










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería y Universidad
Print version ISSN 0123-2126
Ing. Univ. vol.19 no.1 Bogotá Jan./June 2015
https://doi.org/10.11144/Javeriana.iyu19-1.sprq
Obtención de biodiesel por trcmsesterificación de aceite de cocina usado1
Production of Biodiesel from Waste Cooking Oil by Transesterification2
Luisa López3
Jenny Bocanegra4
Dionisio Malagón-Romero5
1Fecha de recepción: 18 de junio de 2013. Fecha de aceptación: 24 de noviembre de 2014. Este artículo se deriva del proyecto de investigación titulado "Métodos alternativos para la obtención de biodiesel a partir de aceites vegetales", Código 6013011104, desarrollado por el grupo de investigación GEAMEC de la Universidad Santo Tomás, Bogotá, Colombia. Los autores manifiestan su agradecimiento a la Universidad Santo Tomás por la financiación del presente proyecto de investigación.
2Submitted on: June 18th, 2013. Accepted on: November 24th, 2014. This article is derived from the research project "Alternative Methods for Biodiesel obtention from Vegetable Oil", Code 6013011104, developed by the GEAMEC research group, Universidad Santo Tomás, Bogota, Colombia. Authors are thankful to Universidad Santo Tomás for funding this research project.
3Ingeniera química, Universidad América. Semillero de Investigación Energía y Termofluidos, Universidad Santo Tomás. Bogotá, Colombia. Correo electrónico: luisa_lopez_a@hotmail.com.
4Ingeniera química, Universidad América. Semillero de Investigación Energía y Termofluidos, Universidad Santo Tomás. Bogotá, Colombia. Correo electrónico: jbocanegrag@hotmail.com.
5Ingeniero químico, Universidad Nacional de Colombia. Dr. Eng. Ingeniería Química, Universidad Nacional de Colombia. Profesor investigador, Universidad Santo Tomás. Bogotá, Colombia. dionisiomalagon@usantotomas.edu.co.
Para citar este artículo / To cite this article
L. López, J. Bocanegra y D. Malagón-Romero, "Obtención de biodiesel por transesterificación de aceite de cocina usado", Ing. Univ., vol. 19, no. 1, pp. 155-172, Ene.-Jun., 2015. http://dx.doi.org/10.11144/Javeriana.iyu19-1.sprq
Resumen
La evaluación de diferentes aceites vegetales para la obtención de biocombustibles se ha convertido en una estrategia global en la producción de biodiesel, con miras a reducir costos de producción, aumentar el rendimiento de la reacción, evitar el uso de materias primas consideradas como alimentos y disminuir la contaminación ambiental. En el presente trabajo se evaluó la obtención de biodiesel a partir de aceite de cocina usado, empleando la catálisis con hidróxido de sodio y potasio. Se evaluaron tres relaciones molares de metanol: aceite, 6:1, 9:1 y 12:1, dos catalizadores KOH y NaOH y dos porcentajes de catalizador 1 % y 2 %; se realizó un diseño factorial por duplicado. La temperatura se mantuvo en 60 °C, y el tiempo de reacción, en 2 horas. Se determinó el contenido de metilésteres y de mono-, di- y triglicéridos mediante cromatografía de gases. Las mejores condiciones para NaOH y KOH como catalizadores se obtuvieron cuando el porcentaje de catalizador fue 1 % y la relación molar alcohol:aceite fue 12:1. En estas condiciones se obtuvo una conversión del 64,1 %, un rendimiento de 98 % y un porcentaje de metilésteres de 99,1 % cuando el catalizador fue NaOH. Con KOH la conversión fue 63,2 %; el rendimiento, 88 %, y el porcentaje de metilésteres, 98,4 %. Los resultados de este estudio muestran un alto rendimiento de la reacción al emplear aceite usado, por lo cual su implementación industrial dependerá de la evaluación económica.
Palabras clave: biodiesel; transesterificación; aceite usado; catalizador alcalino
Abstract
Evaluating different vegetable oils in order to obtain biofuels, reducing production costs, increasing reaction yield, avoiding raw materials considered as foods and reducing environmental pollution has become a global strategy and trend for the production of biodiesel. In this study, the production of biodiesel from waste cooking oil (WCO) was analyzed using alkali catalyzer. We evaluated three molar ratios of methanol:oil, those are 6:1, 9:1 and 12:1; two catalysts KOH and NaOH; and
two percentages of the catalysts, 1% and 2%. A factorial design of experiments was performed in duplicate. The temperature was fixed at 60°C and the reaction time was two hours. Gas chromatography was used to determine the content of methyl esters, mono, di and triglycerides. The best conditions for both NaOH and KOH as catalysts were obtained when the percentage of the catalyst was 1%, and when the alcohol: oil molar ratio was 12:1. Under these conditions, a conversion of 64.1%, a yield of 98% and a methyl ester of 99,1% were reached for the NaOH catalyst. For KOH, the conversion was 63.2%, the yield 88% and the percentage of methyl esters about 98.4%. The results of this study reveal high yield of the reaction for WCO as raw material. Consequently its implementation at industrial scale will be depended of the economic evaluation.
Keywords: biodiesel; transesterification; wasted oil; alkaline catalyst
1. Introducción
El Protocolo de Kioto ha planteado exigencias en cuanto a los límites de emisiones causadas por el uso de combustibles fósiles [1]. Según las proyecciones de emisiones de dióxido de carbono (CO2), para el año 2025 estas aumentarán entre 415 y 421 ppm [2]. Por esta razón es necesario buscar alternativas de combustibles, y es ahí donde aparece el biodiesel, ya que genera menores emisiones a la atmósfera [3] y es renovable [4], comparado con los combustibles de origen petroquímico. La materia prima para la obtención de este combustible es el aceite vegetal, el cual es usado en alimentación humana, lo que ha llevado a la búsqueda de nuevas materias primas que permitan reducir costos de producción y encontrar las condiciones óptimas para el proceso de producción [5], [6], de tal manera que sea posible lograr la sostenibilidad y sustentabilidad del proceso.
En la actualidad, Colombia produce biodiesel a partir de aceite de palma (Elaeis guineensis). Las estadísticas publicadas por la Federación Nacional de Biocombustibles de Colombia muestran que la cantidad de biodiesel producido a partir de este aceite fue de 505.708 toneladas en 2013 [7], lo que ha generado grandes extensiones de cultivos que pueden poner en riesgo la seguridad alimentaria de algunas regiones del país [8], ya que se cuenta con 452.435 hectáreas cultivadas [7]. Adicionalmente, el costo del aceite constituye cerca del 70-95 % del costo total del biodiesel [9].
Esta problemática ha llevado a los productores de biodiesel a buscar materias primas alternativas, como el aceite de cocina usado [10]. Este aceite proviene principalmente de cadenas de restaurantes, las cuales utilizan grandes cantidades de aceites vegetales. En algunos casos, los restaurantes entregan el aceite usado a empresas encargadas de residuos peligrosos, pero en la mayoría de los establecimientos los aceites son arrojados por los desagües, lo que genera taponamiento en las tuberías, daños ambientales y riesgos para la salud [11], [12].
El proceso de producción del biodiesel se lleva a cabo a partir de la reacción de los triglicéridos, provenientes del aceite animal o vegetal, con un alcohol, para formar ésteres metílicos o etílicos, reacción conocida como de transesterificación [6], [13]. En esta reacción, dependiendo del alcohol usado, se obtendrán ésteres metílicos al utilizar metanol, y ésteres etílicos si se utiliza etanol [14]. La reacción anterior se lleva a cabo en presencia de catalizadores de tipo alcalino, principalmente hidróxidos de sodio y potasio [6], [15] o metóxido [16], catálisis enzimática [17] y catálisis ácida [18], entre otros. Cada uno aporta al proceso características específicas, pero la selección depende directamente del costo del material y el rendimiento de la reacción.
En varios estudios que han empleado como materia prima el aceite de cocina usado se ha evaluado el uso de catalizadores sólidos [19] (principalmente hidróxido de sodio e hidróxido de potasio [20], [21]), reactores de membrana, columnas de destilación [22] y fluidos supercríticos [23]; además, se ha evaluado el efecto en las emisiones del combustible según el tipo de alcohol empleado en la reacción de transesterificación [24]. Dichos estudios concluyen que el rendimiento al emplear aceite vegetal usado es similar al obtenido con aceite virgen (superior al 90 %), pero con reducción de costos entre 60 y 90 %, y con pureza cercana al 99,8 % al usar fluidos supercríticos.
En el presente trabajo se produjo biodiesel a partir de aceite vegetal usado, variando el tipo de catalizador (hidróxido de sodio o de potasio), la relación molar entre el alcohol y el aceite (12:1, 9:1, 6:1) y el porcentaje de catalizador (1 % y 2 % respecto al aceite).
2. Materiales y métodos
2.1 Reactivos
- Metanol grado analítico (99,8 %, Panreac, Barcelona, España)
- Hidróxido de sodio (Merck, Darmstadt, Alemania)
- Hidróxido de potasio (Merck, Darmstadt, Alemania).
- Aceite de cocina usado, proveniente de las cocinas del Club de Suboficiales de las Fuerzas Militares (Bogotá, Colombia)
2.2 Caracterización del aceite
Para realizar la caracterización del aceite se siguieron las Normas Técnicas Colombianas (NTC), las cuales tienen equivalente con las normas de la International Organization for Standarization (ISO). Bajo estas normas se determinaron los siguientes factores: densidad (NTC 336/ISO 6883-2000), índice de acidez (NTC 218/ISO 660-2009), índice de saponificación (NTC 335/ISO 3657-2002), índice de yodo (NTC 283/ISO 3961-2009) e índice de peróxido (NTC 236/ISO 3960-2010) [25]. Adicionalmente, se determinó la viscosidad dinámica con un viscosímetro (Brookfield Engineering Laboratories LV) y se realizó una cromatografía de gases para determinar el contenido de ésteres metílicos mono-, di- y triglicéridos, lo cual se detalla en el numeral 2.7.
2.3 Adecuación de materia prima
El aceite de cocina usado fue filtrado al vacío a través de un papel filtro cuantitativo n.° 4, que permite retener hasta 25 ptm, para retirar sólidos suspendidos en el aceite de fritura. Para facilitar la filtración, el aceite se calentó a 80 °C con el fin disminuir la viscosidad. Al ser bajo el índice de acidez (menor a 1 %), se determinó que no se requería una esterificación del aceite para reducir los ácidos libres, como se informa en la literatura [26].
2.4 Identificación de variables del proceso
En este trabajo de investigación se evaluaron algunas variables asociadas con la producción de biodiesel, como son: el tipo de catalizador (hidróxido de sodio e hidróxido de potasio); el porcentaje de catalizador: 1 % y 2 % p/p con relación a la masa de aceite, y la relación molar alcohol: aceite 12:1, 9:1 y 6:1 [27].
Las otras variables que no se modificaron en este estudio se definieron con fundamento en la literatura, como el tipo de alcohol, que fue metanol, ya que dentro de sus propiedades se encuentra que es el alcohol de cadena más corta y es polar, además de ser económico [28]; la temperatura de reacción se fijó en 60 °C, ya que la temperatura de evaporación del metanol es de 65 °C [29]. El tiempo de reacción se fijó en 2 horas.
Igualmente, se realizó un análisis de varianza con la herramienta disponible en Excel y usando como variables de respuesta el rendimiento y la conversión.
2.5 Reacción de transesterificación
Esta reacción se realizó bajo las siguientes condiciones: temperatura, 60 °C; velocidad de agitación, 200 rpm; tiempo de reacción, 2 horas.
Para llevar a cabo la reacción se utilizó un reactor de vidrio con capacidad de 100 ml, que presenta una chaqueta de calentamiento para controlar la temperatura de la reacción mediante un baño con control de temperatura y equipado con dos boquillas en la tapa: una para permitir el ingreso de la solución de catalizador-alcohol y la otra para ubicar un condensador con el fin de evitar la pérdida de metanol. La agitación se garantizó usando una barra magnética y una placa agitadora.
Transcurridas las 2 horas, se detuvo la reacción y se tomó una muestra para cromatografía de gases. Se definió la conversión como la cantidad de ésteres metílicos producidos durante la reacción, lo cual se expresa como la relación en el contenido de triglicéridos en el aceite y el contenido de triglicéridos en el biodiesel. El rendimiento del proceso se definió como la relación entre la masa de biodiesel obtenida y la masa de aceite utilizada.
2.6 Separación y purificación de biodiesel
Terminada la reacción, se suspendió la agitación y la mezcla pasó a un embudo de decantación de 100 ml, donde se formaron dos fases: la superior (biodiesel) y la inferior (glicerol). El proceso de separación de las dos fases duró 24 horas. Se descartó la fase rica en glicerol y se recogió el biodiesel. Una vez separado el biodiesel, fue necesario realizar su purificación [30], [31], ya que contenía restos de metanol y de catalizador. Se adicionó agua destilada en un volumen igual a un tercio del volumen de biodiesel, se agitó manualmente y se dejó de nuevo en el embudo de decantación; se permitió la separación de fases y se descartó la fase acuosa.
El proceso se repitió hasta alcanzar un valor de pH del agua de lavado cercano a la neutralidad. Terminado el proceso de separación, el producto se calentó a 110 °C para evaporar el agua que podía estar presente. Una vez deshidratado, se almacenó el producto a 4 °C.
2.7 Cromatografía de gases
Para determinar la calidad del biodiesel producido se realizó una cromatografía de gases para analizar el contenido de metilésteres, mono-, di- y triglicéridos, obtenidos de la reacción de transesterificación [32]. El protocolo de este procedimiento se encuentra disponible en la literatura [33].
El cromatógrafo usado fue Agilent 6820 (Agilent Technologies, China), equipado con inyector splits/splitless, detector de ionización de llama (FID), precolumna capilar de sílica fundida (0,3 m X 0,53 mm), columna capilar HT-5 de 12 m X 0,53 mm X 0,15 ¡¿m 5 % fenil polisiloxano-carborano (SGE Analytical, Australia).
Se inyectaron manualmente muestras de 1 ¡il. La rampa de temperatura fue: 1 minuto a 120 °C, luego de lo cual se incrementó hasta 380 °C con una rampa de 20 °C/minuto; finalmente se mantuvo 7 minutos a 380 °C. La temperatura del inyector fue 350 °C, y la del detector, 390 °C. El tiempo de análisis fue 21 minutos. El gas de arrastre fue nitrógeno con un flujo de 6 ml/min, sin división de flujo (splitless), con un tiempo de purga del inyector de 3 minutos. La adquisición y procesamiento de los datos se realizó empleando el programa Cerity QA/QC versión A.04.05 (Agilent Technologies, China). Los flujos de hidrógeno y aire en el detector fueron 40 ml/min y 400 ml/min, respectivamente.
Resultados
3.1 Caracterización del aceite
Los resultados de la caracterización del aceite de cocina usado se presentan en la tabla 1.
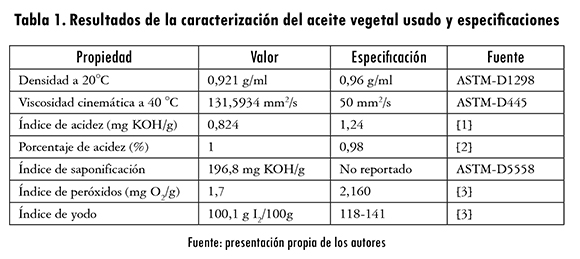
La determinación del porcentaje de ácidos grasos libres resulta ser un parámetro importante a la hora de definir si es necesario realizar el proceso de obtención de biodiesel en dos etapas: esterificación (conversión de ácidos grasos en metilésteres) y transesterificación (conversión de triacilglicéridos en metilésteres). Por lo general, la esterificación se realiza en condiciones ácidas, mientras que la transesterificación, en condiciones alcalinas [34]. El criterio para realizar la reacción en dos etapas es el porcentaje de ácidos grasos libres, que debe ser superior al 1 % [34].
Como se puede ver en la tabla 2, al tener un porcentaje de ácidos grasos menor de 0,98 % no se requiere la esterificación en condiciones ácidas. Este valor corresponde al lote de aceite empleado en este trabajo; sin embargo, es posible que al variar la fuente del aceite o las condiciones de recolección varíe el porcentaje de ácidos grasos y se requiera la esterificación previa. Por ello, la determinación del porcentaje de acidez definirá el proceso que se debe seguir con el aceite. Además, este factor se convierte en el principal inconveniente para la implementación industrial como materia prima del aceite de cocina usado, por cuanto implicaría un proceso adicional que llevaría a incrementar los costos. Solamente el análisis económico de todo el proceso, incluyendo la recolección del aceite, podrá dar cuenta de la posibilidad de implementar industrialmente el uso de aceite usado [35].
Asimismo, la caracterización muestra que el aceite tiene una viscosidad elevada (131,5934 mm2/s) respecto a la normatividad (50 mm2/s, según la norma ASTM-D445), lo cual se puede explicar por el uso del aceite en procesos de fritura a los que ha sido sometido. Este incremento en la viscosidad puede llevar a que en el desarrollo del proceso industrial se requiera un mayor consumo de potencia, comparado con los procesos en los cuales se emplea aceite virgen. Las demás propiedades cumplen las especificaciones establecidas para aceite virgen.
3.2. Rendimiento y conversión para la transesterificación.
El efecto de la relación molar metanol:aceite y el porcentaje de catalizador sobre el rendimiento se presenta en la figura 1 y en la figura 2 para NaOH y KOH como catalizadores, respectivamente. La conversión está definida como la relación entre la masa de biodiesel obtenido y la masa de aceite utilizado, en tanto que el rendimiento está definido como la relación entre metilésteres presentes en el biodiesel y metilésteres presentes en el aceite [9]. Para los dos catalizadores evaluados (NaOH y KOH) se determinó que el mayor rendimiento se obtiene para una baja concentración de catalizador (1 %) y una alta relación molar de metanol:aceite, 12:1.
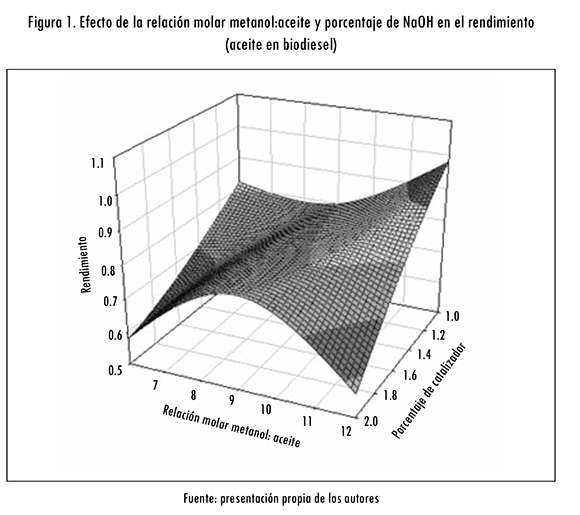
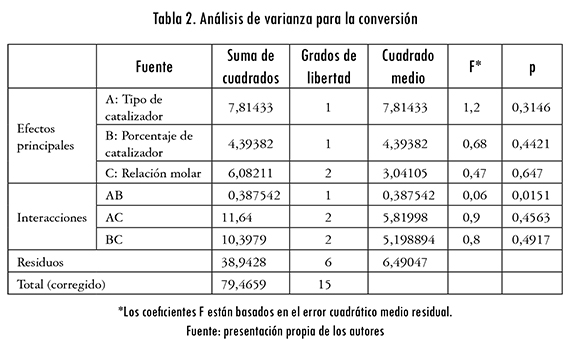
El análisis de varianza (ANOVA) presentado en la tabla 3 revela que el rendimiento se ve afectado por el porcentaje de catalizador y la interacción entre el tipo-cantidad de catalizador y el porcentaje de catalizador-relación molar (p<0,05). El uso de KOH favorece la formación de jabones (reacción de saponificación) y, por ello, se presenta un menor rendimiento al compararlo con el hidróxido de sodio [36].
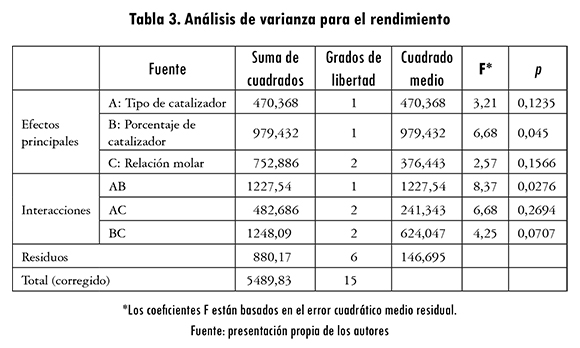
Por otro lado, el incremento en el porcentaje de catalizador disminuye el rendimiento de la reacción [37], debido a la saponificación que se presenta. Esto puede deberse a que el sodio tiene mayor electronegatividad, lo cual lo hace más reactivo; además, el hidróxido de sodio tiene menor peso molecular que el hidróxido de potasio, por lo cual hay más moles de hidróxido de sodio para un mismo porcentaje en peso evaluado [38]. Adicionalmente, alcanzar la neutralidad en la etapa de lavado del biodisel implica el uso de una mayor cantidad de agua. En cuanto a la relación molar de metanol:aceite, se obtienen mejores resultados para el nivel más alto evaluado, lo cual indica que la reacción se favorece al presentarse un exceso de alcohol [13], [37]. El rendimiento obtenido en el presente trabajo es similar al obtenido por Al-Hamamre y Yamin [9], quienes informan un valor de 94,39 % para el KOH.
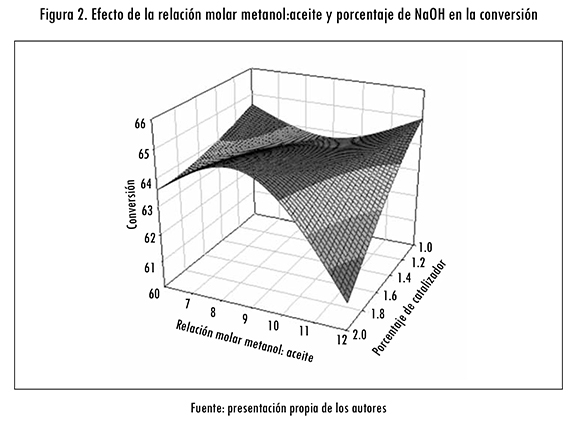
La figura 3 y la figura 4 presentan los resultados para la conversión al usar NaOH y KOH como catalizador, respectivamente. La conversión es mayor cuando el catalizador es NaOH.
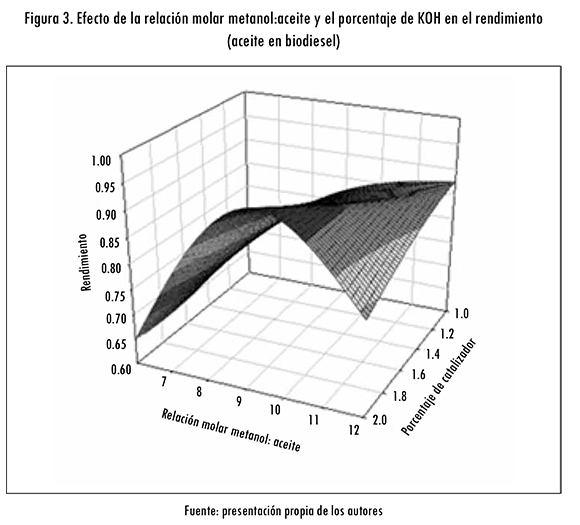
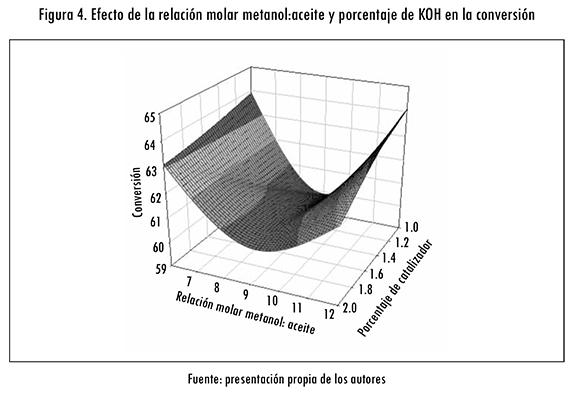
Con NaOH la mayor conversión se presenta para una relación molar metanol:aceite 12:1 y un porcentaje de catalizador del 1 %; mientras que para KOH las mejores condiciones corresponden a una relación molar de 12:1, independientemente del porcentaje de catalizador.
La tabla 3 presenta el análisis de varianza (ANOVA) para la conversión. Acorde con lo presentado ahí, la conversión se ve afectada por la interacción entre el tipo de catalizador y su porcentaje (p<0,05), lo cual es un comportamiento similar al presentado por Atadashi et al. [38], quienes estudiaron el efecto de los catalizadores alcalinos y la concentración de estos en la obtención de metilésteres y concluyeron que cada catalizador tiene propiedades químicas que lo hacen más o menos reactivo, y en el caso del NaOH, es el que menor porcentaje necesita para lograr la mayor conversión de triglicéridos [38].
3.3 Cromatografía de gases
Los resultados de cromatografía de gases para el aceite de cocina usado dieron un contenido de metilésteres de 0,2 %; monoglicéridos, 0,5 %; diglicéridos, 6,5 %, y triglicéridos, 92,8%.
Para el biodiesel los resultados se presentan en la tabla 4 y muestran la cantidad de metilésteres obtenidos presentes en el biodiesel y en el aceite, acorde con el diseño experimental. Como lo muestra dicha tabla, para el NaOH la mayor cantidad de metilésteres se obtuvo para una concentración del 1 % de catalizador y una relación molar 12:1 (figura 5); en el caso del KOH, el contenido de metilésteres es muy cercano al obtenido con NaOH para una concentración de catalizador que va desde 1 % hasta 2 % y una relación molar 12:1 similar al NaOK (figura 6). Lo anterior implica que hay un mayor porcentaje de metilésteres al usar KOH que al emplear NaOH.
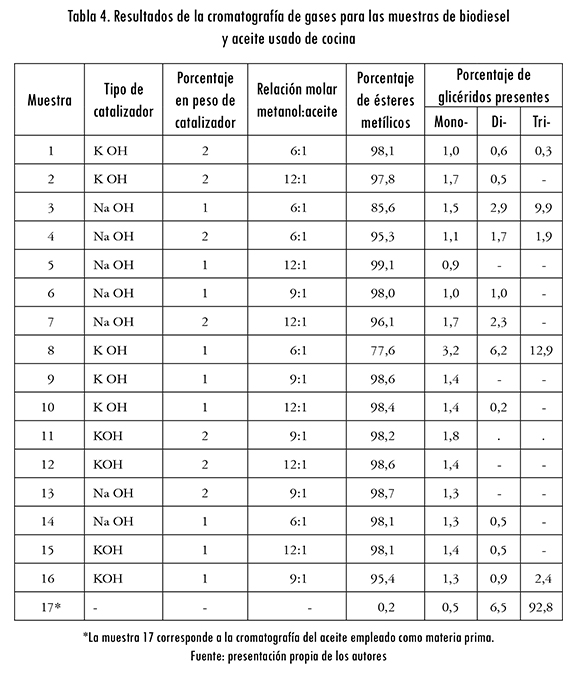
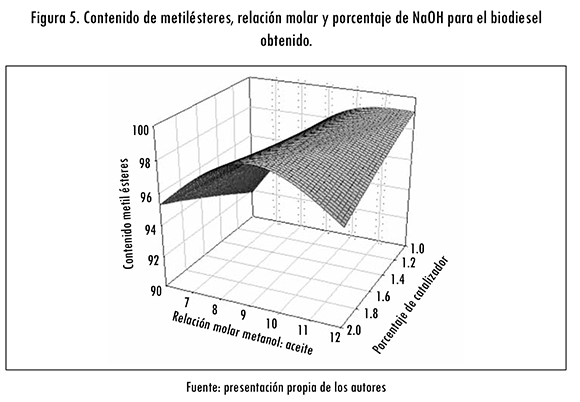
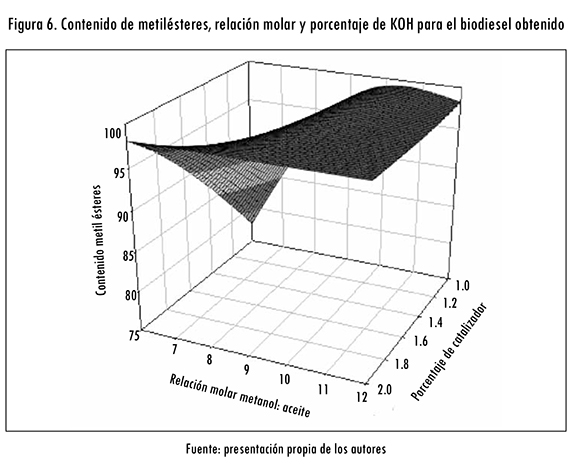
Lo anterior resulta acorde con lo planteado en diversos estudios [38] y [39], en los cuales se concluyó que industrialmente se prefiere el KOH por generar una mayor cantidad de metilésteres cuando se produce biodiesel a partir de aceites vegetales usados.
Otro elemento importante a la hora de seleccionar el KOH como catalizador tiene que ver con la separación de fases entre el glicerol y el biodiesel, debido a que los jabones obtenidos con potasio son más suaves que los formados con sodio; por lo tanto, los jabones de potasio se disuelven con mayor facilidad en la capa de glicerol y de esta forma el biodiesel se separa sin mayores gastos de agua. Sin embargo, el factor económico lleva a que generalmente se escoja el NaOH por su menor costo [38].
4. Conclusiones
El presente estudio mostró que es posible generar biodiesel a partir de aceite de cocina usado. Las mejores condiciones fueron: catalizador NaOH al 1 % p/p, con una relación molar alcohol:aceite 12:1; en estas condiciones se obtuvo un rendimiento de aceite en biodiesel de 98 % y una conversión de 64,1 %, definida como metilésteres en el biodiesel a metilésteres en el aceite.
Debido a que el costo del aceite usado es menor que el del aceite virgen, se podría usar dicho subproducto como materia prima para la generación de biodiesel. Sin embargo, una evaluación económica será la que permita evaluar esta posibilidad. Otra alternativa podría ser la adaptación tecnológica de las plantas existentes para la utilización de mezclas de aceite usado y aceite virgen, de tal manera que se pueda reducir la cantidad de este último.
Referencias
[1] B. Holtsmark y O. Moestad, "Emission trading under the Kyoto Protocol, effects on fossil fuel markets under alternative regimes", Energy Policy, vol. 30, no. 1, pp. 207-218, feb. 2002. [ Links ]
[2] C. Anastasi, R. Hudson y V J. Simpson, "Effects of future fossil fuel use on CO2 levels in the atmosphere", Energy Policy, vol. 18, no. 10, pp. 936-944, dic. 1990. [ Links ]
[3] S. K. Hoekman y C. Robbins C., "Review of the effects of biodiesel on NOx emissions", Fuel Processing Technology, vol. 96, pp. 237-249, 2012. [ Links ]
[4] Castro, J. Coello, y L. Castillo, Opciones para la producción y uso del biodiesel en el Perú. Lima, Perú: Soluciones Prácticas (ITDG), 2007. [ Links ]
[5] X. Meng, G. Chen y Y Wang, "Biodiesel production from waste cooking oil via alkali catalyst and its engine test", Fuel Processing Technology, vol. 89, pp. 851-857, 2008. [ Links ]
[6] J. M. Dias, M. C. Alvim-Ferraz, y M. F. Almeida, "Comparison of the performance of different homogeneous alkali catalysts during transesterification of waste and virgin oils and evaluation of biodiesel quality", Fuel, vol. 87, pp. 3572-3578, 2008. [ Links ]
[7] Federación Nacional de Biocombustibles de Colombia. (Octubre de 2014). Cifras informativas del sector Biocombustibles [En línea]. Disponible en: http://www.fedebiocombustibles.com/v3/nota-web-id-488.htm. [ Links ]
[8] Programa de las Naciones Unidas para el Desarrollo. (Septiembre de 2011). Colombia rural razones para la esperanza [En línea]. Disponible en: http://pnudcolombia.org/indh2011/. [ Links ]
[9] Z. Al-Hamamre y J. Yamin, "Parametric study of the alkali catalyzed transesterification of waste frying oil for biodiesel production", Energy Conversion and Management, vol. 79, pp. 246-254, 2014. [ Links ]
[10] Y C. Lin, K. H. Hsu y C. B. Chen, "Experimental investigation of the performance and emissions of a heavyduty diesel engine fueled with waste cooking oil biodiesel/ultra-low sulfur diesel blends", Energy, vol. 36, pp. 241-248, 2011. [ Links ]
[11] J. B. Williams, C. Clarkson, C. Mant, A. Drinkwater y E. May, "Fat, oil and grease deposits in sewers: Characterisation of deposits and formation mechanisms", Water Research, vol. 46, pp. 6319-6328, 2012. [ Links ]
[12] Z. Yaakob, M. Mohammad, M. Alherbawi, Z. Alam y K. Sopian, "Overview of the production of biodiesel from waste cooking oil", Renewable and sustainable energy reviews, vol. 18, pp. 184-193, 2013. [ Links ]
[13] A. Demirbas, "Comparison of transesterification methods for production of biodiesel from vegetable oils and fats", Energy Conversion and Management, vol. 49, pp. 125-130, 2008. [ Links ]
[14] D.Y.C. Leung, X. Wu y M. K. Leung, "A review on biodiesel production using catalyzed transesterification", Applied Energy, vol. 87, pp. 1083-1095, 2010. [ Links ]
[15] J. M. Encinar, J. F. González y A. Rodríguez-Reinares, "Biodiesel from used frying oil. Variables affecting the yields and characteristics of the biodiesel, Industrial & Engineering Chemistry Research, vol. 44, pp. 5491-5499, 2005. [ Links ]
[16] K. S. Chen, Y. C. Lin, K. H. Hsu y H. K. Wang, "Improving biodiesel yields from waste cooking oil by using sodium methoxide and a microwave heating system", Energy, vol. 38, num. 1, pp. 151-156, 2012. [ Links ]
[17] M. K. Lam, K. T. Lee y A. R. Mohamed, "Homogeneous, heterogeneous and enzymatic catalysis for transesterification of high free fatty acid oil (waste cooking oil) to biodiesel: a review", Biotechnology Advances, vol. 28, pp. 500-518, 2010. [ Links ]
[18] N. U. Soriano, R. Venditti y D. S. Argyropoulos, "Biodiesel synthesis via homogeneous Lewis acid-catalyzed transesterification", Fuel, vol. 88, pp. 560-565, 2009. [ Links ]
[19] P. Patil, S. Deng, J. I. Rhodes y P. J. Lammers, "Conversion of waste cooking oil to biodiesel using ferric sulfate and supercritical methanol processes", Fuel, vol. 89, num. 2, pp. 360-364, 2010. [ Links ]
[20] A. B. Chhetri, K. C. Watts y M. R. Islam, "Waste cooking oil as an alternate feedstock for biodiesel", Energies, vol 1, pp. 3-18, 2008. [ Links ]
[21] A. Reefat, N. Attia, H. Sibak, S. El Sheltawy y G. Eldiwani, "Production optimization and quality assessment of biodiesel from waste vegetable oil", Int J Environ Sci Technol, vol. 5, num. 1, pp. 75-82, 2008. [ Links ]
[22] A. Talebian-Kiakalaieha, N. Saidina Amin y H. Mazaheri, "A review on novel processes of biodiesel production from waste cooking oil", Applied Energy, vol. 104, pp. 683-710,2013. [ Links ]
[23] J. Van Kasteren y A. Nisworo, "A process model to estimate the cost of industrial scale biodiesel production from waste cooking oil by supercritical transesterification", Resources, Conservation and Recycling, vol. 50, pp. 442-458, 2007. [ Links ]
[24] M. Lapuerta, J. Herreros, L. Lyons, García-Contreras y Y. Briceño, "Effect of the alcohol type used in the production of waste cooking oil biodiesel on diesel performance and emissions", Fuel, vol. 87, num. 15-16, pp. 3161-3169, 2008. [ Links ]
[25] E. Alptekin y M. Canakci, "Characterization of the key fuel properties of methyl esterdiesel fuel blends", Fuel, vol. 88, num. 1, pp. 75-80, 2009. [ Links ]
[26] K. Jacobson, R. Gopinath, L. Meher y A. Dalai, "Solid acid catalyzed biodiesel production from waste cooking oil", Applied Catalysis B: Environmental, vol. 85, num. 1-2, pp. 86-91, 2008. [ Links ]
[27] A. Phan y T. Phan, "Biodiesel production from waste cooking oils", Fuel, vol. 87, pp. 3490-3496, 2008. [ Links ]
[28] F. Ma y M. Hanna, "Biodiesel production: a review", Bioresource Technology, vol. 70, pp. 1-15, 1999. [ Links ]
[29] R. Perry y D. Green, Manual del ingeniero químico. Madrid, España: Mc Graw Hill/Interamericana de España, 2001. [ Links ]
[30] Z. J. Predojevic, "The production of biodiesel from waste frying oils: A comparison of different purification steps", Fuel, vol. 87, pp. 3522-3528, 2008. [ Links ]
[31] I. Atadashi, M. Aroua y A. Aziz, "Biodiesel separation and purification: A review", Renewable Energy, vol. 36, pp. 437-443, 2011. [ Links ]
[32] C. Enweremadu y M. Mbarawa, "Technical aspects of production and analysis of biodiesel from used cooking oil. A review", Renewable and Sustainable Energy Reviews, vol. 13, pp. 2205-2224, 2009. [ Links ]
[33] P. Narváez, J. Torres, F. Sánchez y L. Ponce de León, "Determinación por cromatografía de gases de alguil ésteres (metílico y etílico) de ácidos grasos, en presencia de mono-, di-, y triglicéridos", Ingeniería e Investigación, vol. 57, pp. 58-62, 2005. [ Links ]
[34] Z. Helwani, M. Othman, N. Aziz, W. Fernando y J. Kim, "Technologies for production of biodiesel focusing on green catalytic techniques: A review", Fuel Processing Technology, vol. 90, num. 12, pp. 1502-1514, 2009. [ Links ]
[35] A. Mohammadshirazi, A. Akram, S. Rafiee y E. Bagheri, "Energy and cost analyses of biodiesel production from waste cooking oil", Renewable and sustainable energy review, vol. 33, pp. 44-49, 2014. [ Links ]
[36] B. Uzun, M. Kilic, N. Ozbay, A. Putun y E. Putu, "Biodiesel production from waste frying oils: Optimization of reaction parameters and determination of fuel properties", Energy, vol. 44. pp. 347-351, 2012. [ Links ]
[37] S. Keera, S. El Sabagh y A. Taman, "Transesterification of vegetable oil to biodiesel fuel using alkaline catalyst", Fuel, vol. 90, pp. 42-47, 2011. [ Links ]
[38] D. Leung y Y. Guo, "Transesterification of neat and used frying oil: Optimization for biodiesel production", Fuel Processing Technology, vol. 87, pp. 883-890, 2006. [ Links ]
[39] I. Atadashi, M. Aroua, A. Aziz y N. Sulaiman, "The effects of catalysts in biodiesel production: a review", Journal of Industrial and Engineering Chemistry, vol. 19, pp. 14-26, 2013. [ Links ]
