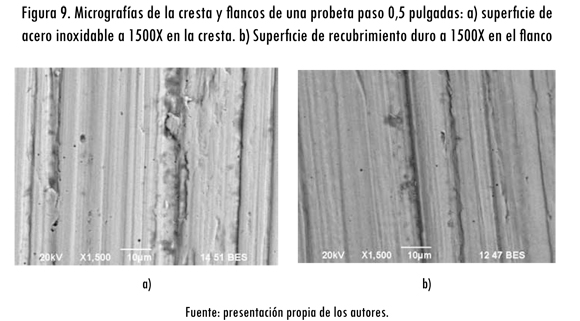
La figura 9 corresponde a la configuración de paso 0,50 pulgadas. La figura 9a muestra surcos continuos en la superficie del acero inoxidable y en la dirección de deslizamiento la aparición los mecanismos de desgaste son ploughing y cutting. La figura 9b corresponde a la superficie del recubrimiento duro, la cual presenta surcos menos profundos que la superficie de acero inoxidable, debido a su mayor dureza. Similar topografía y mecanismos de desgaste se encontraron en las probetas correspondientes a paso 0,75 pulgadas y 1 pulgada, cuyas superficies de desgaste se muestran en las figuras 10 y 11.
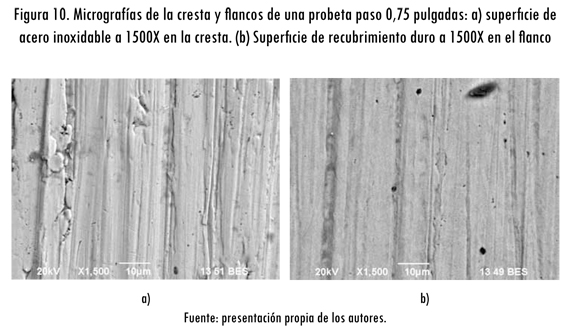
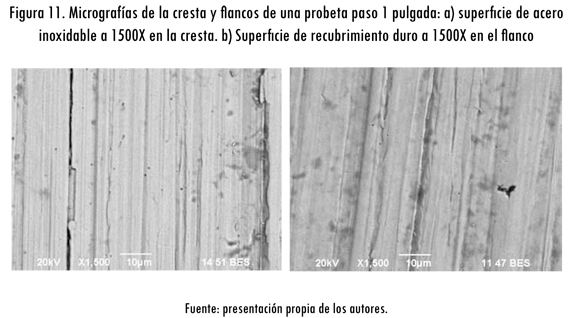
A pesar de la relativamente alta dureza de los depósitos de soldadura de fundición blanca, los mecanismos de desgaste encontrados sobre estas superficies son similares a los hallados en materiales relativamente más dúctiles como acero al carbono (Casanova y Aguilar, 2008) o acero inoxidable (Victoria etal., 2010).
Conclusiones
Las pruebas realizadas indicaron que el desgaste aumenta rápidamente en tempranas distancias de deslizamiento; pero tiende a amortiguarse y a ser constante a medida que aumenta el recorrido, lo que indica un periodo de asentamiento de las superficies soldadas respecto al bagazo.
Dado que el comportamiento ante el desgaste fue diferente en las configuraciones analizadas, se concluye que la geometría de los depósitos de soldadura influye en el desgaste de las mazas; por lo tanto, se puede buscar una configuración adecuada para aumentar la vida útil de las mazas de molino y de esta manera, disminuir los costos de mantenimiento.
En vista de que no se encontraron muestras de corrosión en las micrografías, se concluye que cuando se aplica un recubrimiento inoxidable entre el material base y el recubrimiento duro, disminuye el efecto corrosivo del jugo sobre maza de molino, dado que el acero inoxidable sirve como material colchón a fin de evitar fisuraciones.
Los principales mecanismos de desgaste encontrados en las superficies de los depósitos duros fueron microdeformación plástica o ploughing y microcorte o cutting, por parte de las partículas de sílice, las cuales son similares a las encontrados en acero inoxidable y acero al carbono.
Referencias
AGUILAR, Y Influencia de los recubrimientos de Fe-C-Cr y Fe-C-V-W aplicados sobre el sustrato de acero al carbono en los mecanismos de desgaste en las cuchillas picadoras de caña de azúcar contaminada por sílice. Tesis doctoral, Universidad Politécnica, 2003. [ Links ]
AGUILAR, Y; CASANOVA, F.; VICTORIA, R.; AGUIRRE, D. y UQUILLAS, B. Desgaste en acero de bajo carbono debido a la acción de bagazo limpio o contaminado con sílice y jugo de caña. Ingeniería y Universidad. 2011, vol. 15, núm. 2, pp. 373-384. [ Links ]
AGUIRRE, D. y CASTAÑEDA, H. Sinergia abrasión-corrosión dada en los molinos de caña producida por el bagazo y el jugo de la caña. Tesis de pregrado, Universidad del Valle, Cali, Colombia, 2009. [ Links ]
BEZER, V y BOADA, O. Investigaciones naturales de la dinámica del desgaste en las piezas de la planta de moler de las centrales azucareras. Cuba Azúcar. 1976, enero-marzo, pp. 26-34. [ Links ]
BUCHANAN, V. E.; SHIPWAY P H. y MCCARTNEY, D. G. Microstructure and abrasive wear behavior of shielded metal arc welding hardfacings used in the sugarcane industry. Wear. 2007, vol. 263, pp. 99-110. [ Links ]
CASANOVA, F. y AGUILAR, Y. A study on the wear of sugar cane rolls. Wear. 2008, vol. 265, pp. 236-243. [ Links ]
CHATTERJEE, S. y PAL, T. K. Weld procedural effect on the performance of iron based hard-facing deposits in cast iron substrate. Journal of Materials Processing Technology. 2006, vol. 173, pp. 61-69. [ Links ]
PLAZA F.; HARRIS, H. D. y KIRBY, J. M. Modelling the compression, shear and volume behaviour of final bagasse. Proceedings of the 2001 Conference of the Australian Society of Sugar Cane Technologists held at Mackay, Queensland, Australia, 1st-4th May, 2001, vol. 23, pp. 428-436. [ Links ]
VICTORIA, R.; UQUILLAS, B.; AGUILAR, J.; AGUILAR, Y. y CASANOVA, F. Abrasive wear effect of sugarcane juice on sugarcane rolls. Wear. 2010, vol. 270, pp. 83-87. [ Links ]
