










Services on Demand
Journal
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería y competitividad
Print version ISSN 0123-3033
Ing. compet. vol.17 no.2 Cali July/Dec. 2015
Encapsulation of d-limonene flavors using spray drying: Effect of the addition of emulsifiers
Encapsulación de sabores de d-limoneno mediante secado por aspersión: efecto de la adición de emulsificantes
Karla D. Rubiano
Department of Agricultural Engineering and Food, Faculty of Agricultural Sciences, Universidad Nacional de Colombia. Medellin, Colombia
E-mail: kdrubianoc@unal.edu.co
Jaime A. Cárdenas
Department of Innovation and Development. Tecnas S.A. Medellin, Colombia
E-mail: jcarnes@tecnas.com.co
Héctor J. Ciro V.
Department of Agricultural Engineering and Food, Faculty of Agricultural Sciences, Universidad Nacional de Colombia. Medellin, Colombia
E-mail: hjciro@unal.edu.co
INGENIERÍA DE ALIMENTOS / FOOD ENGINEERING
Recibido: Abril 09 de 2015
Aceptado: Junio 26 de 2015
Abstract
The aim of this study was to evaluate the addition of four emulsifiers (tween 20, tween 60, sodium caseinate and low methoxyl pectin) for the formulation and stability of d-limonene emulsions and to study the emulsifiers' effect on the quality properties of the product obtained by spray drying and on the performance of the process variables. The results of these emulsions were significantly different (p <0.05) in the case of the viscosity and zeta potential, which established, through optimization, that the best formulation is achieved with a mixture of 0.4% low-methoxyl pectin and 0.1% tween 60. The spray drying process was evaluated by varying the inlet air temperature (150-200ºC), outlet air temperature (90-110ºC) and speed of the atomizer disk (20000-30000 rpm). The optimal conditions for the drying process were achieved with inlet and outlet air temperature of 156.7 and 90ºC, respectively, and an atomizer disc speed of 30000 rpm. With these parameters, the following results were obtained: solids recovery (90.9%), percent of deposits (0%), solubility (98.4%), moisture content (2.22% w.b), hygroscopicity (9.2%), water activity (0.112) and encapsulation efficiency (98%), which resulted in a powder with characteristics suitable for industrialization.
Keywords: Emulsion, optimization, stability.
Resumen
El objetivo de este estudio fue evaluar la adición de cuatro emulsificantes (tween 20, tween 60, caseinato de sodio y pectina de bajo metoxilo) en la formulación y estabilidad de emulsiones de d-limoneno estudiando su efecto en las propiedades de calidad del producto obtenido mediante secado por aspersión y variables de desempeño del proceso. Los resultados para las emulsiones mostraron diferencias significativas (p<0,05) con relación a la viscosidad y potencial z, estableciendo por medio de una optimización que la mejor formulación se alcanza con una mezcla de 0,4% pectina de bajo metoxilo y 0,1% de tween 60. Para el proceso de secado por aspersión fue evaluada la variación de la temperatura de entrada (150-200ºC) y salida (90-110ºC) del aire de secado y velocidad del disco atomizador (20000-30000 rpm). Las condiciones óptimas para el proceso de secado se alcanzaron con una temperatura de entrada y salida del aire de 156,7ºC y 90ºC, respectivamente y velocidad del disco atomizador de 30000 rpm, para las cuales se obtuvo: recuperación de sólidos 90,9%, material adherido 0%, solubilidad 98,4%, humedad 2,22% (b.h), higroscopicidad 9,2%, actividad de agua 0,112 y eficiencia de encapsulación 98%, resultando un producto con características adecuadas para su industrialización.
Palabras clave: Emulsión, estabilidad, optimización.
1. Introduction
Encapsulation is a technology that allows the coating of solid, liquid or gaseous products with polymeric membranes to preserve the products. This technology has been widely used in the food industry because it protects sensitive material from processing conditions or storage and provides products with a longer shelf life. This technology also allows the active ingredients to be released in a controlled manner at the right time (Barbosa et al., 2005; Parra, 2010). When the technique of spray drying is used in emulsions, it is necessary to add emulsifiers to increase the emulsion stability and to assure that the emulsion can endure the drying temperatures without deterioration. This is possible because these molecules possess polar and nonpolar components, which allow the molecule to be adsorbed at the particle interface, forming aggregates that confer enhanced stability to the emulsion (McClements, 2004; Aranberri et al., 2006). During the encapsulation process, the stability of the emulsion is essential because of this depends that the properties of encapsulated product are appropriate, and for the particular case of flavors, to avoid oxidation, which increases the shelf life of the product for different industrial applications (Gharsallaoui et al., 2007).
D-limonene is a terpene that is extracted from the peels of citrus fruits and plays an important role in the manufacture of foods, medicines and perfumes. The flavoring may be liquid or solid, and the latter when interacts with other components of different nature, such as in the manufacture of beverages (Lappas & Lappas, 2012). However, d-limonene easily reacts with oxygen and has a high sensitivity to heat, so at high temperatures, it degrades (Li & Chiang, 2012).
Theaim of this study was toencapsulate d-limonene using a spray drying technique to evaluate the influence of different agents with surface active properties (tween 20, tween 60, sodium caseinate and low methoxyl pectin) on some of the quality features of the product obtained and to assess the overall performance of the drying process for the purpose of industrialization.
2. Materials and methods
2.1 Raw materials and location
The d-limonene (active ingredient), maltodextrin (DE 10), gum arabic and emulsifiers (sodium caseinate, low methoxyl pectin, Tween 20 and Tween 60) were provided by a local company (Tecnas SA, Medellin - Colombia). A formulation and stability study of the emulsions and the drying process in addition to product characterization was carried out on the premises of Tecnas SA and National University of Colombia, Medellin Campus.
2.2 Formulation and characterization of emulsions
Emulsions with 10% d-limonene, 15.9%
maltodextrin, 15.9% gum arabic, 57.5% water and 0.5% emulsifiers were prepared. The proportions and substances used were established by prior experimentation (Cárdenas, 2014). For the preparations, the all materials and emulsifiers were dissolved in water, and the d-limonene was then added and homogenized for 10 min at 12,000 rpm in an IKA ULTRA-TURRAX T25 basic device (Jafari et al., 2012, Chen et al., 2013). At this stage, an extreme vertices mixture design was performed.
The zeta potential and particle size distribution of the emulsions were evaluated; for this, the emulsion was diluted with distilled water (1:100) and analyzed in a Malvern Zeta-sizer ZS90 using a capillary cell for the zeta potential and a universal cell for the particle size. Measurements are reported as the average of two injections, with three readings per injection (Mirhosseini et al., 2008; Soottitantawat et al., 2005). The viscosity was established using a Brookfield DV-III Ultra rheometer at 23ºC. The rotation speed was increased linearly from zero to the maximum shear rate provided by the equipment (250 rpm) over 60 s (Frascareli et al., 2012). From the analysis of the rheograms, the viscosity of the emulsion was determined.
2.3 Emulsion optimization
Using response surface methodology, the optimum region for composition/formulation of the emulsion was found by evaluating the stability and the rheological characterization using the zeta potential and the viscosity. The experimental data were fitted to a linear model, Eq. (1), and a cubic model, Eq. (2).
where n is the number of components in the mixture, ßi is the expected response to the mixture with one component, βij and βijk are the synergistic interaction effects on the response values between components, δij is the cubic interactions of two components, X is the component in the mixture and Y is the response variable analyzed.
2.4 Encapsulation by spray drying
For the optimum emulsion, the effect of drying variables on the product quality and the overall performance of the process was evaluated. The drying was performed using a pilot spray dryer (Vibrasec) with an evaporative capacity of 1.5 Lh1. This dryer had an automatic control that allowed for varying the temperature of the drying air (inlet and outlet) and the speed of atomizer disk. The product (powder) was collected in a cyclone. A rotatable and orthogonal central composite design was established with the following factors: the inlet air temperature (150-200°C), the outlet air temperature (90-110°C) and the atomization speed (20000 -30000 rpm) (Gharsallaoui et al., 2007).
2.5 Performance of the drying process
The dependent variables for the performance of the drying process were the yield and percentage of material that adhered to the surface of the dryer. For the yield, the amount of product obtained during the drying was weighed and divided by the total solids in the emulsion. The material that adhered to the dryer was calculated by mass balance on the basis of the input material, the amount of dry product stuck in the dryer chamber and the product collected in the cyclone.
2.6 Characterization of encapsulated
Characterization of the encapsulated powder product was determined as follows:
The encapsulation efficiency was determined by quantifying the total and surface d-limonene in triplicate. For the total d-limonene, 0.5 ml of distilled water was added to 10 mg of the powder, methanol was added and the mixture was centrifuged at 3000 rpm for 10 min. For the surface d-limonene, 10 mg of powder was washed with hexane and centrifuged at 3000 rpm for 5 min (Soottitantawat et al., 2005). Each sample was analyzed by gas chromatography coupled to mass spectroscopy by injecting 2 mL into the chromatograph (TRACE Ultra Gas Chromatography, Thermo Scientific, USA), which was equipped with a packed column (PEG-20M). The chromatographic conditions were the following: a flame ionization detector FID) of 230°C with N2 as the carrier gas. The column temperature was controlled at 120°C. The encapsulation efficiency was calculated using Eq. (3) (Kaushik & Rooss, 2007):

The water activity was determined using an hygrometer at a dew point at 25°C (series Aqualab 3TE, Decagon, Devices, Pullman, WA, USA) in triplicate (Shen & Quek, 2014).
For the solubility, 1 g of the sample was homogenized in 50 ml of distilled H2 O and centrifuged at 3000 rpm for 5 min at 25°C. Then, 25 ml of the supernatant was dried in oven at 105°C for 5 h. The solubility was calculated as the difference of the initial weight and the final weight divided by the initial weight (Cano-Chauca et al., 2005), and this measurement was performed in triplicate The hygroscopicity was determined using gravimetric methodology by placing samples (2 g) inside an oven with a controlled atmosphere at 20°C and 65% relative humidity. The samples (triplicate) were weighed until a constant weight was achieved (Δweight≅±0.001 g/g sample), and the result is expressed in terms of percent moisture (wet basis) (Arrazola et al., 2014).
2.7 Optimization of the encapsulation process
The central composite design was optimized using the response surface methodology to minimize the moisture content, the hygroscopicity and the amount of material adhering to the surface of the dryer and to maximize the yield (Laine et al., 2011). The experimental data were fitted to the second-order model given in Eq. (4):

where β0, βi, βii and βij are the regression coefficients for the intercept, linear interaction terms and quadratic, respectively; X is the independent variable; and Y is the response variable.
2.8 Particle size distribution
For the product encapsulated under optimum conditions, the particle size distribution was determined using a Mastersizer 2000 light scattering system (Malvern Instruments, Malvern). The particle size of the product was expressed as the D32 mean diameter weighted by the volume/ surface area ratio (Carneiro et al., 2013.).
2.9 Morphological characterization
The morphological characterization was performed using scanning electron microscopy (SEM) in which the product is placed on the slide of the SEM using double-sided adhesive tape (Nisshin EM, Tokyo, Japan) and was analyzed at an accelerating voltage of 20 kV after Pt-Pd sputtering using a MSP-1S magnetron sputter coater (Soottitantawat et al., 2005).
2.10 Statistical analysis
The results were analyzed using analysis of variance and a test for a lack of fit, by determining regression coefficients and by generating response surfaces using the Statgraphics Centurion VI software
3. Results and discussion
3.1 Emulsion characterization
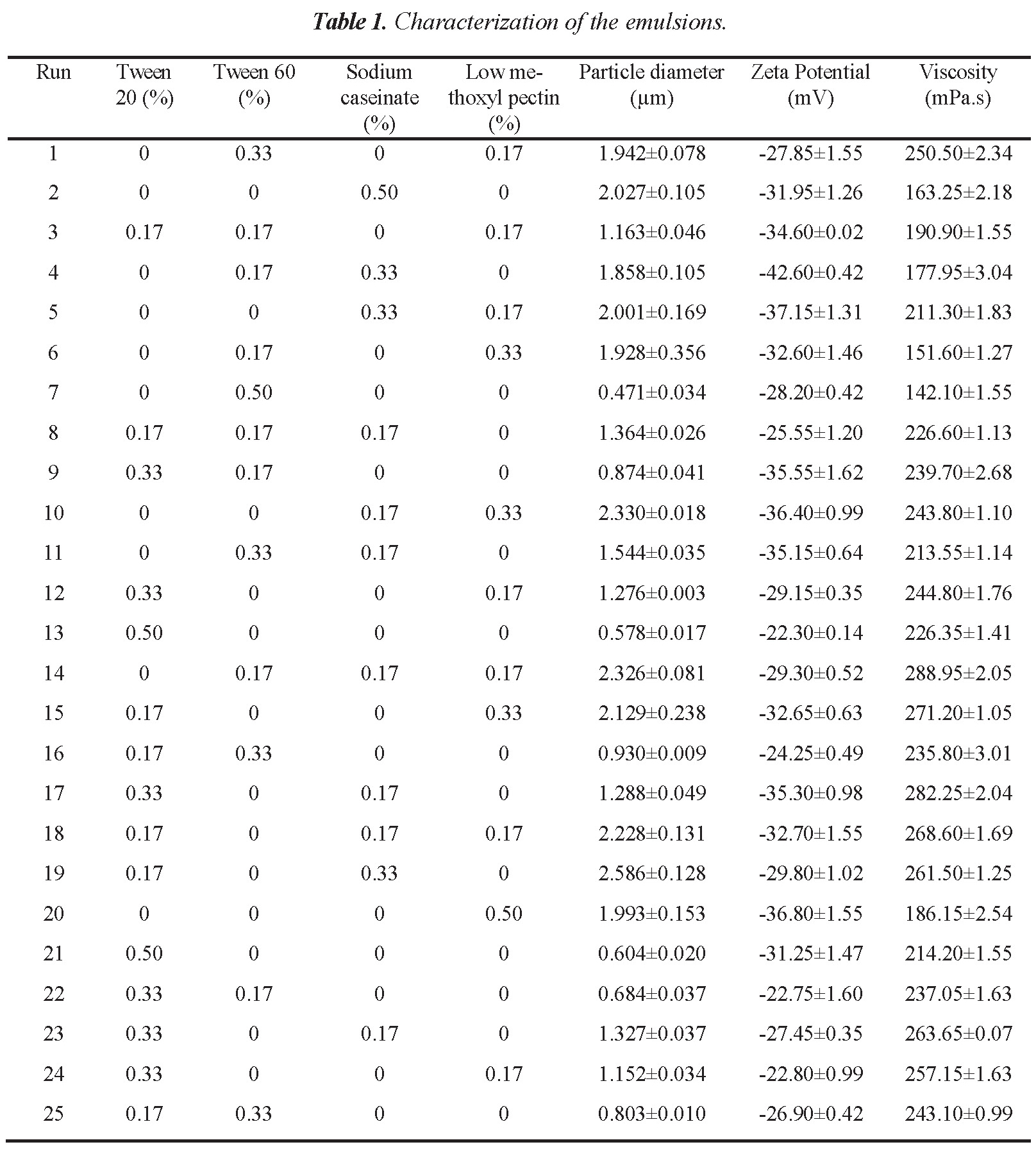
Table 1 shows the mean values and standard deviations for the dependent variables in the emulsion characterization. The particle diameter varied between 0.471 and 2.586 µm, which favors the stability of the colloidal system (Soottitantawat et al., 2005). Paramita et al. (2010) found that d-limonene emulsions are stable when they had a drop size of less than 3 μm, and in turn, Soottitantawat et al. (2005) found particle sizes between 0.84 and 3.37 µm, which are similar to the results obtained in this work. The zeta potential ranged from -22.3 to -42.6 mV; values of approximately -30 mV are a suitable value that guarantees repulsive forces that promote emulsion stability (Oh et al., 2011). With respect to the rheological properties (viscosity), the analysis of rheograms showed a Newtonian behavior for all formulations where the viscosity ranged between 142.1 and 288.95 mPa.s and, according to Gharsallaoui et al. (2007), viscosity values of less than 300 mPa.s are advisable for this type of spray drying processes because greater viscosities interfere with the process due to the formation of large drops, which negatively affects the drying rate.
The results of the statistical analysis showed significant differences (p <0.05) for the viscosity with respect to all of the factors and their interactions. A similar situation occurred with respect to the zeta potential. The regression coefficients for the models are given in Table 2.
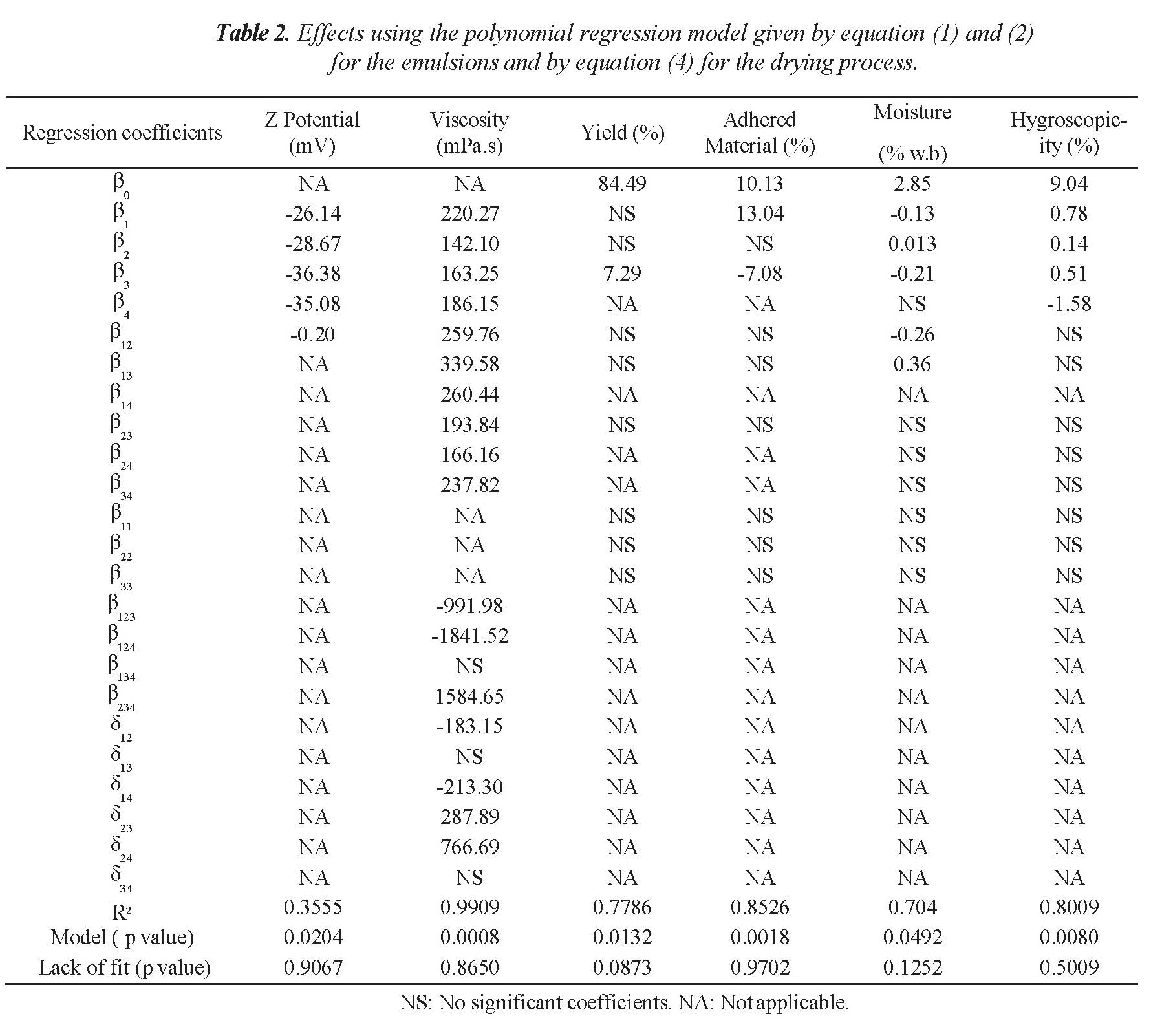
For viscosity, a cubic model, as it fits the data best, was established with an R2 of 99.09% and no significant lack of fit (p> 0.05), which is shown in Figure 1A. The viscosity decreased when the emulsion was made using tween 60, sodium caseinate or pectin and was maximized with greater concentrations of caseinate and pectin. Surh et al. (2006) and Matia-Merino et al. (2004) reported similar results for the viscosity behavior in colloidal systems in which the viscosity was greater by adding sodium caseinate and pectin, which resulted in a viscous system that generates stability. By optimizing this response, a lower viscosity was achieved with a mixture of 0.1% tween 60 and 0.4% low methoxyl pectin.
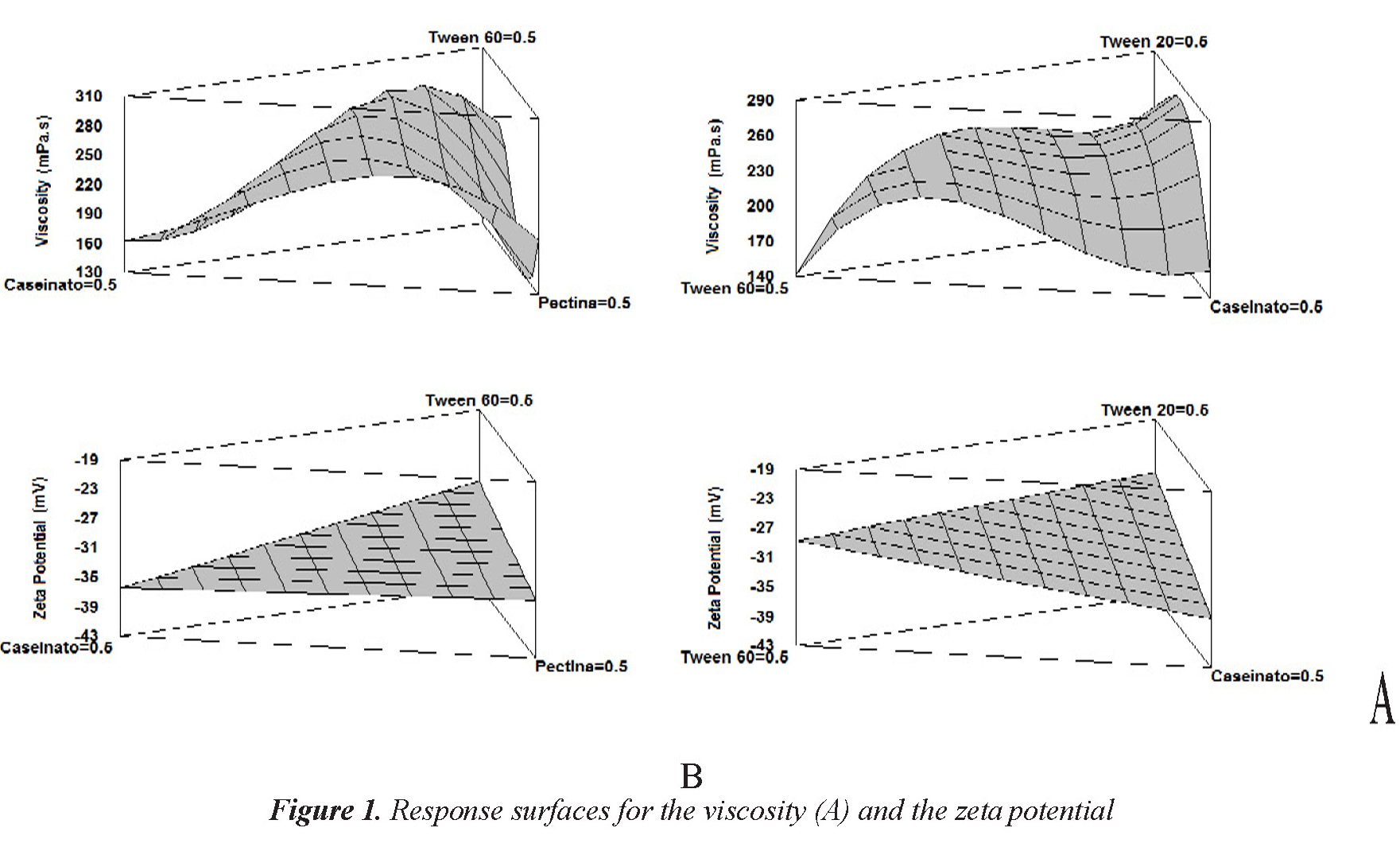
Analysis of variance (ANOVA) for the zeta potential showed significant differences when using a linear model, which established a relationship with the factors. It is evident from Figure 1B that the stability is lower when using 0.5% Tween 20, which may be due to the concentration used because Lee et al. (2013) reported a high microencapsulation performance and high stability in emulsions with the addition of 1% tween 20 in peanut extract microencapsulation. However, the concentrations evaluated in this study were lower (0.5%). Furthermore, the zeta potential increased with the addition of sodium caseinate (Figure 1B), which is consistent with Surh et al. (2006), who stated that caseinate can form an interfacial layer up to 10 nm thick in oil droplets, which prevents flocculation and coalescence of the drops and increases stability.
The zeta potential optimization demonstrated that greater stability was achieved by adding 0.5% sodium caseinate as an emulsifier. However, the standard model presented a low regression coefficient (R2 of 35.55%), and therefore, the data do not fit the model appropriately. Therefore, due to the results obtained and the good fit of the model, the formulation established during the viscosity optimizing was selected as the optimum formulation, which was composed of 0.1% Tween 60 and 0.4% low methoxyl pectin and had a viscosity of 130.02 mPa.s and a zeta potential of -33.80 mV.
From the results, the formulated emulsions had properties that favor stability, such as particle size and zeta potential (Soottitantawat et al., 2005; Oh et al., 2011). Accordingly, the positive effect of the emulsifiers that allows for increased stability due to their properties was demonstrated and produced smaller particle sizes and an adequate zeta potential. Additionally, it is worth noting that there was a combination of emulsifiers in which greater stability was obtained, and this result is consistent with Peng et al. (2010), who found that the addition of a second emulsifier in the formulation provided nanoemulsions (W/O) that were more stable. Stabilization with a combination of emulsifiers occurs due to the hydrophilic/ lipophilic balance (HLB) of the molecules, which describes the relationship between the hydrophilic and lipophilic parts of the emulsifier, and for O/W emulsions, an appropriate value is between 8 - 18, and thus, mixing two or more substances results in proper balance and better stabilization properties because each emulsifier provides particular characteristics (Jin et al., 2008).
3.2 Encapsulation by spray drying
Table 3 shows the results of the performance variables of the drying process: yield (92.87 - 40.2%) and adhered material to the dryer (0 - 22.62%). Analysis of variance showed significant differences (p <0.05) in the yield regarding the disk speed and for the adhered material relative to the inlet temperature and disk speed.
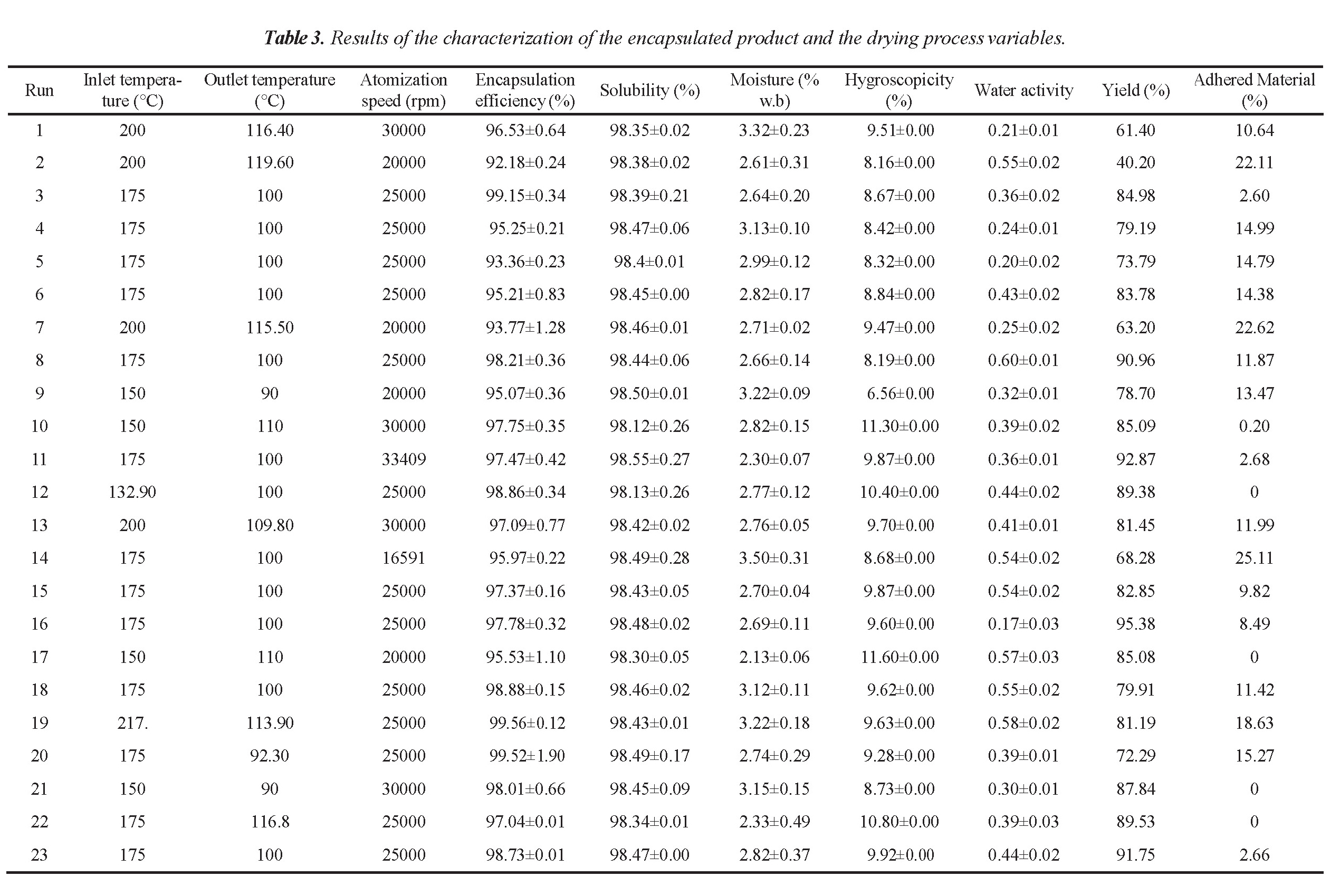
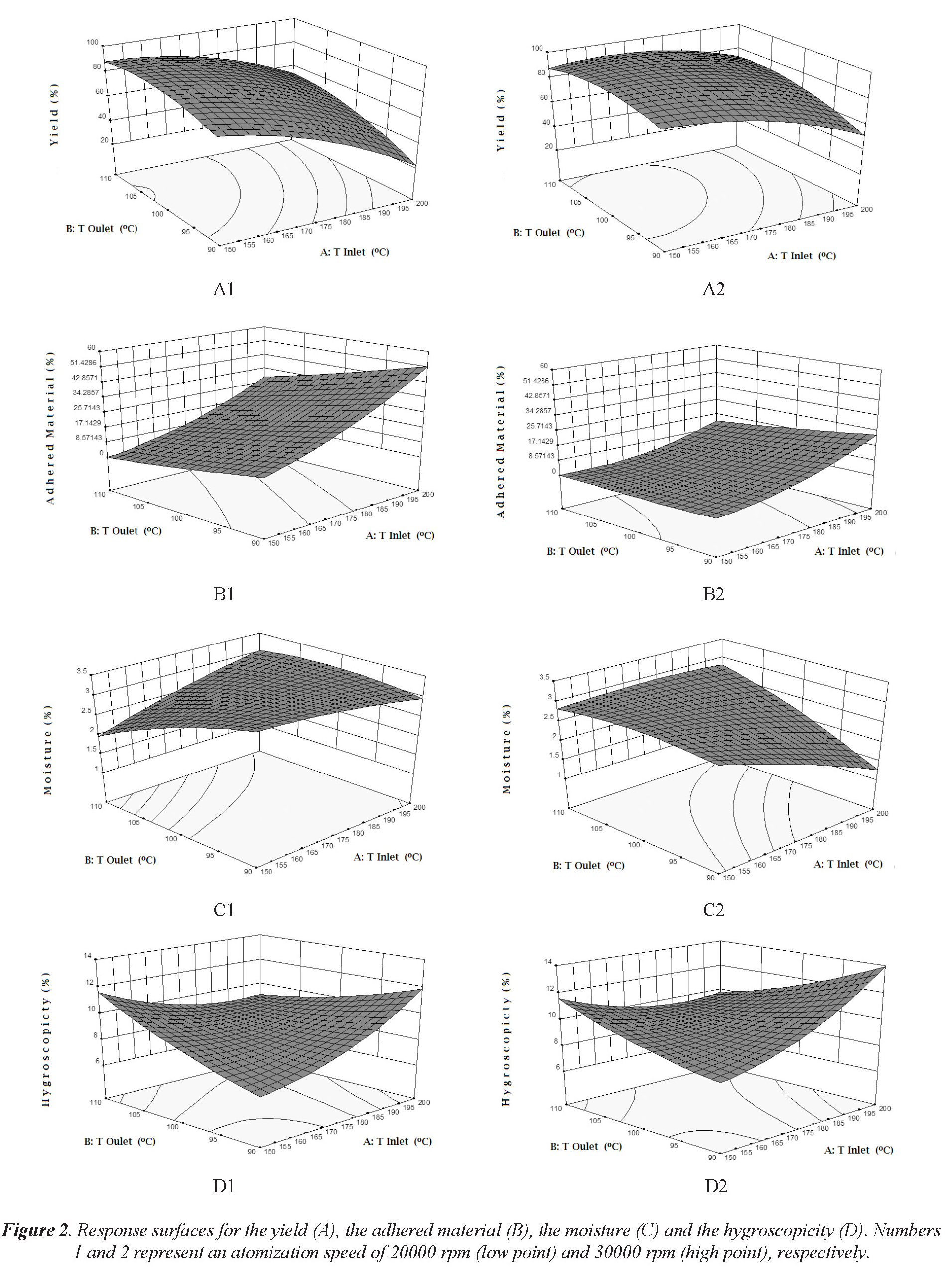
Figure 2A shows the response surface for the yield, and it is evident that by increasing the speed of the atomizer disk there is a slight increase in the solids recovery with respect to the different combinations of inlet and outlet air temperatures because with high atomization speeds, smaller droplets are formed that facilitate the spray drying process (Gharsallaoui et al., 2007). Additionally, by having low inlet drying air temperatures (approximately 150ºC) and high outlet temperatures (110°C), the product is in contact with the drying air longer, which allows for a solids recovery of greater than 80%. The behavior of this variable was similar to the behavior obtained by Kha et al. (2014) in Gac oil microencapsulation, where the optimum conditions for drying were 154°C and 80°C for the temperature of the drying air at the inlet and the outlet, respectively. At these temperatures, the yield was maximized, and the results of this study showed that yield was also maximized using similar temperatures.
Moreover, the yield was influenced by the components present in the feed and the amount of adhered material to the dryer surface, but the feed was constant and included gum arabic and maltodextrin, which allow high yields (Bhusari et al., 2014).
Figure 2B represents the response surface for the adhered material to the dryer, which indicates that by increasing the speed of the atomizer disk, the adhered material decreases. This result is because the vacuum imposed into the drying chamber easily drags the particles, which prevents material from contacting the wall and adhering to the surface because smaller particles are formed. This variable increases primarily due to high drying air inlet temperatures and low outlet temperatures. This may be caused by increasing the inlet air temperature, as the dry solids have a first order transition (melting), which causes the particles to adhere (Saffari & Langrish, 2014). Furthermore, the drying temperature also influences the state of the particle according to its glass transition temperature (Tg); when the drying temperature is greater than Tg, the particles are in a rubbery state and thus stick more easily to the dryer walls (Keshani et al., 2015), and therefore, the high inlet temperatures increase the adhered material.
3.3 Characterization of encapsulated
Table 3 presents the results for the quality variables of the encapsulated product: encapsulation efficiency (92.18 - 99.56%), solubility (98.12 - 98.55%), moisture (2.13 - 3.5%), water activity (0.173 - 0.605) and hygroscopicity (6.56 - 11.62%). The statistical analysis showed significant differences (p <0.05) for solubility, moisture and hygroscopicity with respect to all of the factors; however, for the solubility, the minimum differences that are not important on a practical level were presented. The regression coefficients for the models of the significant variables are shown in Table 2. For the encapsulation efficiency and the water activity, no significant differences (p> 0.05) were found. It has been found that the encapsulation efficiency depends on the conditions of emulsion preparation and particle size (Gharsallaoui et al., 2007; Paramita et al., 2010), which were constant in the spray drying process. Similarly, the water activity was not influenced by the drying temperatures or the atomization speed.
For the moisture of the encapsulated product, the results showed that for a low atomization speed, the moisture decreased when a low inlet air temperature and a high outlet temperature were used, which diminishes the thermal gradient and results in a slow drying rate, resulting in a product with a lower moisture content. Furthermore, when high atomization speeds were used, the moisture content of the powder decreased when combining a high inlet drying temperature and low outlet temperatures, which increased the amount of water that evaporated from the product (Tonon et al., 2008). However, when comparing the behavior at high and low atomization speeds, it is evident that increasing the speed affects the moisture in the product. If the atomization speed is greater, the moisture decreases to less than 2% because a smaller droplet size forms (Figure 2C). Similar results have been reported by Goula & Adamopoulos (2010) when drying orange juice in which the moisture decreased with an increase in the inlet air temperature; however, this behavior, in this research, is valid when using high atomization speeds.
For the hygroscopicity, changing the atomization speed did not change the trend: the hygroscopicity was less when lower inlet and outlet air drying temperatures were used (Figure 2D). Tonon et al. (2008) found similar results in the development of acai powder by spray drying, where the lowest hygroscopicity values were obtained by decreasing the temperatures; similarly, decreasing the moisture content of the particles increased the hygroscopicity, which agrees with the results of this work. It should be noted that the particle size is also important for the hygroscopicity because the surface area of small particles is greater and promotes the adsorption of water at the powder surface (Ghosal et al., 2010).
The spray drying process optimization was performed and maximized the yield and minimized the moisture, hygroscopicity and adhered material to the dryer. The solubility and other variables that were not statistically significant were not considered in the analysis. The optimum conditions of the drying process were achieved with an inlet and outlet air drying temperature of 156.7°C and 90ºC, respectively, and the speed of the atomizer disk was 30000 rpm. At these conditions, the solids recovery was 90.9%, the material adhered to the dryer was 0%, the solubility was 98.4%, the powder moisture was 2.22% (w.b.), the hygroscopicity was 9.2%, the water activity was 0.112 and the encapsulation efficiency was 98%.
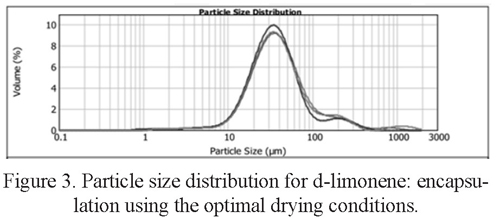
The particle size distribution for the powder obtained under optimal conditions presented a bimodal distribution with two distinct peaks, each representing a predominant size. The analysis showed a D size of 26.531 μm; the presence of larger particles can be attributed to agglomeration (Figure 3). Similar results have been reported in other studies (Garcia et al., 2012; Tonon et al., 2008). Furthermore, a low drying rate and a low inlet air temperature results in particles with a smaller diameter (Tonon et al., 2008), and the optimum conditions for drying resulted in small particles because of the low inlet air temperature.
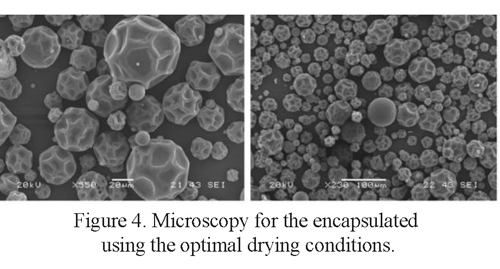
The external morphology of the encapsulated powder product created using the optimal conditions presented spherical particles without cracks or fissures (Figure 4). Carneiro et al. (2013) stated that this morphology increases the protection of the active material because the capsules have a lower permeability to gases. Particles of different sizes and with rough surfaces were also observed, which is typical in a spray drying process. Similar features have been found in other studies of limonene and flaxseed oil (Soottitantawat et al., 2005; Carneiro et al., 2013).
4. Conclusions
The addition of a mixture of emulsifiers allows for the generation of stable emulsions that were suitable for the drying process. For d-limonene, a mixture of 0.4% low methoxyl pectin and 0.1% Tween 60 resulted in the best results in terms of colloidal stability and rheological characteristics, resulting in a viscosity of 130.02 mPa.s and a zeta potential of -33.80 mV. The optimal conditions for the d-limonene spray drying process are given for an inlet and outlet air temperature of 156.7°C and 90ºC, respectively, and the speed of the atomizer disk was 30000 rpm, whereby flavoring was achieved with process conditions and quality characteristics that are suitable for industrialization.
5. Acknowledgements
The authors express their gratitude to the Research Directorate headquarters Medellin (DIME) at the National University of Colombia, to COLCIENCIAS and to the company Tecnas S.A. for financial support and infrastructure received.
6. References
Aranberri, I., Binks, B.P., Clin, J.H., & Fletcher PDI. (2006). Elaboración y caracterización de emulsiones estabilizadas por polímeros y agentes tensoactivos. Revista Iberoamericana de Polímeros, 7 (3), 211 - 231. [ Links ]
Arrazola, G., Herazo, I., & Alvis, A. (2014). Microencapsulación deAntocianinas de Berenjena (Solanum melongena L.) mediante Secado por Aspersión y Evaluación de la Estabilidad de su Color y Capacidad Antioxidante. Información tecnológica, 25 (3), 31-42. [ Links ]
Barbosa, G., Ortega-Rivas, E., Juliano, P., & Yan, H. (2005). Food Powders. Physical properties, processing and functionality. New York, USA: Plenum Publishers. [ Links ]
Bhusari, S.N., Muzaffat, K., & Kumar, P. (2014). Effect of carrier agents on physical and microstructural properties of spray dried tamarind pulp powder. Powder Technology, 266, 354-364. [ Links ]
Cano-Chauca, M., Stringheta, P.C., Ramos, A.M., & Cal-Vidal, J. (2005). Effect of the carriers on the microstructure of mango powder obtained by spray drying and its functional characterization. Innovative Food Science and Emerging Technologies, 6 (4), 420-428. [ Links ]
Cárdenas, J. (2014). Encapsulación en matriz de maltodextrina y goma arábiga de un sabor cítrico artificial de mandarina obtenido por la técnica de secado por aspersión. Tesis de Maestría, Universidad Nacional de Colombia, Medellín, Colombia. [ Links ]
Carneiro, H., Tonon, R., Grosso, C., & Hubinger, M. (2013). Encapsulation efficiency and oxidative stability of flaxseed oil microencapsulated by spray drying using different combinations of wall materials. Journal of Food Engineering, 115 (4), 443-45. [ Links ]
Chen, Q., McGillivray, D., Wen, J., Zhong, F., & Quek, S. (2013). Co-encapsulation of fish oil with phytosterol esters and limonene by milk proteins. Journal of Food Engineering, 117 (4), 505-512. [ Links ]
Frascareli, E.C., Silva, V.M., Tonon, R.V., & Hubinger, M.D. (2012). Effect of process conditions on the microencapsulation of coffee oil by spray drying. Food and Bioproducts Processing, 90 (3), 413-424. [ Links ]
Garcia, L.C., Tonon, R.V., & Hubinger, M.D. (2012). Effect of homogenization pressure and oil load on the emulsion properties and the oil retention of microencapsulated basil essential oil (Ocimum basilicum L.). Drying Technology, 30 (13), 1413-1421. [ Links ]
Gharsallaoui, A., Raudaut, G., Chabin, O., Voilley, A., & Saurel, R. (2007). Applications of spray- drying in microencapsulation of food ingredients: An overview. Food Research International, 40 (9), 1107-1121. [ Links ]
Ghosal, S., Indira, T.N., & Bhattacharya, S. (2010). Agglomeration of a model food powder: Effect of maltodextrin and gum Arabic dispersions on flow behavior and compacted mass. Journal of Food Engineering, 96 (2), 222-228. [ Links ]
Goula, A.M., & Adamopoulos, K.G. (2010). A new technique for spray drying orange juice concentrate. Innovative Food Science and Emerging Technologies, 11 (2), 342-351. [ Links ]
Jefari, S., Beheshti, P., & Assadpoor, E. (2012). Rheological behavior and stability of D-limonene emulsions made by a novel hydrocolloid (Angum gum) compared with Arabic gum. Journal of Food Engineering, 109 (1), 1-8. [ Links ]
Jin, X., Streett, D.A., Dunlap, C.A., & Lyn, M.E. (2008). Application of hydrophilic-lipophilic balance (HLB) number to optimize a compatible non-ionic surfactant for dried aerial conidia of Beauveria bassiana. Biological Control, 46 (2), 226-233. [ Links ]
Kaushik, V., & Roos, Y. (2007). Limonene encapsulation in freeze-drying of gum Arabic- sucrose-gelatine systems. LWT- Food Science and Technology, 40 (8), 1381-1391. [ Links ]
Keshani, S., Wan, W.R., Nourouzi, M.M., Namvar, F., & Ghasemi, M. (2015). Spray drying: AN overview on wall deposition, process and modeling. Journal of Food Engineering, 146, 152-162. [ Links ]
Kha, T., Nguyen, M., Roach, P., & Stathopoulos, C. (2014). Microencapsulation of Gac oil: Optimisation of spray drying conditions using response surface methodology. Powder Technology, 264, 298-309. [ Links ]
Laine, P., Toppinen, E., Kivelä, R., Taavitsainen, V., Knuutila, O., Sontag-Strohm, T., et al. (2011). Emulsion preparation with modified oat bran: Optimization of the emulsification process for microencapsulation purposes. Journal of Food Engineering, 104 (4), 538-547. [ Links ]
Lappas, C., & Lappas, N. (2012). D-Limonene modulates T lymphocyte activity and viability. Cellular Immunology, 279 (1), 30-41. [ Links ]
Lee, Y.K., Ahn, S., & Kwak, H. (2013). Optimizing microencapsulation of peanut sprout extract by response surface methodology. Food Hydrocolloids, 30 (1), 307-314. [ Links ]
Li,P.,& Chiang, B. (2012).Process optimization and stability of D-limonene-in-water nanoemulsions prepared by ultrasonic emulsification using response surface methodology. Ultrasonics Sonochemistry, 19 (1), 192-197. [ Links ]
Matia-Merino, L., Lau, K., & Dickinson, E. (2004). Effects of low-methoxyl amidated pectin and ionic calcium on rheology and microstructure of acid-induced sodium caseinate gels. Food Hydrocolloids, 18 (2), 271-281. [ Links ]
McClements, D.J. (2004). Food Emulsions. Principles, practices and techniques. Boca Raton (FL), USA: CRC Press. [ Links ]
Mirhosseini, H., Tan, C., Hamid, N., & Yusof, S. (2008). Effect of Arabic gum, xanthan gum and orange oil contents on . -potential, conductivity, stability, size index and pH of orange beverage emulsion. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 315 (1-3), 47-56. [ Links ]
Oh, D.H., Balakrishnan, P., Oh, Y.K., & Kim, D. (2011). Effect of process parameters on nanoemulsion droplet size and distribution in SPG membrane emulsification. International Journal of Pharmaceutics, 404 (1-2), 191-197. [ Links ]
Paramita, V., Furuta, T., & Yoshiia, H. (2010). Microencapsulation Efficacy of d-Limonene by Spray Drying Using Various Combinations of Wall Materials and Emulsifiers. Food Science and Technology Research, 16 (5), 365-372. [ Links ]
Parra, R. (2010). Revisión: Microencapsulación de alimentos. Revista Facultad Nacional de Agronomía, 63 (2), 5669-5684. [ Links ]
Peng, L.C., Liu, C.H., Kwan, C.C., & Huang, K.F. (2010). Optimization of water-in-oil nanoemulsions by mixed surfactants. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 370 (1-3), 136-142. [ Links ]
Ríos, E., Duque, A., & León, D. (2009). Caracterización espectroscópica y cromatográfica de curcumina extraída de los rizomas de Cúrcuma (cúrcuma longa l.) Cultivada en el departamento del Quindío. Revista de Investigaciones Universidad del Quindío, 19, 18-22. [ Links ]
Saffari, M., & Langrish, T. (2014). Effect of lactic acid in-process crystallization of lactose/protein powders during spray drying. Journal of Food Engineering, 137, 88-94. [ Links ]
Shen, Q., & Quek, S. (2014). Microencapsulation of astaxanthin with blends of milk protein and fiber by spray drying. Journal of Food Engineering, 123, 165-171. [ Links ]
Soottitantawat, A., Bigeard, F., Yoshii, H., Furuta, T., Ohkawara, M., & Linko, P. (2005). Influence of emulsion and powder size on the stability of encapsulated D-limonene by spray drying. Innovative Food Science and Emerging Technologies,6 (1), 107-114. [ Links ]
Surh, J., Decker, E., & McClements, D. (2006). Influence of pH and pectin type on properties and stability of sodium-caseinate stabilized oil- in-water emulsions. Food Hydrocolloids, 20 (5), 607-618. [ Links ]
Tonon, R.V., Brabet, C., & Rubinger, M.D. (2008). Influence of process conditions on the physicochemical properties of açai (Euterpe oleraceae Mart.) powder produced by spray drying. Journal of Food Engineering, 88 (3), 411-418. [ Links ]

Revista Ingeniería y Competitividad por Universidad del Valle se encuentra bajo una licencia Creative Commons Reconocimiento
