











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink1. Introducción
1.1 Hidrosecado conductivo
Las técnicas comerciales de secado han tenido el constante desafío de desarrollar una tecnología que no sólo provea productos de alta calidad sino que opere a una tasa de producción económica. En ese sentido, la tecnología llamada “hidrosecado conductivo” es un método alternativo de deshidratación de alimentos basado en el secado por Ventana de Refractancia (RWTM) 1. En el secado RWTM se usa agua caliente (90-95° C) y presión atmosférica para transferir energía térmica a una lámina de polietileno u otro material apropiado mientras está en contacto directo con el agua caliente. La energía térmica del agua se transmite a un alimento de espesor muy pequeño (menor a 1 mm) a través de la banda plástica por radiación y conducción y el vapor de agua del alimento es arrastrado por el aire que circula sobre el alimento 2. Por su parte, el “hidrosecado conductivo” se denomina así porque se usa para deshidratar muestras de espesores altos (comparativamente con RW), por lo cual el componente de transferencia de calor por radiación se reduce y la transmisión de energía ocurre principalmente por conducción.
1.2 Encogimiento
Uno de los cambios físicos más importantes que sufren los alimentos durante el secado es la reducción de su volumen externo. La pérdida de agua y el calentamiento causa tensiones en la estructura celular del alimento haciendo que cambie la forma y se reduzcan sus dimensiones 3. El encogimiento tiene un efecto negativo en la calidad de los alimentos deshidratados. Los cambios en la forma, pérdida de volumen y el aumento de la dureza causan en la mayoría de los casos una impresión negativa en el consumidor. No obstante, hay algunos productos secos que tradicionalmente tienen un aspecto encogido, y se convierten en un requerimiento para el consumidor (e.i uvas pasas, ciruelas secas o melocotones). Cada vez más trabajos sobre secado de alimentos incluyen el encogimiento por su extrema importancia en el secado difusional al producir una variación en la distancia requerida para el movimiento de las moléculas de agua 4. Esta variable se ha estudiado comúnmente por mediciones directas con un calibrador 5-7 o por cambios en parámetros relacionados como porosidad y densidad 8,9. También, se han publicado estudios para describir su comportamiento en diversidad de frutas y verduras a partir de modelos predictivos 3,4,10,11; así como la medición in-situ del encogimiento dimensional de la muestra con micrómetros de escaneo láser de alta velocidad 12 o usando máquinas con sistema de visión y software de procesamiento de imagen 13.
El encogimiento (Sb) se expresa usualmente como la relación entre el volumen de la muestra después y antes del secado (V/V0) 8. Mayor y Sereno 3 definen el encogimiento como el cambio relativo de volumen, área o espesor. El encogimiento durante el secado de zapallo por diversas técnicas también se ha estudiado. Nawirska et al. 14 determinaron el encogimiento y otras características de calidad en 12 cultivares de zapallo sujetos a secado convectivo, microondas a vacío, vacío y liofilización. El secado que produjo menor encogimiento fue la liofilización. Sojak y Glowacki 15 incluyeron en su modelo cinético el efecto del encogimiento durante el secado convectivo de una variedad de zapallo gigante en diferentes secadores: cámara, túnel y lecho fluidizado. Las mediciones experimentales confirmaron los resultados modelados. Castilho-Garcia et al. 16 evaluaron la cinética de la osmo-deshidratación de zapallos en soluciones de sacarosa y, el secado con aire de solutos impregnados mediante un modelo de difusión que considera el encogimiento. Los resultados mediante solución analítica reprodujeron bien los datos experimentales.
Hasta el momento, el encogimiento de alimentos deshidratados por secado RW ha sido reportado por Ochoa-Martínez et al. 20, al comparar el cambio de volumen (V/V0) de rodajas de mango durante el secado RW y el secado en bandejas con aire caliente; y también por Ocoró-Zamora y Ayala-Aponte 17 quienes estudiaron el efecto del encogimiento en la estimación del coeficiente de difusividad del secado RW de puré de papaya. Recientemente, Jafari et al. 18 estudiaron entre otras características de calidad, el encogimiento de rodajas de kiwi durante el secado RW y el secado en horno convectivo a diferentes espesores y temperaturas. En general, todos estos autores notaron que el método RW mostró mejor desempeño respecto a otros métodos de secado y la temperatura no afectó significativamente los registros de encogimiento de las muestras.
El objetivo de este trabajo es evaluar el encogimiento durante el hidrosecado de muestras de zapallo expuestas a diferentes condiciones de convección (convección forzada y convección natural), y conducción (transferencia a través de MylarTM y MylarTM con papel aluminio).
2. Metodología
Se utilizaron zapallos frescos de aproximadamente 3.5 kg, con un contenido de sólidos solubles de 5.27(1.7 °Brix, y un contenido de humedad inicial de 92.23(1.85 % (base húmeda), los cuales se adquirieron en un supermercado local. Las muestras se cortaron en trozos (paralelos al eje de la fruta) de 1.2 x 1.1 x 5.9 cm3 (ancho x espesor x longitud). Para acondicionar el ancho y el espesor se usó un cortador manual (Home Collection), mientras que la longitud se obtuvo con un tajador de cuchillos fabricado para tal fin. En la Figura 1 se observan la forma y el tamaño inicial de las muestras.

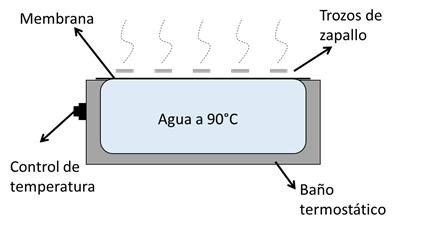
El equipo de secado consistió en un baño termostático de acero inoxidable (Precisión General Purpose Water Baths), con capacidad de 5.5 l. La superficie del agua se cubrió con una película plástica (MylarTM o Mylar con papel aluminio) de 17 x 30 cm2 de área. Las muestras (60 trozos homogéneos) se dispusieron cuidadosa y ordenadamente sobre la película, para cada prueba como se muestra en la Figura 1. El esquema del equipo usado se muestra en la Figura 2. La temperatura del baño se fijó en 90(2° C y se registró cada 5 min con un termómetro de bulbo de mercurio (0-100° C).
Para el estudio se realizó un diseño factorial 22. Los factores experimentales fueron: tipo de convección (natural y forzada) y tipo de membrana para el hidrosecado (Mylar y Mylar con papel aluminio). Para las pruebas de convección forzada se ubicó un ventilador cerca del secador con una velocidad del aire de 0.5(0.2 m/s. Las variables de respuesta fueron: contenido de humedad global, dimensiones primarias adimensionales (ancho, espesor y largo) y factor de cambio de volumen (V/V0), medidos a diferentes intervalos de tiempo hasta 3 h de secado. Todas las mediciones se llevaron a cabo a condiciones ambiente del laboratorio (24° C y 73% HR).
El contenido de humedad inicial de las muestras se determinó mediante el método de estufa a 60 °C hasta humedad constante durante 24 h 19. La pérdida de peso para el cálculo de la humedad en el tiempo, se evaluó a intervalos de 10 min durante 3 h empleando una balanza digital (Ohaus®Adventurer™) con precisión de 0.01 g. El volumen de los trozos se calculó a partir de las tres dimensiones primarias (espesor, ancho y largo) medidas directamente cada 30 min. Para esto se empleó un calibrador vernier (HOPEX®) con una precisión de 0.05 mm. Las mediciones se hicieron por duplicado.
Se hizo un análisis de varianza (ANOVA) usando el programa estadístico Minitab (Minitab 15.1.0.0) a un nivel del 5% de significancia. Las observaciones se realizaron para los cuatro tratamientos resultantes: NC-MY (convección natural-Mylar), FC-MY (convección forzada-Mylar), NC-MY/AL (convección natural-Mylar con papel aluminio) y FC-MY/AL (convección forzada-Mylar con papel aluminio).
3. Resultados y discusión
3.1 Curvas de secado
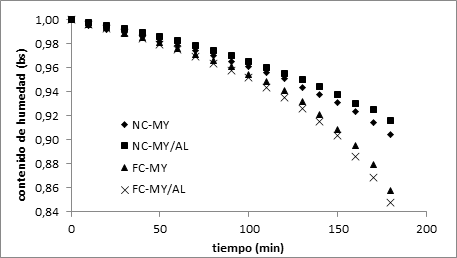
En la Figura 3 se presentan las curvas de humedad de los cuatro tratamientos hasta 3 h de secado. Se evidencian pequeñas diferencias entre los perfiles de humedad en los primeros 60 min. Posterior a ese tiempo, las diferencias debidas al efecto de cada tratamiento se hacen notorias. El tratamiento que presentó mayor pérdida de humedad fue FC-MY/AL y el que presentó menor pérdida de humedad fue NC-MY/AL con contenidos de humedad después de 3 h de 84.8% (bh) para y 91.6% (bh), respectivamente. La similitud entre sí de los resultados de las corridas según el tipo de convección, es ampliamente observable; es decir, los tratamientos con convección natural (NC-MY y NC-MY/AL) muestran comportamientos similares, así como los realizados con convección forzada (FC-MY y FC-MY/AL). El ANOVA indicó que el tipo de convección y la interacción entre ambos factores son significativas sobre el contenido de humedad (p < 0.05), pero no lo es el tipo de lámina para el secado.
3.2 Encogimiento
En la Figura 4 se presentan los resultados de encogimiento obtenidos. Se graficaron los factores adimensionales: ancho (W/Wo), espesor ((/(o), y largo (L/Lo) de los paralelepípedos de zapallo y el factor volumétrico (V/Vo) (Figuras 4a, b, c, y d, respectivamente) en función del contenido de humedad normalizada (X/Xo). Adicionalmente, en la Tabla 1 se reporta para cada conjunto de datos la línea de tendencia y el factor de correlación (R2) obtenidos mediante Microsoft Excel 2013. Para los cuatro factores estudiados, el tratamiento con menor cambio fue NC-MY/AL y el de mayor fue NC-MY, a excepción del espesor ((/(o), que el mayor cambio fue observado en FC-MY/AL (Figura 4b). Esto puede deberse al efecto sinérgico entre la lámina MY/AL y la convección forzada de aire, paralela a la disposición de las muestras ayudando en el arrastre de humedad, asociado a que éste es el tratamiento con mayor tasa de secado tal como se dijo anteriormente (ver Figura 3). También tiene relación con los perfiles de temperatura en las muestras, los cuales están altamente influenciados por las características de cada tratamiento 1.
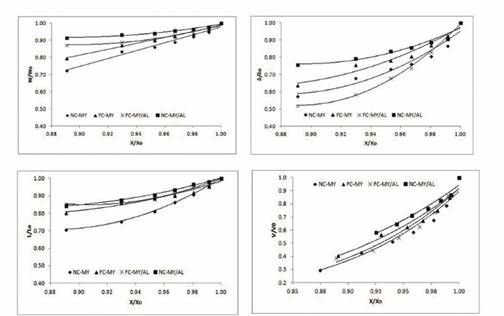
Figura 4 Relación entre los factores adimensionales (a) ancho, (b) espesor, (c) largo y (d) volumen) de las muestras de zapallo y el contenido de humedad normalizada (X/Xo) para los cuatro tratamientos
Tabla 1 Líneas de tendencia y coeficiente de correlación (R2) de los factores adimensionales (W/Wo, (/(o, L/Lo y V/Vo)
| VARIABLE | TRATAMIENTO | ECUACIÓN | COEF. DE CORRELACIÓN (R 2 ) |
|---|---|---|---|
| W/Wo | NC-MY | y = 2.2904x - 1.3127 | 0.9747 |
| FC-MY | y = 1.7147x - 0.73 | 0.9808 | |
| NC-MY/AL | y = 6.4565x2 - 11.499x + 6.0364 | 0.9787 | |
| FC-MY/AL | y = 10.752x2 - 19.281x + 9.5181 | 0.9722 | |
| (/(o | NC-MY | y = 25.508x2 - 44.925x + 20.367 | 0.9425 |
| FC-MY | y = 17.271x2 - 29.691x + 13.394 | 0.9596 | |
| NC-MY/AL | y = 18.931x2 - 33.894x + 15.933 | 0.9428 | |
| FC-MY/AL | y = 40.576x2 - 72.413x + 32.83 | 0.9984 | |
| L/Lo | NC-MY | y = 20.721x2 - 36.505x + 16.784 | 0.9996 |
| FC-MY | y = 8.2738x2 - 14.04x + 6.7494 | 0.9622 | |
| NC-MY/AL | y = 8.0642x2 - 13.777x + 6.7148 | 0.9959 | |
| FC-MY/AL | y = 17.846x2 - 32.384x + 15.54 | 0.9973 | |
| V/Vo | NC-MY | y = 0.0001e8.8749x | 0.9752 |
| FC-MY | y = 0.0005e7.4901x | 0.9654 | |
| NC-MY/AL | y = 0.0013e6.6066x | 0.9708 | |
| FC-MY/AL | y = 0.0002e8.5676x | 0.9621 |
En general, los cuatro tratamientos muestran tendencia cuadrática (polinomio de segundo orden) para los factores adimensionales individuales de las muestras: ancho, espesor y largo (Figuras 4a, b y c, respectivamente). La tendencia polinomial cuadrática sugiere la presencia de un punto de inflexión discreto. Este punto se presenta alrededor de los primeros 90 min de secado e indica un cambio en la tangente de la curva, atenuando la disminución del factor analizado a la vez que prosigue el secado. Es posible que mientras haya alta disponibilidad de humedad (inicio del secado), la muestra se encoge hasta la formación de una costra en la superficie encapsulando la humedad; la estructura externa del trozo es rígida y compacta (con baja oportunidad de cambio) pero disponible para la medición de sus dimensiones primarias, mientras su estructura interna continúa con la desecación.
En el caso del ancho W/Wo (Figura 4a), el ajuste lineal es suficiente para los tratamientos con lámina de Mylar (NC-MY y FC-MY) y su cambio es mayor que con lámina MY/AL. Por su parte, el espesor adimensional (Figura 4b) es la medición que más se ve afectada por el secado al alcanzar los valores más bajos (0.51 - 0.76) después de 3 h y con diferencias marcadas entre un tratamiento y otro. Esto posiblemente se debe a que el secado se realiza principalmente en el sentido del flujo de calor. La transmisión de calor se hace desde el agua hacia la lámina, y luego hacia el alimento que está dispuesto sobre ella, afectándose en mayor grado el espesor de la muestra.
El factor volumétrico decrece (esto es, incrementa el encogimiento), de forma exponencial en cuanto transcurre el secado (Figura 4d). Diferentes tendencias del encogimiento en la deshidratación de frutas y vegetales se han reportado. Mayor y Sereno 3 reportaron un comportamiento exponencial del encogimiento durante el secado convectivo de zanahorias. Togrul e Ispir 5 obtuvieron modelos exponenciales en la osmo deshidratación de rodajas de albaricoques en diferentes soluciones. Dissa et al.6, y Ochoa-Martinez et al.20 reportaron tendencia lineal en el cambio volumétrico de mango. Ponkham et al. 7 y Yan et al. 8 reportaron el factor de cambio de volumen con una tendencia polinomial de segundo orden en el secado de frutas tropicales.
Los valores más bajos de encogimiento (factor volumétrico más alto) fueron observados en las muestras tratadas con NC-MY/AL, resultado que es común a todos los factores analizados; mientras que los valores más altos de encogimiento (factor volumétrico más bajo) se presentaron en las muestras tratadas con NC-MY (Figura 4d). El ANOVA indicó que la interacción convección-tipo de lámina, afecta el volumen del tratamiento NC-MY/AL desde el primer tercio del hidrosecado (60 min) al presentar diferencias significativas respecto al resto; en cuanto prosigue el secado, el efecto de la interacción va marcando las diferencias entre los tratamientos con convección natural (NC-MY y NC-MY/AL), mientras que ese efecto no se nota en los tratamientos con convección forzada. Lo anterior confirma que el tipo de convección y el tipo de lámina no son significativas para el encogimiento pero si lo es la interacción entre ambos factores.
En la mayoría de los casos, es deseable que el mejor secado (contenidos de humedad más bajos) conduzca a menor encogimiento lo cual impactará la calidad del producto y la impresión al consumidor. No obstante, los resultados muestran que el menor encogimiento se obtuvo con el tratamiento NC-MY/AL, pero por sus mayores contenidos de humedad, no lo hace recomendable para la elaboración de productos deshidratados, porque requerirá mayor tiempo de secado y aumentarán los costos operativos. Sin embargo, en el caso en que el hidrosecado prosiga y la tendencia se mantenga (según las ecuaciones de la Tabla 1), a una humedad normalizada de 0.88 con el tratamiento NC-MY/AL (más lento) se obtendría el mayor valor de V/Vo, y sería el que menor encogimiento produce. Esto puede ser debido a que no se afectan las estructuras en alto grado porque los cambios ocurren de forma lenta y menos agresiva.
En diferente sentido, se encuentra el tratamiento NC-MY que por presentar factores volumétricos más bajos (mayor encogimiento) y altas humedades, lo convierte en el tratamiento menos favorable y por lo tanto debe descartarse para propósitos comerciales. Por su parte, los tratamientos con convección forzada tienen mejores desempeños; en especial FC-MY, porque muestra valores intermedios del factor de cambio volumétrico con unas tasas de secado favorables y no así, FC-MY/AL como se esperaba (por tener la mayor velocidad de secado). La eliminación de humedad asistida por la convección forzada agiliza el secado pero también controla la desecación excesiva y por consiguiente su encogimiento.
4. Conclusiones
La determinación del cambio de las dimensiones primarias de un trozo rectangular de alimento ayuda en el análisis del encogimiento de muestras no isotrópicas. Los factores de cambio a partir de las mediciones primarias (ancho, espesor, largo) muestran tendencia polinómica de segundo orden mientras que el encogimiento (factor de cambio de volumen) tiene un comportamiento exponencial en respuesta a la interacción entre los factores experimentales analizados (convección y tipo de lámina) en este estudio. El espesor de las muestras es la dimensión que más se afecta por la dirección del flujo de calor durante el hidrosecado. Los tratamientos con convección natural resultan en el de mayor encogimiento (NC-MY) y menor encogimiento (NC-MY/AL), pero este último por tener bajas tasas de secado no es conveniente como proceso. Aunque el tratamiento FC-MY/AL se presentó como el mejor secado por sus bajos contenidos de humedad al final del proceso, no mostró el menor encogimiento, afectado principalmente por el cambio en el espesor de las muestras. Por mostrar valores bajos de contenido de humedad y un encogimiento intermedio el tratamiento más recomendable es el FC-MY, aunque si se prolongara el tiempo de secado hasta alcanzar los mismos contenidos finales de humedad, el que menor encogimiento produciría es el tratamiento NC-MY/AL.

