











 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink1. Introduction
North of Santander is a Colombian (South America) department characterized by the abundance and quality of clays, feldspars and limestones. These materials are usually used as raw materials in more than 60 production plants established in this territory for the manufacture of ceramic materials in construction industry 1,2.
Taking into account the current demands of international markets and weaknesses of the regional ceramic sector, evidenced in previous studies 3,4; It is necessary to improve the current production systems in North of Santander by incorporating and developing new technologies and products, that meet the demands and requirements of quality standards and productivity necessary to maintain current markets and penetrate other potential ones.
Studies carried out on potential markets of interest to the national and regional ceramic sector 5-9, show business opportunities in markets as important as the North American, especially for stoneware products (with water absorption percentages below 3%); unfortunately, at present, this characteristic is not found in products made in this region 1.
Although the raw materials available in the region have proven to be suitable for the production of medium percentage of water absorption ceramics (6 to 12%), it is not yet clear whether this type of material can be useful for the production of stoneware ceramics products. Similarly, for traditional products, the existence of important differences in technological properties of ceramics according to the shaping method has been observed 1,10.
The present study has been developed to explore the effect of regional raw materials as well as shaping techniques on the main technological properties that must be met by stoneware ceramic products (water absorption less than 3%) in accordance with Colombian regulations.
2. Experimental
2.1 Materials
The raw materials used were: clay material from the "La Alejandra" mine which forms part of the "Guayabo Group" geological formation 2. The exploited site is located in the municipality of El Zulia, North of Santander. The limestone was obtained from the exploitation sites located in the municipality of Los Patios, in Cúcuta Metropolitan Area, and chamotte comes from one of the brick companies located in the municipality of El Zulia. A primary crushing process was applied to the samples in order to obtain a particle size between 20-30 mm, after which dry milling was performed by means of a hammer mill to achieve a clay and chamotte particle size of less than 1.65 mm (both materials traditionally used in companies in the region). Limestone grain size was set lower than 147 μm in order to avoid the formation of aesthetic defects, especially caliche flaking 11,12.
Three ceramic pastes, identified M1, M2 and M3, were formulated. The first one (M1) is composed only of the La Alejandra mine clay material. Paste (M2) was elaborated with 85% clay material and 15% chamotte. Paste (M3) was prepared from a mixture of 80% clay material, 15% chamotte and 5% limestone. The addition of the last two raw materials was proposed as an alternative to obtain reinforced ceramic materials which may offer greater dimensional control in the stoneware product 13,14.
2.2 Methods
The three ceramic pastes were subjected to forming processes by pressing (P) and extrusion (E) techniques. For the pressing process, molding humidity was set at 6%, using a rectangular mold of 110.0 x 54.6 mm. The thickness of the specimen was set at 8.5mm (to obtain a thickness similar to that of the specimens fired and processed by extrusion); the equipment used was a laboratory press, brand Gabrielli, with a pressing pressure of 30 bars. For the extrusion forming the samples were wetted with an amount of water equivalent to 21% by weight of the total mass used for the process. In this case, the forming was done in a New Wave Laboratory 101 Series extruder, using a steel mold that allows a rectangular geometry of 39.6 mm x10 mm. The length of the piece was adjusted to 110 mm.
After forming, specimens were subjected to a period of 24 hours of natural drying, then taken to the drying oven and initially subjected to 60°C temperature for 6 hours. Finally, temperature was raised to 110 °C for 24 hours before going to the firing process.
Firing process was carried out in a Gabrielli muffle oven, working in an oxidizing atmosphere. A heating rate of 10 °C / min was used, with firing temperatures of 1050, 1100, 1150, 1200 and 1250 °C. At each of these values, the temperature was maintained for 3 hours. The cooling step was carried out naturally. The identification of the fired materials has been made by the type of paste (e.g. M1), used shaping (e.g. E), and firing temperature (e.g. 1050 ° C).
Mineralogical characterization of raw materials and fired samples (74 μm mesh) was done by X-ray diffraction using a BRUKER D8 Advance powder diffractometer with DaVinci geometry. The scanning was carried out between 3.5° and 70°, at a rate of 0.01526°, and a count time per pass of 0.4 seconds, under 40 Kv and 30 mA conditions. Qualitative analysis of the phases present in the sample was made by comparing the profile observed with the diffraction profiles reported in the PDF-2 database of the International Center for Diffraction Data (ICDD). In addition, the raw materials were characterized by X-ray fluorescence (FRX) on a BRUKER model S8 TIGER (QUANT-EXPRESS method) 4 KW dispersive wavelength sequential spectrometer. The value of ignition losses (L.O.I) was determined by calcining selected samples from the samples with a heating rate of 3.08 °C / min to a temperature of 950 °C, maintaining this temperature for two hours.
Scanning electron microscopy was performed on a Carl Zeiss model EVO MA 10, samples coating was done with gold. Prior to coating, the samples were polished with silicon carbide sheets (80, 200, 400, 600 and 1000) and subsequently submerged for 4 minutes in a 5% w/v hydrofluoric acid solution. The images presented in this work were taken with a backscattered electron detector using an acceleration voltage of 20 KV.
Dry and fired samples were measured in order to establish drying and fired contraction 15. The percentage of water absorption, deep abrasion (Gabrielli-CAP-3 equipment) and flexural strength (Gabrielli brand) were established by the Colombian technical standard 16-18. Figure 1 summarizes the methodological process followed on the present work.

3. Results and discussion
3.1 Characterization of the raw material
X-ray diffraction patterns of the raw materials used in this work are presented in Figure 2. Similarly, microstructural (semi-quantitative) and chemical composition of these materials are presented in the Table 1 and 2.
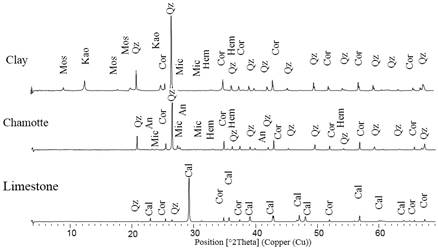
Figure 2 X-ray diffraction patterns of the raw materials. Mos: muscovite; Kao: kaolinite; Qz: quartz; Cor: corundum; Mic: microcline; Hem: Hematite; An: anorthite; Cal: Calcite.
Table 1 Microstructural composition of raw materials (Rietveld refinement).
| Phase | PDF No | % weight | ||
|---|---|---|---|---|
| Clay material | Chamotte | Limestone | ||
| Quartz | 010-85-0794/010-85-0796 | 33,6 | 34,1 | 3,2 |
| kaolinite | 010-78-1996 | 19,3 | --- | --- |
| muscovite | 010-73-9865 | 6,6 | --- | --- |
| hematite | 010-73-0603 | 1,0 | 1,3 | --- |
| microcline | 010-71-0955/010-76-1238 | 1,0 | 3,4 | --- |
| anatase | 010-83-2243 | 2,0 | --- | --- |
| calcite | 010-72-4582 | --- | --- | 75,1 |
| anorthite | 010-73-0264 | --- | 6,8 | --- |
| amorphous and other | ---- | 36,5 | 54,4 | 21,7 |
Table 2 Chemical Composition of Raw Materials (XRF).
| oxide | % weight | ||
|---|---|---|---|
| Clay material Alejandra | Chamotte | Limestone | |
| SiO2 | 65,66 | 66,8 | 4,6 |
| Al2O3 | 17,71 | 18,96 | 1,32 |
| Fe2O3 | 5,74 | 6,09 | 0,94 |
| K2O | 1,60 | 1,81 | 0,09 |
| TiO2 | 0,91 | 0,99 | --- |
| MgO | 0,71 | 0,84 | 0,64 |
| P2O5 | 0,62 | 0,59 | 0,17 |
| CaO | 0,34 | 0,29 | 56,68 |
| Na2O | 0,14 | 0,16 | --- |
| SO3 | 0,00 | 0,00 | 0,12 |
| BaO | 0,05 | 0,05 | --- |
| ZrO2 | 0,04 | 0,05 | --- |
| V2O5 | 0,04 | 0,05 | 64,56 |
| CuO | 0,03 | 0,02 | --- |
| ZnO | 0,03 | 0,03 | --- |
| MnO | 0,02 | 0,02 | --- |
| LOI | 6,28 | 2,98 | 35,44 |
The mineralogical analysis by XRD (Table 1) reveals that the clay material is mainly made up of quartz and clay minerals; this result present good correlation with the main elements evidenced in the chemical composition (Table 2). In this last group of minerals, the presence of kaolinite as a major phase is emphasized; the transformation of this phase will give some specific characteristics to the ceramic as a function of firing temperature 19,20. The presence of Muscovite in the clay material could generate important effects on the phase transformations at high temperature 21. The content of potassium, iron and magnesium present in Muscovite could favor the vitrification process as a whole with the small proportion of feldspar also identified in the natural material 12. The content of calcium and sodium in the clay material is very low, so its influence at high temperatures could be insignificant.
The material of rupture (chamotte) is formed mainly of quartz and amorphous phase, with small amounts of hematite, microcline and anortithe (calcium feldspar). The presence of mullite was not evident within its microstructural composition, suggesting that the firing temperature of the ceramic (from where the chamotte comes) was lower than 1000 °C, most likely coming from masonry pieces. In addition, it can be established that the firing temperature was higher than 700 °C since no reflecting planes of clay or calcite phases were observed in the diffraction pattern. The presence of quartz and feldspar in the material would favor its use as a degreaser and in turn maintain ceramic stability at temperatures above 1000 °C 22,23.
In relation to the limestone, the results of chemical composition show a good correlation with the established mineralogical composition. The calcination losses shown in Table 2 can be mainly associated to the exit of the carbon dioxide that forms the calcite. In general, it can be stated that all ceramic pastes will have a high concentration of quartz in their composition.
3.2 Physical-ceramic characterization of materials
The results of drying and firing shrinkage (linear), percentage of water absorption, resistance to deep abrasion, and mechanical resistance to flexion are presented in Figures 3 to 6.
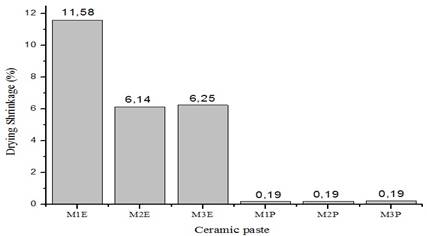
The comparison of drying shrinkage results (Figure 3) shows the significant differences between the two forming techniques. It is evident that with the compression forming technique is possible to have a greater control on the piece dimensions due to the lower water content used during the molding process. In relation to the use of the different pastes, significant changes are observed in the extrusion forming process, it is evident that the addition of chamotte and limestone (M2 and M3), contribute to reduce the effect of contraction (up to 46%), compare to the M1 paste, traditionally used in the regional ceramic sector. This result agrees with the effect proposed in the XRD analysis.
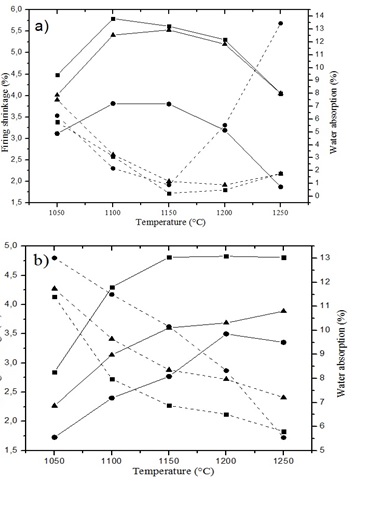
Figure 4 Percentage of firing shrinkage and water absorption of the specimens formed by extrusion (a) and by pressing (b).
In relation to the firing shrinkage process (Figure 4), a very different trend is evident between the extruded and pressed specimens as the temperature increases. For the extrusion forming, a very similar trend is evident for the three pastes tested, initially a dimensional decrease is observed, reaching its maximum value at 1100 °C, and from this point the material begins an expansion process, whose origin could be associated to a recrystallization phase, in accordance with the analysis of X-ray diffraction results presented in section 3.3. The addition of limestone to the ceramic paste appears to have a major impact in reducing the firing contraction. The addition of chamotte has a less significant effect compared to limestone, but equally important in order to avoid high firing shrinkages.
In relation to the pressing forming, the same trend is also evident for the three ceramic pastes, however in this case it is clear that there is a proportional temperature relation. The addition of chamotte and limestone seem to play a more significant effect on reducing the firing contraction for specimens formed by this method.
The water absorption test (Figure 4) shows changes in porosity of the material as the temperature increases. Significant differences were observed between the two forming techniques despite the use of the same type of ceramic paste. As can be seen in Figure 4a, extrusion molding achieves a greater decrease in the porosity of the ceramic materials, except for the material that has been added limestone (the porosity was evidenced by simple inspection of the fired specimen at 1250 °C). It is evident from Figure 4 that at about 1150 °C there is a point of inflection in the material porosity when extrusion molding is used. This event, as in the firing shrinkage, is probably associated with the onset of recrystallization. In accordance with Colombian technical standard NTC 4321-3, ceramic materials obtained at a temperature of 1150 °C can be classified within AI group, while for materials formed by pressing and fired at 1250 °C, it can be classified into group BIIa, therefore the latter cannot be classified as a stoneware type product.
Vitrification Curve (firing contraction vs. water absorption percentage) is a tool usually used by ceramists to evaluate the behavior of ceramic pastes during the firing process 24. The information in Figure 4 has been developed in order to highlight the usefulness of this tool. It is evidenced that extrusion forming shows lower vitrification points than those presented by pressing technique. Likewise it can be seen that the presence of limestone in the ceramic paste increases the value of that vitrification point.

Deep abrasion results (Figure 5) show a similar behavior to water absorption results. For extruded materials M1E and M2E, a decrease in the internal cohesion of the material after 1150 °C is observed. In the case of material with limestone presence, a greater tenacity is observed as temperature increases. Results between the two forming techniques allows us to establish that by means of the extrusion technique, a smaller amount of material is removed, that is to say that there is a greater internal cohesion in the material. Structural and morphological information presented in section 3.3 allow a better explanation of this result.
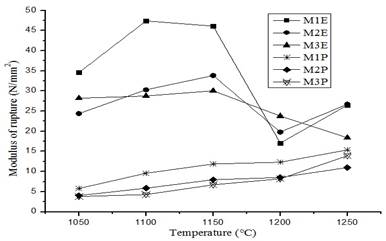
Mechanical resistance to flexion exhibits the same behavior as that obtained for the water absorption test (Figure 6). It is evident, in all analyzed temperatures, that the modulus of rupture is always superior in samples formed by extrusion. As with the other tests performed, there is a point of inflection after 1150 °C where mechanical strength of the test pieces begins to decline. In the case of the samples formed by pressing, an increment of the rupture modulus is evidenced with temperature increase.
3.3 Structural and morphological characterization of the material after firing process
In order to explain physical-ceramic characterization results, an X-ray diffraction analysis was performed on some of the fired materials. Figure 7 presents the diffraction patterns for M1 paste, conformed by extrusion technique, at different firing temperatures established in the methodology. Figures 8 and 9 show the diffraction patterns for M1, M2 and M3 pastes at 1250 °C for the two types of forming techniques used.
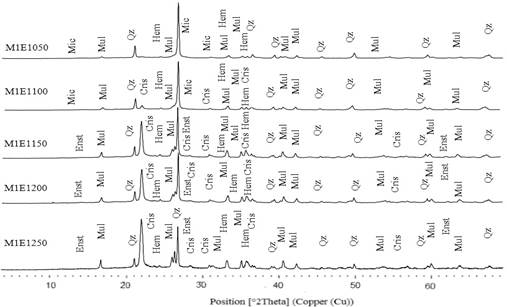
Figure 7 X-ray diffraction patterns of sample M1 at different temperatures (1050 ° C to 1250 ° C). Mic: microcline; Enst: enstatite; Qz: quartz; Mul: mullite; Cris: cristobalite; Hem: hematite.
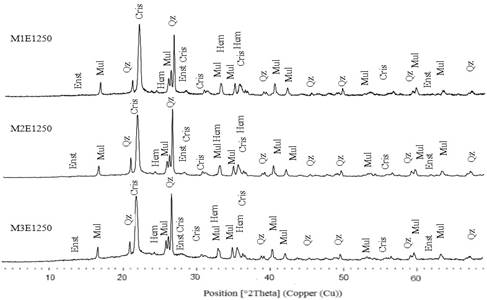
Figure 8 X-ray diffraction patterns of samples M1, M2 and M3 shaped by extrusion and firing at 1250 ° C. Enst: enstatite; Qz: quartz; Mul: mullite; Cris: cristobalite; Hem: hematite.
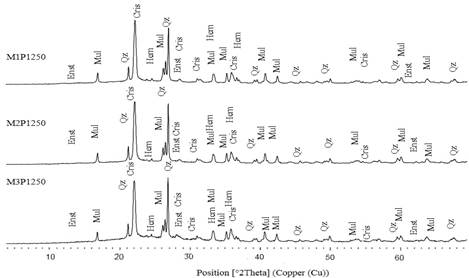
Figure 9 X-ray diffraction patterns of samples M1, M2 and M3 shaped by pressing and firing at 1250 ° C. Enst: enstatite; Qz: quartz; Mul: mullite; Cris: cristobalite; Hem: Hematite; Anor: anorthite.
Figure 7 shows the phase transformations of the M1 paste (extrusion) as the firing temperature increases. It is evident that there is a strong recrystallization from 1150 °C, especially the formation of cristobalite and mullite. This fact explains many of the results obtained for technological properties, as in the case of water absorption and firing shrinkage. Above 1100 °C, reflections of the feldspathic (microcline) phase are no longer evident, possibly due to melting of the phase. It was evidenced a decrease in the intensity of quartz reflections, which shows the transformation of this phase in the material within this temperature range. In this study, enstatite and hematite were identified as minority phases formed during the firing process.
The comparison of the diffraction patterns of the three extruded pastes and fired at 1250 °C (Figure 8) showed no significant differences in the types of identified phases . As an aspect to be highlighted is the lower concentration of mullite in samples M3. This fact may be related to the higher content of calcium in the material. This element apparently favors the formation of the vitreous phase, which would limit recrystallization kinetics (25, 26). The reflection planes of the cristobalite in M3 also present smaller number of counts compared with the information of M1 and M2, which could also be associated with the effect of calcium present in the ceramic paste. This result correlates with data obtained for the vitrification curves shown in Figure 4.
X-ray diffraction analysis (Figure 9) for the samples formed by pressing (1250 °C), does not present significant differences in the type of phases present for fired materials formed by extrusion. The only particularity found is for the paste with presence of limestone (M3), in which formation of calcium feldspar (anorthite) was evidenced. As with the pressed samples, presence of calcium decreases the formation of mullite in the ceramic.
Because X-ray diffraction analysis did not allow to fully explain differences in the physical characterization of the ceramic, a topographic aspects review of the fired materials was performed (M1E-1200, M1P-1200, M1E -1250, M1P-1250) by the use of scanning electron microscopy (SEM). Microphotographs obtained at 50X and 2000X are presented in Figures 10 and 11
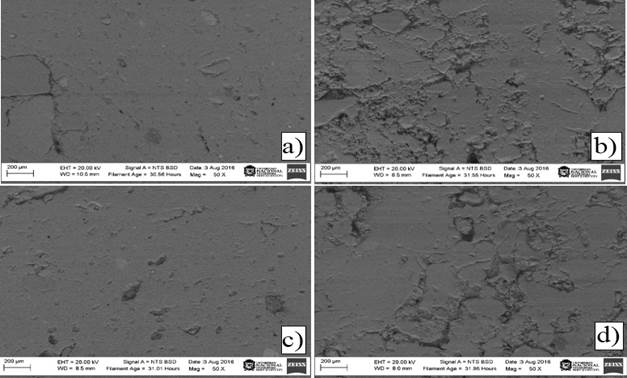
Figure 10 SEM photomicrographs of sample M1 at 50X. a) M1E-1200; b) M1P-1200; c) M1E-1250; d) M1P-1250.
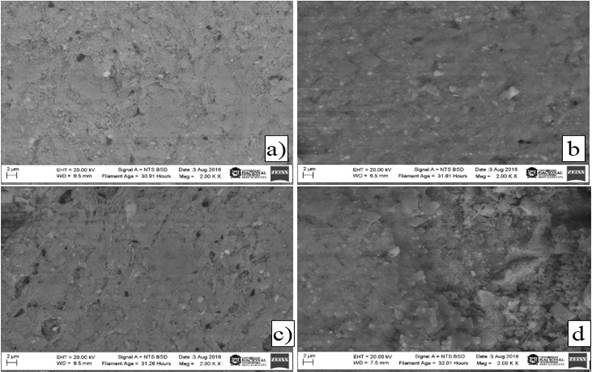
Figure 11 Microphotographs of SEM of sample M1 to 2000X. a) M1E-1200; b) M1P-1200; c) M1E-1250; d) M1P-1250.
Figure 10 shows that there are significant differences in topography between extruded and pressed fired samples. It is seen that in the sample M1P (Figure 10b and 10d) there is a lower degree of sintering compared to samples formed by extrusion M1E (Figure 10a and 10c).
An opposite effect is evident in materials fired between temperatures of 1200 °C and 1250 °C. In the case of press conformed samples, a porosity reduction is appreciated whereas for extrusion conformed samples the opposite effect is given. This latter fact can best be seen in Figures 11a and 11c. The explanation for this fact is most likely due to recrystallization, in accordance with the X-ray diffraction analysis.
In relation to extruded samples, one might think that after temperature has exceeded 1150 °C, the vitreous phase is rapidly affected by the recrystallization process (formation of mullite and cristobalite) which brings with it a porosity increase due to the morphological characteristics of the crystals formed, especially by the elongated prismatic habit of mullite 27. This fact may explain the water absorption increase, cohesion decrease and modulus of rupture decrease. On the material formed by pressing, it could be inferred that under the used forming characteristics, tested firing temperatures are still very low to obtain stoneware materials.
Although DRX / MEB techniques offer important information to describe the behavior of analyzed ceramic pastes, it has not been possible to explain clearly why the extrusion forming process allow a quicker vitrification. Literature review does not provide more information to explain this behavior. A similar case has been observed with calcareous clay in Italy, nevertheless there is no clear answer even after evaluating variables such as porosity, grain size, mineralogy and firing rate 28-30.
Clay particle orientation during the forming process is a variable that has not yet been fully described, and could have an important role in the observed result, however new studies are required to confirm the hypothesis that is posed from the observation of MEB images (a Matrix plus isotropic for samples formed by extrusion). It is fully demonstrated that characteristics of the extrusion process allows this effect of orientation in the material 31. Performing tests such as modifying the moisture content of the sample and the extrusion speed (mechanical system, mold characteristics employed) could give the clues to confirm if the observed effect is associated with that variable.
4. Conclusions
Significant differences were observed in the processing of stoneware ceramic products conformed by pressing and extrusion techniques, using raw materials present in the metropolitan area of Cúcuta. Extrusion technique achieves faster sintering of the ceramic paste particles, obtaining a material of low water absorption (<2%) at 1150 °C, which can be classified as an AI group stoneware ceramic, according to the Colombian technical norm NTC 4321-3. In the case of the ceramics obtained by pressing process, it was not possible to reach BI classification; therefore they cannot be considered materials of low water absorption.
Tests result for water absorption percentage, deep abrasion resistance and flexural strength of extruded materials (fired at 1150 °C) are very satisfactory compared to some minimum standards reported in the literature (32). Under these characteristics, tested material could become suitable for simple applications such as exterior coatings or even industrial areas pavement.
The addition of chamotte as a degreasing material has a positive effect on some of the variables of interest in ceramic process. Its addition is of interest in extrusion forming, as it allows reducing the drying/firing shrinkage and contributes to increase the material toughness according to the analysis of deep abrasion resistance.

