











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
Permalink
1. Introducción
El biodiesel es un combustible que se obtiene a partir de lípidos como aceites vegetales o grasas animales a través de procesos de transesterificación con alcoholes y catalizadores que aceleran la reacción 1. La transesterificación, también llamada alcohólisis, es la reacción catalizada entre un aceite o grasa con un alcohol para formar ésteres metílicos de ácidos grasos (FAME) y glicerol (Figura 1). Esta reacción consta de tres etapas reversibles consecutivas: i). conversión de triglicérido en diglicérido, ii) diglicérido en monoglicéridos y iii) monoglicéridos en ésteres grasos (biodiésel) y glicerol.
El biodiesel es una alternativa a los combustibles fósiles tradicionales al generar una menor emisión de gases contaminantes como COX, SOX y compuestos particulados 2.
En la transesterificación se han empleado convencionalmente diferentes tipos de aceites vegetales como materia prima, en su gran mayoría aceites extraídos de plantas oleaginosas, especialmente girasol, soja y colza 3. Sin embargo, se considera que cualquier materia prima que contenga triglicéridos puede utilizarse para la producción de biodiésel (aceites de fritura usado, sebo de vaca, grasa de pollo y de pescado, etc.) 4,5. Una alternativa de materia de partida oleaginosa puede ser la utilización del aceite de palma 6.
Respecto al uso de catalizadores, tradicionalmente se emplea NaOH y KOH, quienes a pesar de presentar buenas velocidades de reacción pueden generar jabones (reacciones de saponificación) que conllevan a tener dificultades en los procesos de separación del biodiésel y la glicerina al ser catalizadores homogéneos 7. En este sentido, se ha propuesto como alternativa el uso de catalizadores ácidos heterogéneos en vez de los catalizadores alcalinos homogéneos, debido a la fácil separación de productos, recuperación y reutilización del catalizador; de esta manera, se reducen los efectos ambientales y el costo del proceso al suprimir lavados o etapas de purificación 8,9.
Cardeño, F. et al. (10) reportan el empleo de un catalizador ácido heterogéneo tipo resina de poliestireno sulfonada en la reacción de transesterificación del aceite de palma, y la obtención de porcentajes de conversión superiores al 87% 10. Así mismo, Conceicão, et al.11 emplean catalizadores ácidos (óxidos mixtos, resinas de intercambio iónico, zirconia sulfatada y zeolitas) para la transesterificación del aceite de palma y obtuvieron porcentajes de rendimiento de 99% con el catalizador óxido de niobio sulfonado; este alto rendimiento se atribuyó a la acidez del catalizador (2.764 mmol H+/g) 11.
Por otro lado, se reporta que la agitación puede llegar a influir en la obtención de biodiésel. Por ejemplo, Meher, et al.12 estudiaron la influencia de la velocidad de agitación mecánica a 180, 360 y 600 revoluciones por minuto (rpm), y encontraron que a 180 rpm se da una reacción incompleta y, que al emplear 300 y 600 rpm, el rendimiento de biodiésel fue mayor con un valor de 89% 12. En el estudio de Stavarache, et al. (13) se reporta el uso de la agitación ultrasónica con frecuencias entre 28 y 40 kHz, con NaOH como catalizador; los resultados sugieren que se ve favorecida la transferencia de masa por este tipo de agitación 13. Las principales ventajas de emplear ultrasonido son la disminución de los tiempos de reacción, aumento en la producción de los ésteres alquílicos (principalmente metílicos y etílicos) y disminución de la cantidad de catalizador requerida. Jookjantra, et al.14 indican que los métodos asistidos por ultrasonido para la producción de biodiésel son más rápidos, más simples, más sencillos y necesitan de condiciones de reacción más suaves 14.
Teniendo en cuenta que hasta la fecha no se encuentran reportes de la obtención de biodiésel mediante la combinación del ultrasonido con catálisis ácida heterogénea, en el presente estudio, se compara la agitación mecánica con la ultrasónica mediante el empleo de catalizadores ácidos heterogéneos como Amberlyst 15, zeolita βeta, zirconia sulfatada y óxido de grafeno sulfonado en la transesterificación del aceite de palma (Elaeis guineensis xElaeis oleífera).
2. Metodología
La naturaleza del estudio requiere inicialmente la consecución de los catalizadores y del aceite de palma, la caracterización respectiva, el montaje de reacción y la cuantificación de los productos de la transesterificación. En este orden, es presentada la metodología a continuación.
2.1 Materiales
Para los catalizadores empleados, se adquirió Amberlyst 15 seco de Acros Organics, mientras que la zeolita beta (CP-811 BL-25), fue suministrada por PQ Zeolites B.V. Para la zirconia sulfatada y el óxido de grafeno reducido-sulfonado, se describe su preparación en el siguiente apartado. El aceite de palma (AP), fue suministrado por la empresa Palmeiras Colombia S.A., ubicada en Tumaco, departamento de Nariño. Este aceite fue obtenido a partir de los frutos de Elaeis Guineensis x Elaeis Oleifera.
2.2 Preparación
2.2.1 Zirconia sulfatada (ZS)
Para la síntesis de zirconia sulfatada se empleó la técnica sol-gel desarrollada por Morterra, C., et al (15) . La preparación consta de la síntesis de Zr(OH)4 partiendo de 16.5 mL de butanol (Aldrich, 99.7 %) a 0°C, posterior adición de 0.5 mL agua, 0.7 mL de ácido nítrico (Fisher Scientific, 69.3%) y 7.0 mL de alcohol isopropílico (Merck, 99%), bajo agitación mecánica durante 1 hora a 25°C; esta mezcla se deja en añejamiento a 40°C por 24 horas y finalmente se seca a 150°C. Para terminar la preparación, se adicionó 0,9 mL de sulfato de amonio (Merck, 99.5%) con agitación mecánica por 2 horas, con un posterior secado a 100°C por 12 horas y una calcinación a 650°C por 2 horas 15.
2.2.2 Óxido de grafeno reducido sulfonado (OGrS)
La síntesis de este catalizador se realizó en dos etapas, según la metodología descrita por Oger, N, et al. 16 y Nongbe et al. 17.
(a) Síntesis de óxido de grafeno: se llevó a cabo por el método Húmmers modificado con pre-oxidación de 5.0 g de grafito mezclado con 15.0 mL ácido sulfúrico (Merck, 70 %), 2.5 g de persulfato de potasio (Sigma Aldrich, 99 %) y 2.5 g pentóxido de fósforo (Merck, 98 %). Esta mezcla fue calentada a 80°C durante 2 horas y el sólido obtenido fue separado por centrifugación. Posteriormente, el sólido fue lavado con 100 mL de agua desionizada, 200 mL metanol (Merck, 99.9 %) y 200 mL etanol (Fisher Scientific, 96 %). Finalmente, el sólido lavado fue secado a 40°C durante 12 horas. Una vez seco el material, se adicionó 55.0 mL de ácido sulfúrico (Merck, 70%) a 0°C y 7.5 g de permanganato de potasio (Mallinckrodt, 99%); esta mezcla se agitó a una temperatura de 35°C por 2 h y luego se enfrió a 0°C. Posteriormente, se adicionaron 6.0 mL de peróxido de hidrógeno (Penical, 30%) en 80.0 mL de agua desionizada. La mezcla se centrifugó a 4000 rpm, durante 20 min con posterior eliminación de la fase líquida. Se añadió 50 mL de agua desionizada y la suspensión resultante se centrifugó a 4000 rpm, durante 15 minutos; este paso se realizó tres veces. Se llevó a cabo el mismo procedimiento con metanol y etanol. Por último, el sólido obtenido (óxido de grafeno) se secó a 40ºC al vacío por 12 horas.
(b) Reducción y sulfonación del óxido de grafeno OGrS: El óxido de grafeno sintetizado en la etapa anterior se sónico en 500 mL de agua desionizada durante 2 horas, luego se mezcló con 3.0 g de carbonato de sodio (Carlo Erba, 99.5 %), 30.0 g de diclorhidrato de hidracina (Merck, 99 %) y se dejó en reflujo por 24 h a 25°C. La solución se centrifugó y se lavó con 100 mL agua desionizada, 200 mL de metanol y 200 mL de etanol. En la etapa final, el sólido se sonicó por 2 horas con 80 mL de agua desionizada, con posterior adición de 1.9 g de nitrito de sodio (Merck, 99%) y 1.6 g de ácido sulfanílico (Mallinckrodt, 98%) esta mezcla se agitó por 24 h a 25°C. La solución se centrifugó y se lavó con 100 mL HCl (Fisher Scientific, 37%) y 300 mL de acetona (Merck, 99.8%) el sólido obtenido (OGrS) se secó por 12 h a 40°C y su apariencia fue un polvo de color negro que finalmente se secó por 12 horas a 40°C.
2.3 Caracterización
2.3.1. Difracción de rayos X
La determinación estructural de los catalizadores Zβ, ZS y OGrS se realizó mediante la técnica de difracción de rayos X (DRX) empleando un difractómetro PANalytical MPD X'Pert Pro, equipado con tubos de rayos X de Cu. La forma principal de trabajo fue con longitud de onda Kα (k: 0.418 nm), junto con un X'Celerator múltiple en tiempo real y un detector de longitud activa = 2.122º 2Ɵ.
2.3.2. Área superficial
El área superficial se determinó mediante la técnica de adsorción empleando la ecuación BET a las isotermas de fisisorción de nitrógeno, mediante un equipo TriStar II plus a -196ºC. Inicialmente las muestras de los catalizadores fueron desgasificadas durante 12 h a 3 mTorr y 150ºC antes del análisis.
2.3.3. IR con adsorción de piridina
Los espectros infrarrojos-piridina para Zβ, ZS y A15 se registraron en un espectrómetro Nicolet Magna 550-FT-IR. Las muestras se prensan hasta formar una pasta y con pre-tratamiento desde temperatura ambiente hasta 450°C, en una celda IR conectada a una línea de vacío. La adsorción de piridina tuvo lugar a 150°C, posteriormente la celda se evacua a 350°C para eliminar todas las especies fisisorbidas. La cantidad de piridina adsorbida en los sitios de Brønsted y Lewis se determina integrando las áreas de banda a respectivamente 1545 cm-1 y 1454 cm-1 y utilizando los siguientes coeficientes de extinción: Ɛ1545=1.13 y Ɛ1454 = 1.28 cm.mol-1 (18.
2.3.4. Análisis elemental
La acidez del óxido de grafeno reducido sulfonado se realizó por análisis elemental cuantitativo (AE), empleando un equipo NA2100 protein Thermoquest Instruments. Este análisis elemental se refiere a la determinación de la fracción de masa de carbono, hidrógeno, nitrógeno y heteroátomos tales como azufre o halógenos de una muestra; en este caso se está relacionando el contenido de azufre como el responsable de la acidez de Brønsted que se expresa en términos de µmol/g 19.
2.3.5. Caracterización del aceite
Se realizaron pruebas de análisis fisicoquímico del aceite como densidad (NTC-336), índice de saponificación (NTC-335), índice de refracción (AOCS CC7-25), índice de ácidos grasos libres (NTC-218), índice de peróxidos y rancidez (AOCS CD 8-53), guiados por la norma UNE-EN ISO 14103:2020 20.
2.4. Reacción de transesterificación
Para llevar a cabo la reacción de transesterificación se utilizó un reactor de vidrio tipo semi-batch, el cual consiste en un balón acoplado a un condensador dentro de un baño ultrasónico marca Branson 2510 (frecuencia de 42 KHz). Para el acondicionamiento de la reacción se emplearon temperaturas de 40, 55 y 65°C, tiempos de 4 y 8 horas, porcentaje de catalizador de 1, 3 y 5%, relación aceite: metanol 1:10, 1:20 y 1:30. Después de completar la reacción de transesterificación, el biodiésel se separó a través de centrifugación. El rendimiento del biodiésel producido a partir de aceite de palma se calculó mediante la Ec.1:
La composición de los ésteres metílicos de ácidos grasos (FAME/biodiésel) se analizó por cromatografía de gases mediante un equipo Shimadzu GC-14A bajo las condiciones cromatográficas descritas en el método UNE-EN ISO 14103:2020 20.
2.5 Determinación de la actividad de los catalizadores
Se estudió la actividad de los catalizadores, para ello se calcularon los valores TOF de acuerdo con la Ec.2:
3. Resultados y discusión
De acuerdo con la metodología planteada, los resultados de la caracterización fisicoquímica del aceite y de los sólidos, son inicialmente presentados. Posteriormente, se correlacionan dichas propiedades con los resultados obtenidos en la transesterificación del aceite de palma para la obtención del biodiesel.
3.1. Caracterización del aceite de palma
En la Tabla 1 se muestran los resultados de la caracterización fisicoquímica del aceite de palma híbrido Elaeis Guineensis x Elaeis Oleifera.
Tabla 1 Resultado de análisis de AP híbrido con AP NTC431.
| Propiedad | Muestra | NTC431 |
|---|---|---|
| Densidad (g/mL 25°C) | 0.908 | 0.892-0.899 |
| Índice de refracción (25°C) | 1.47 | 1.46-1.50 |
| Índice de saponificación (mg KOH/g aceite) | 165.38 | 190-209 |
| Índice de ácidos grasos libres (mg KOH/g aceite) | 3.40 | 5 |
| Índice de peróxidos (meqO2/kg aceite) | 0 | - |
| Rancidez | Negativa | - |
La caracterización del aceite de palma Elaeis Guineensis x Elaeis Oleifera, demuestra que al encontrarse densidad y el índice de refracción cercanos o dentro del rango referenciado en la norma NTC 431, este aceite puede ser considerado como material apto para la potencial obtención de biodiésel.
En cuanto al parámetro de índice de saponificación (Tabla 1), los resultados indican que el aceite de la especie Elaeis guineensis, presenta una alta cantidad de moléculas de bajo peso molecular. Esto permitiría una mayor interacción de estos triglicéridos con el catalizador y que dependiendo de las condiciones de reacción, podría actuar positiva o negativamente en el porcentaje de rendimiento 1.
El valor de ácidos grasos libres calculado, comparado con la norma (5 mg KOH/g aceite) indica menor presencia en el AP híbrido (Tabla 1), es importante que haya un valor bajo de ácidos graso-libres debido a que se puede llevar a cabo reacciones de esterificación, y disminuir la posibilidad de producir biodiésel. Se espera que, al ser una reacción catalizada por sitios ácidos con mayor cantidad de triglicéridos, predomine la transesterificación 21.
Respecto al valor de índice de peróxido, se puede inferir que la muestra de AP presentó buena estabilidad ante la oxidación lo cual es importante debido a que predominan las insaturaciones en el aceite 22.
3.2. Caracterización de los catalizadores
3.2.1. Zeolita Beta Zβ
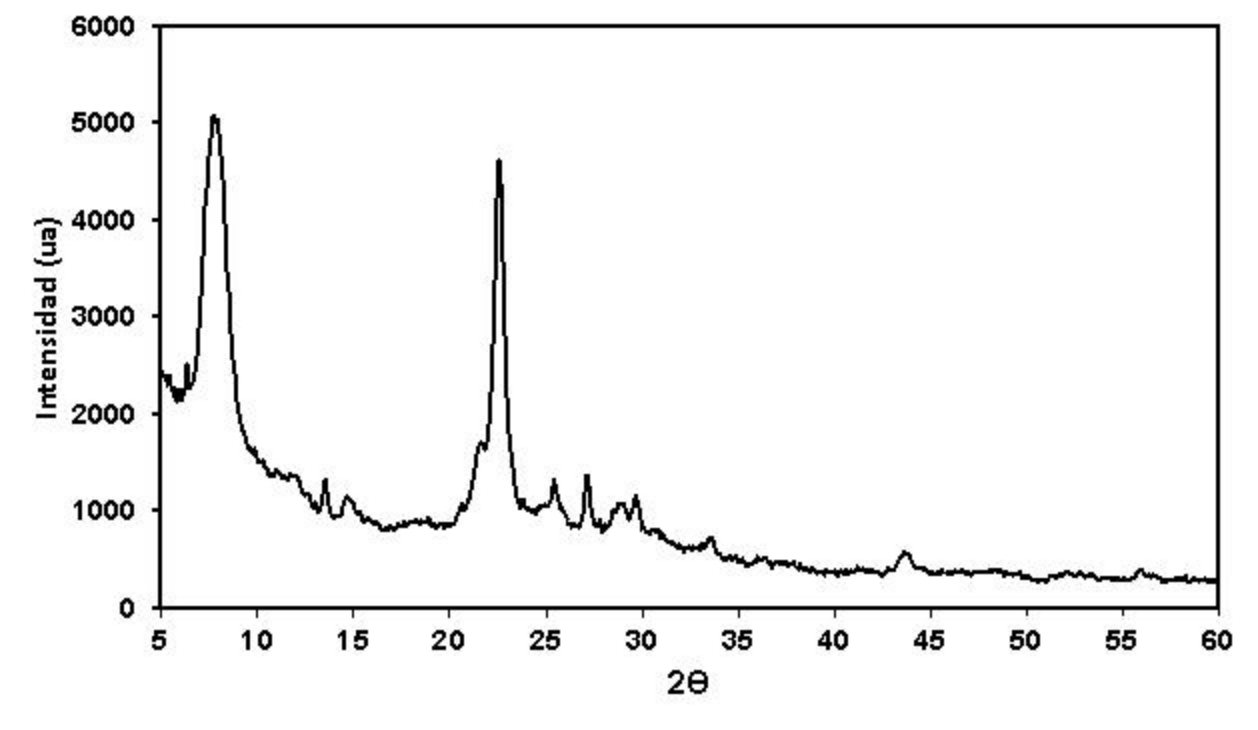
En la Figura 2 se observa unas señales en 8º, 13.4º, 14.4º, 21.2º, 22.3º y 43.5º, las cuales son características de la zeolita beta. Las señales a 2θ = 8º y a 22.3º, presentan una máxima intensidad con picos estrechos y bien definidos, característicos de este mismo tipo de zeolita 23.
3.2.2. Zirconia sulfatada (ZS)
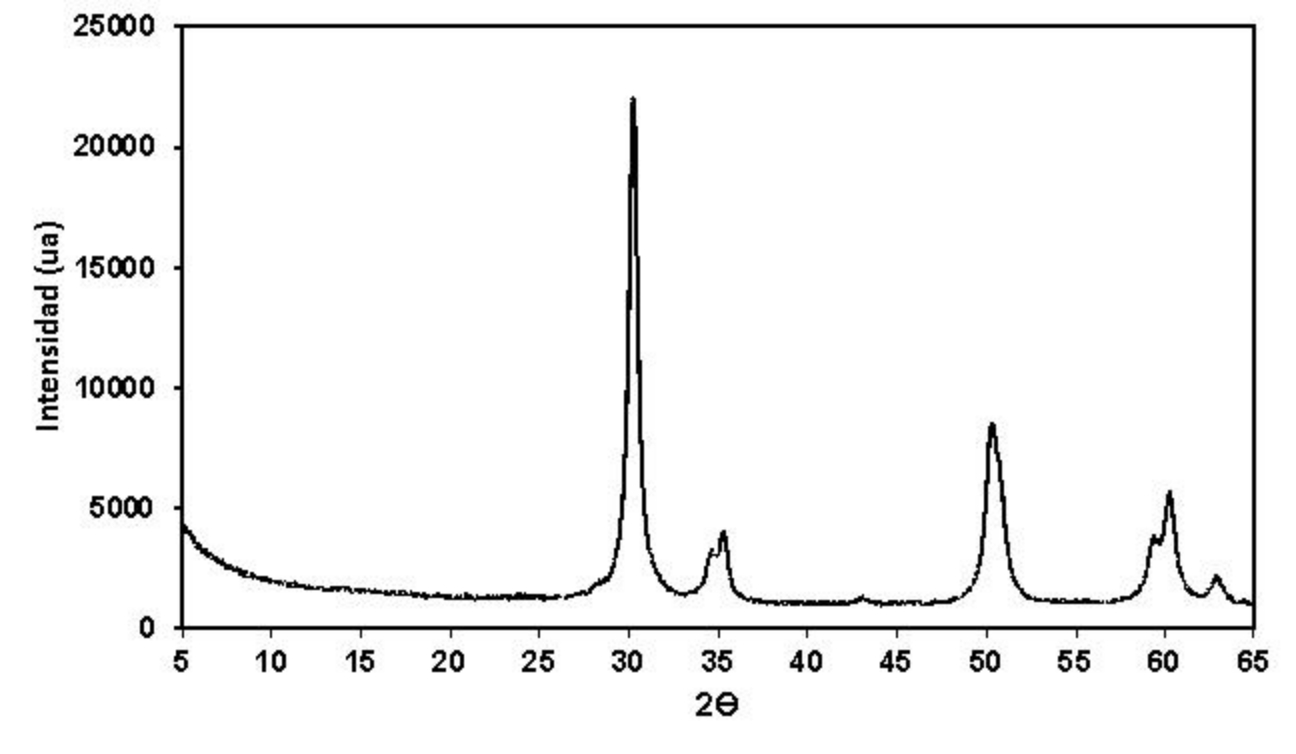
El difractograma obtenido para la zirconia sulfatada, muestra picos a 30º, 34.6º, 35º, 50º, 59.2º, 60º y 64º (Figura 3), los cuales corresponden a la fase tetragonal (ICSD 066787) 24,25, la cual fue formada y favorecida por la calcinación realizada a más de 600ºC 26.
3.2.3. Óxido de grafeno reducido sulfonado OGrS
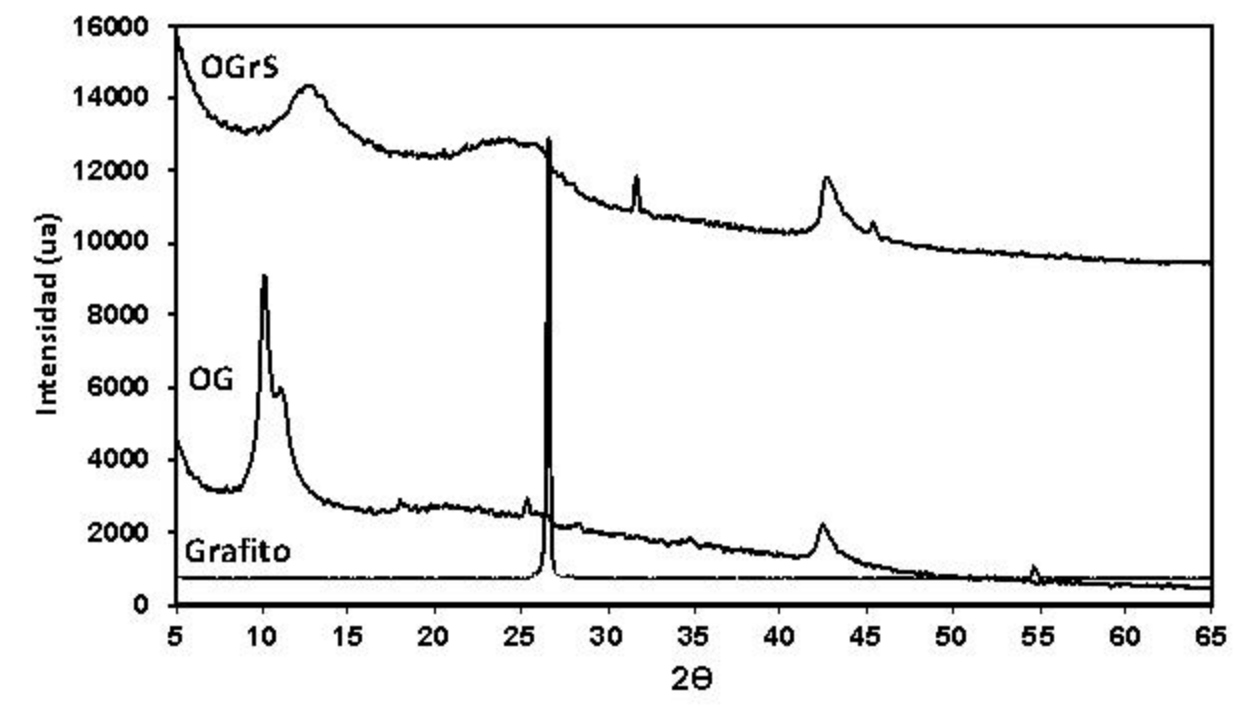
En la Figura 4 se puede observar los difractogramas para el grafito, óxido de grafeno y óxido de grafeno reducido sulfonado. Respecto al grafito (material de partida), presenta un pico muy pronunciado a 26.5º, el cuál es característico de este material. Después de realizar el proceso de oxidación sobre el grafito descrito en la sección 2.2.2, se evidencia la aparición de un nuevo pico a 10º, que corresponde a la presencia de especies oxigenadas como grupos hidroxilo, epóxidos y carbonilos. El tratamiento con diclorhidrato de hidracina promueve la reducción de algunas de estas especies 19, con lo cual se puede inferir que se logra realizar una reducción parcial. Esto es corroborado por el difractograma obtenido para el sólido OGrS, en el que se logra apreciar un pico a 13º que correspondería a grupos carbonilos e hidróxidos en su mayoría. El proceso de la sulfonación no altera la estructura del óxido de grafeno reducido.
En la Tabla 2, se muestra el área superficial del Amberlyst 15, zeolita beta, zirconia sulfatada y óxido de grafeno reducido sulfonado.
Tabla 2 Resultados del área superficial de los catalizadores.
| Muestra | A15 | Zβ | ZS | OGrS |
|---|---|---|---|---|
| Área superficial BET (m2/g) | 53 | 577 | 57 | 6 |
El valor de área superficial entre los catalizadores es muy variada; el A15 tiene un área superficial de 53 m2/g, comparado con 42.5 m2/g reportado en la literatura 27. Esto se debe a que el Amberlyst 15 es una resina macro reticular poco porosa 28. El área superficial de la zeolita beta (577 m2/g) corresponde al valor reportado en la para este sólido comercial de gran porosidad 29.
El área superficial para la zirconia sulfatada obtenida (57 m2/g), corresponde a la cristalización de este sólido en fase tetragonal, la cual fue favorecida por la calcinación a temperaturas superiores a 600°C efectuada durante la síntesis 26. Finalmente el catalizador OGrS presenta el menor valor de área superficial BET, 6 m2/g comparado con 2700 m2/g 30 reportado para las láminas completamente aisladas de grafeno, posiblemente debido al colapso de las nanolaminas y a la formación de agregados relativamente grandes y densos al secarse 31.
En la Tabla 3 se observan los resultados de la acidez de Brønsted-Lewis, determinados para el Amberlyst 15, zeolita beta, zirconia sulfatada y el óxido de grafeno reducido sulfonado.
Tabla 3 Resultados de la acidez de los catalizadores
| Muestra | A15 | Zβ | ZS | OGrS |
|---|---|---|---|---|
| Acidez Brønsted (µmol/g) * | 2370 | 463 | 162 | 1960 |
| Acidez Lewis (µmol/g) * | 0 | 352 | 90 | 0 |
*acidez de Brønsted y Lewis: Py-IR a 150 °C
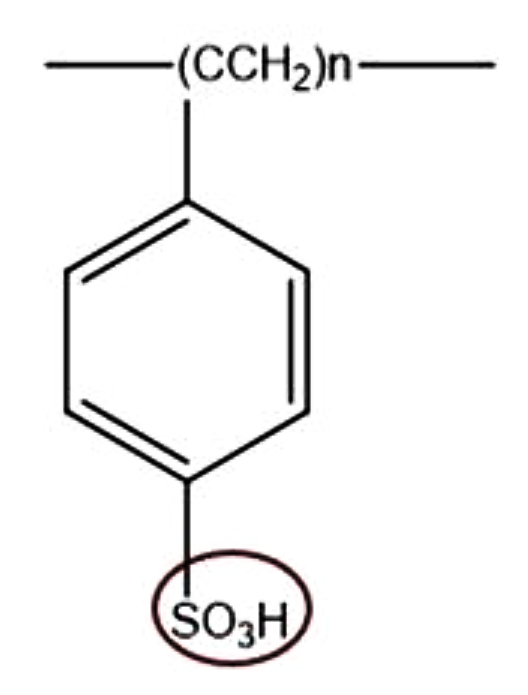
En el caso del Amberlyst 15, la presencia de los grupos sulfónicos en la superficie de la resina, generan acidez de tipo de Brønsted, Figura 5.
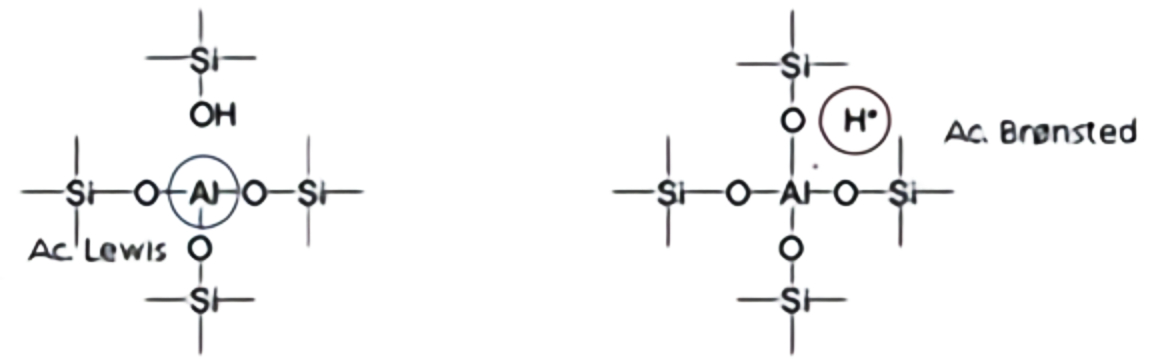
Por su parte, en la zeolita beta se presenta los dos tipos de acidez: Lewis (352 µmol/g) relacionada con la presencia de aluminio y acidez de Brønsted (463 µmol/g) ocasionada por la presencia de iones hidroxilo, Figura 6.
El catalizador zirconia sulfatada también presenta dos tipos de acidez: tipo Brønsted (162 µmol/g) por la presencia de iones hidronio y tipo Lewis (90 µmol/g) dada por la presencia del zirconio (Zr), Figura 7.
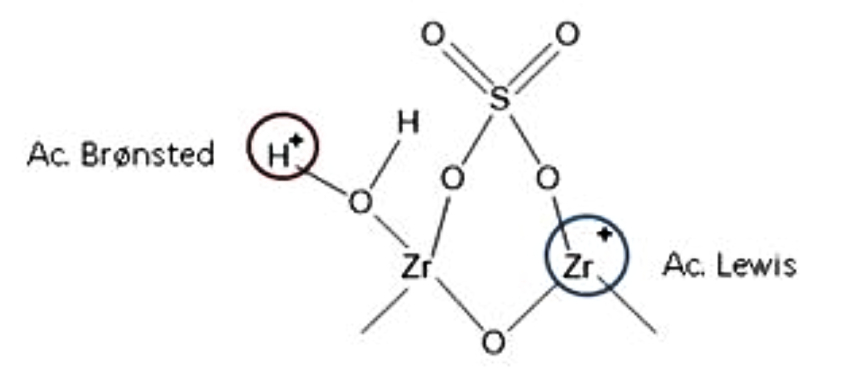
Figura 7 Estructura de puente bidentado del ion sulfato de superficie unido al óxido de circonio 32.
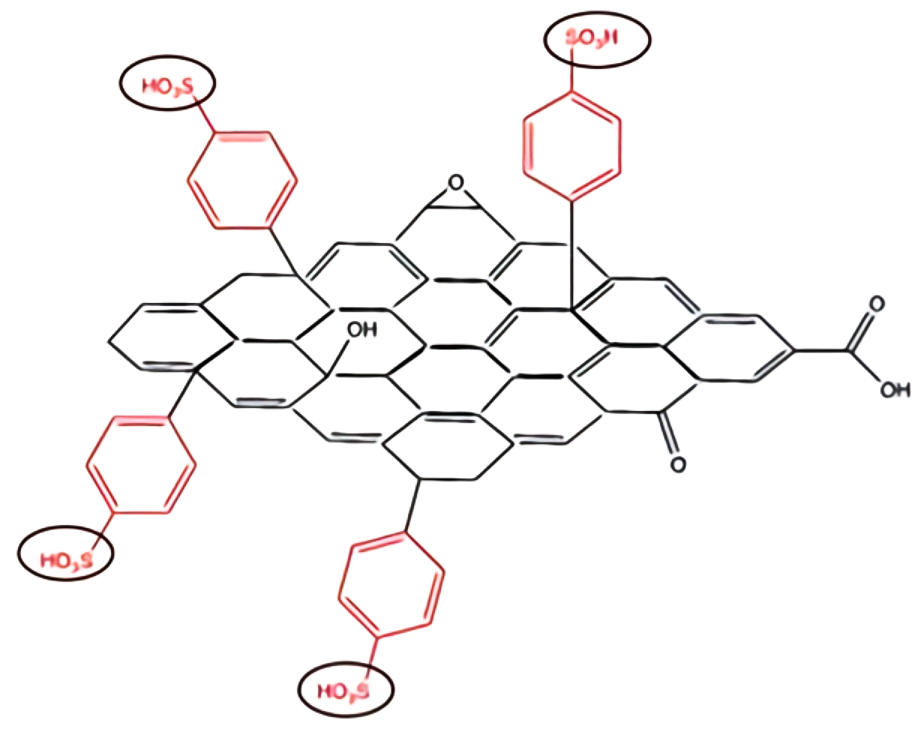
El tipo de acidez que presenta el OGrS es netamente acidez de Brønsted (1960 µmol/g) debido a la presencia de grupos sulfónicos en su estructura, Figura 8.
3.3. Evaluación de los parámetros de reacción
Teniendo en cuenta que el catalizador que presentó mayor valor de acidez fue el Amberlyst 15, este fue empleado en el acondicionamiento de la reacción de transesterificación determinando las mejores condiciones (mayor rendimiento) al evaluar la temperatura, tiempo, cantidad de catalizador y relación aceite-metanol.
Para la identificación de los productos de reacción (biodiésel), se emplearon cuatro patrones de FAME (los ésteres metílicos de: ácido oleico, ácido palmítico, ácido linoleico y ácido esteárico), ya que son los productos de los ácidos grasos mayoritarios en el aceite de palma según la norma NTC431 20. La identificación se realizó mediante la interpretación de los cromatogramas, y a partir de la relación de áreas se calculó el porcentaje de rendimiento (Ec.1). Para el acondicionamiento de la reacción se emplearon las condiciones mencionadas en la Tabla 4.
Tabla 4 Valores experimentales para la reacción de transesterificación del aceite de palma.
| Parámetro | Valores experimentales |
|---|---|
| Temperatura (°C) | 40; 55; 65 |
| Tiempo (h) | 4; 8 |
| % Catalizador | 1.0; 3.0; 5.0 |
| Relación molar (aceite-metanol) | 1-10 1-20 1-30 |
| Agitación | Ultrasonido- 42 kHz |
En la Figura 9 se muestran los resultados del acondicionamiento realizado. De acuerdo con los resultados, el mejor rendimiento hacia los ésteres metílicos de ácidos grasos, se obtienen empleando una temperatura de 40ºC, 4 horas de reacción, 3.0% de catalizador (respecto a los reactivos) y una relación aceite-metanol de 1-30.

Figura 9 Acondicionamiento de la transesterificación del aceite de palma empleando A15: (a) temperatura, (b) tiempo, (c) cantidad de catalizador, (d) relación molar aceite-metanol.
Empleando las mejores condiciones de reacción, se procedió a evaluar los catalizadores zeolita beta, zirconia sulfatada y el óxido de grafeno reducido sulfonado. En la Tabla 5 se presentan los resultados.
Tabla 5 Valores de porcentaje de rendimiento para los catalizadores empleados.
| Catalizadores | % Rendimiento (x10-2) |
|---|---|
| Amberlyst 15 | 67 |
| Zeolita Beta | 18 |
| Zirconia sulfatada | 13 |
| Óxido de grafeno reducido sulfonado | 56 |
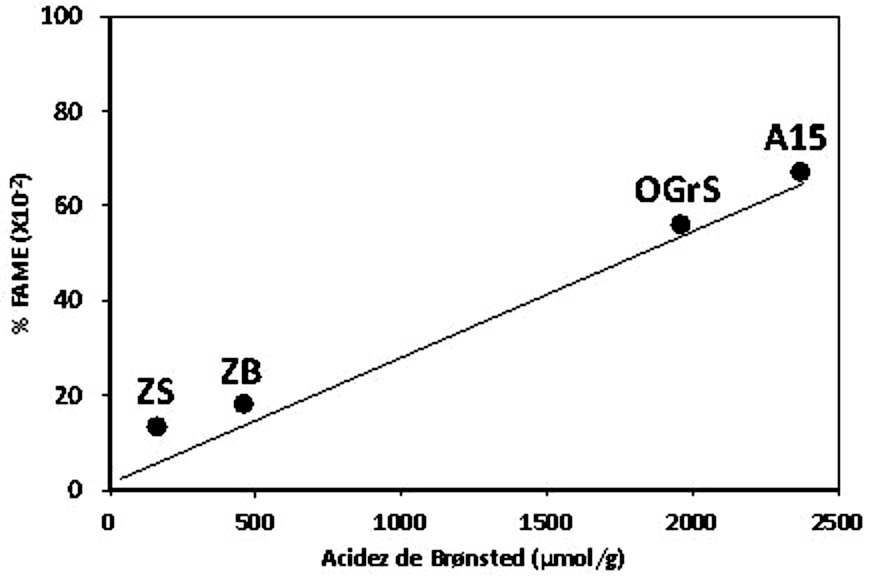
Un primer resultado demuestra que los porcentajes de rendimientos más altos, es decir para A15 (67%) y OGrS (56%) corresponde a los catalizadores con mayor valor de acidez de tipo Brønsted (A15: 2370 µmol/g y OGrS: 1960 µmol/g) (Tabla 3). Por el contrario, los catalizadores ZS y Z( son los que reportan menor valor de acidez de Brønsted, y únicos valores de acidez de Lewis.
3.3.1. Efecto del tipo de acidez
De acuerdo con los resultados, la conversión del AP se ve favorecida por la presencia de sitios ácidos de Brønsted más que por los sitios ácidos de Lewis. En este sentido, la Figura 10 muestra una correlación entre la conversión y la acidez. Esto sugiere que la transesterificación catalizada por sólidos ácidos está influenciada por la presencia de una alta densidad de sitios ácidos en la superficie 33. Por otro lado, tanto el A15 como el OgrS al ser materiales basados en carbono, pueden presentar hidrofobicidad que previene la adsorción de moléculas con grupos O-H (como el glicerol), lo cual permite que los sitios activos estén disponibles (33.
3.3.2. Actividad catalítica
Para la determinación de la actividad catalítica de los cuatro catalizadores estudiados, Amberlyst 15, zeolita beta, zirconia sulfatada y óxido de grafeno reducido sulfonado a través del TOF (Figura 11), se aplicó la Ec. 2 empleando la acidez de tipo Brønsted como los sitios ácidos activos en esta reacción 34.
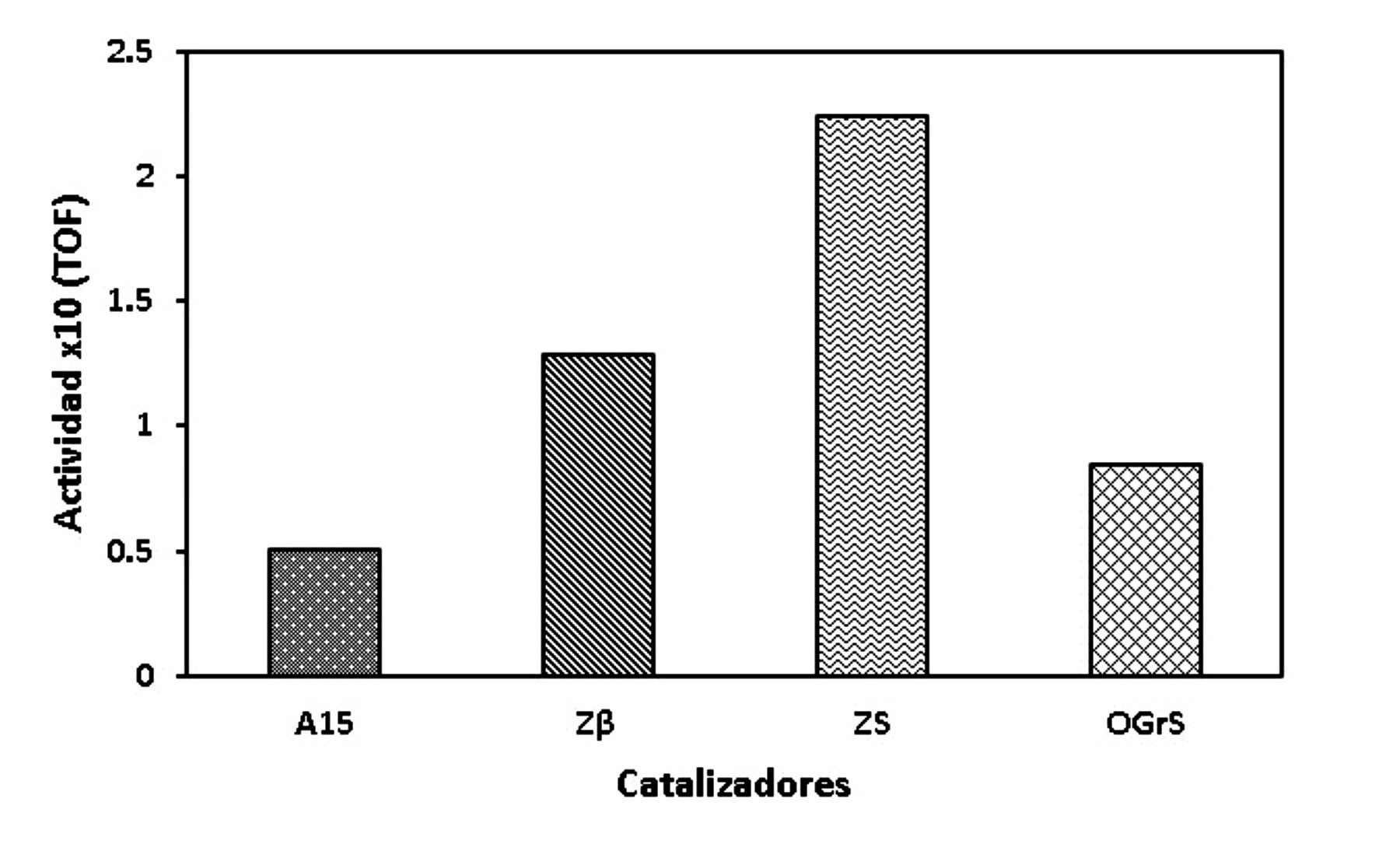
Los resultados demuestran que la zirconia sulfatada fue la que presentó un mayor TOF, es decir, aunque es la de menor acidez de tipo Brønsted fue el catalizador que mejor aprovechó los sitios activos de Brønsted. Esto probablemente podría estar relacionado con una alta dispersión de los sitios ácidos, permitiendo generar una mayor velocidad en el proceso de la adsorción-desorción.
3.3.3. Comparación de agitación mecánica versus ultrasónica
En la reacción de transesterificación del aceite de palma y el metanol catalizado por sólidos ácidos, es fundamental garantizar que los reactivos se dirijan hasta la superficie del catalizador (etapa de difusión) para la transformación a ésteres metílicos. La difusión además de ser realizada mediante agitación magnética puede ser promovida con el uso del ultrasonido 35. En este sentido, se comparó la agitación mecánica con agitación ultrasónica empleando el catalizador A15 en la transesterificación del aceite de palma con metanol.
Los resultados de la agitación mecánica (800 rpm), mostraron un porcentaje de rendimiento de 39%, mientras que con la agitación ultrasónica se alcanzó un 67% (Tabla 5). Esta diferencia de rendimiento se debe a que en el ultrasonido hay formación de burbujas cavitacionales asimétricas, las cuales implosionan generando energía que no solo tiene efectos mecánicos, sino también químicos 35. Otro efecto del ultrasonido, es que permite que se emulsifique mejor la mezcla de los reactivos y la materia prima 36.
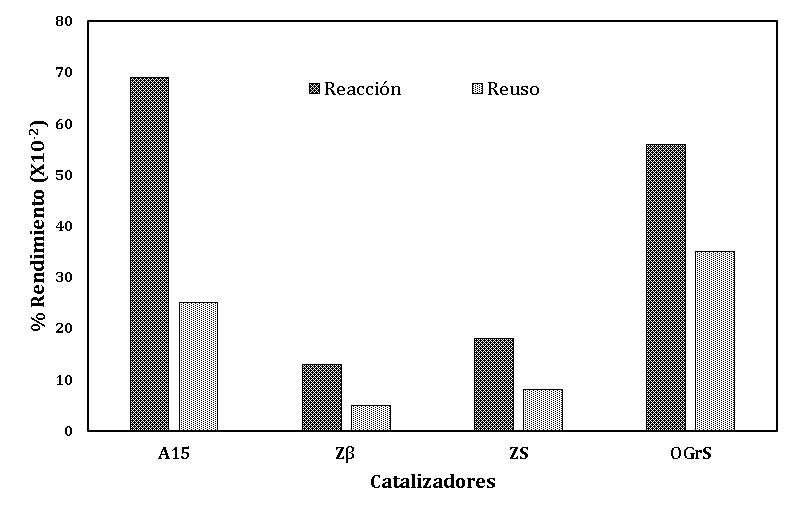
3.3.4. Estabilidad de los catalizadores
Con el fin de comprobar si existe regeneración de los sitios ácidos de Brønsted, se probó la estabilidad de los catalizadores en cuanto a su reúso (Figura 12).
4. Conclusiones
El presente estudio demostró que es posible llevar a cabo la reacción de transesterificación del aceite de palma híbrido (Elaeis Guineensis x Elaeis Oleifera) empleando catalizadores ácidos heterogéneos. Al estudiar los resultados de porcentaje de rendimiento del biodiesel respecto a cada uno de los catalizadores que presentaban diferentes valores de acidez, se puede concluir que la transesterificación se ve favorecida cuando se emplean catalizadores que tengan una alta densidad de sitios de Brønsted. En cuanto al tipo de agitación, se encontró que el ultrasonido genera un mayor porcentaje de rendimiento (67%), respecto a la agitación mecánica que apenas alcanzó un 39% en la producción del biodiesel utilizando el Amberlyst 15 como catalizador heterogéneo.

