











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares en
SciELO
Similares en
SciELO  Similares en Google
Similares en Google 
 Permalink
Permalink
1. Introduction
Colombia stands out as a setting for the manufacture and assembly of vehicles, trucks, buses, and auto parts, directed to supply the national and regional market. Being the fourth with the highest production of vehicles in Latin America, employing 2.6% (24,783 direct jobs) of the personnel engaged within the manufacturing industry and representing 4% of industrial GDP” 1. In the passenger bus section, the country has two assemblers in the mass passenger transport segment, Superpolo (Marcopolo) and Busscar de Colombia, which are used in the mass transport systems of the main cities of Colombia 1.
“The Colombian automotive market has been registering significant growth in the country. In 2011, the industry reached sales of more than 349 thousand units, which makes it one of the most dynamic sectors of the economy” 2. However, in recent years the sector has been experiencing difficulties, which range from the lack of qualified labour, low production capacity, low external prices and supplies of inputs, directly affecting the performance of the companies that are found in the sector, generating a decrease in their sales levels and financial results 3. Therefore, is important to generate strengthening initiatives that allow mitigating the gaps it confronts, both internally and externally, such as the free trade agreements that the country has.
Globalization, as a fundamental aspect for world economies, generates the opening of free trade agreements that improve negotiations and the prices of goods and services between countries; being of little benefit to the national automotive industry, due to the great differences in production capacity and technology 4. Although it is true that the automotive industry has been in the country for more than fifty years, it is in the process of improving and development, which is why in many cases it does not have the technological capacity to compete with some of the imported products.
It is important to consider, despite the situation, body assembly companies and auto parts manufacturers, through innovation and great Colombian talent, have known how to engage, overcoming various challenges throughout history that range from variations in the demand for vehicles, the closure of key export markets, adjustments in monetary policy and delays in infrastructure 5. Thus, for Superpolo to be able to compete with the international market and meet each of the demand specifications, it is necessary to implement new processes for the manufacture and assembly of BRT-type bus bodies for mass transport systems, since the maximum useful life of the vehicles that make up the Transmilenio system is at least 12 years 6.
This useful life limitation has a result a high seasonal demand for vehicles, added to the current consolidation of the mass transport system in the main cities, representing a market with significant potential, in addition to a high rate of purchases and acquisition of more advanced technologies 1. Based on the above, developing new articulated and bi-articulated buses for BRT-type mass transit systems, (called Bus Rapid Transit), is a necessity. This type of transport is characterized by the development of an infrastructure that gives priority to public transport in relation to transport in other types of vehicles. More than 45 cities in Latin America have made investments in BRT-type systems, representing 63.6% of the number of passengers in BRT-type systems worldwide 7.
This type of bus is available in several cities, with diesel and natural gas engines that comply with the environmental regulations required by the European standard Euro VI, which includes stricter limits for the emission of hydrocarbons (HC), particulate matter (PM). ), NOx (nitrogen oxides), solid particles and NH3 (Ammonia) emissions 8, managing to reduce emissions to the environment by more than 90% compared to those emitted by old generation buses that were traveling in the country.
The BRT buses that were manufactured had the objective of complying with the new standards defined in the 2018 Transmilenio tender, with the great challenge of delivering a significant number of units in a very short time. For this, it was necessary to adapt and improve various manufacturing processes and techniques, the development of new suppliers and have highly qualified personnel in all the processes of the company and its partners.
Carrying out the manufacture of this type of buses in Colombia, promotes the substitution of unit imports, guaranteeing the generation of employment for the country; Superpolo surpassed 2,100 direct jobs and more than 600 indirect jobs through suppliers. Strengthening innovation capabilities with its entire supply chain, by developing new solutions to face the demand for buses for the region's mass transportation systems.
2. Methodology
In order to generate innovation in this type of bus and its processes, a production system with a higher level of optimization and a technological component was developed and implemented, aligned with the new demand for Bogotá's mass transportation system. Where the new articulated buses presented several improvements, for example, a change in the arrangement of seats, better passive safety for passengers, improvement in the internal circulation of the bus and increased levels of ergonomics for the driver and their visibility.
Superpolo made a significant technological effort in the design of bodies for their manufacture on two types of chassis belonging to the companies Scania and Volvo. The Scania chassis is powered by a natural gas engine and meets the emission levels determined in the European Euro VI emission standard. Volvo chassis have diesel engines with Euro V technology, although a catalyst or filter is added to make them also comply with the Euro VI standard.
2.1. Marcopolo BRT bus with Scania chassis
It is a reference F340 HA 8x2 bi-articulated gas bus with a stoichiometric front engine (all oxygen and fuel react without any reagents remaining 9), with a capacity of 250 passengers and a length of 27.3 meters. From a design point of view, the vehicle's weight was reduced by 29 kg for each linear meter of bodywork, compared to the equivalent model that Superpolo had launched in 2012. The biggest challenge for body engineering was using a bi-articulated chassis. never tested front gas engine in the world; For this purpose, five different types of materials were incorporated into the design of the passenger compartment floor in a single piece to guarantee thermo-acoustic insulation, avoiding heat radiation and noise towards the driver. Figure 1 shows the prototype bi-articulated bus and in the lower part the definition of the floor with five materials, its final analysis by finite elements and the physical part installed, it is important to highlight that all the materials used are self-extinguishing or non-flammable.

2.2. Marcopolo BRT bus with Volvo chassis
These buses with a Volvo diesel engine were manufactured in two versions, a version for single-joint buses and the other for bi-articulated buses that share a large part of their design and motorization. The two types of buses carry 160 and 250 passengers, respectively. The buses with Volvo chassis, in both versions, had a 12,130 C.C diesel engine reference DH12E with 340 HP (1,400 to 1,800 RPM) and a torque of 1,700 Nm (950 - 1,400 RPM). This engine has a CRT catalyst, which is an abbreviation of the trade name "Continuously Regenerating Technology", in which the manufacturer first used NO2 for soot oxidation 10, allowing the emissions made by this engine to reach the levels required in the Euro VI emissions standard.
Summarizing, both types of vehicles limit their level of emissions to the requirements of the European standard Euro VI, so when comparing them with those that currently operate in the different mass transport systems, a substantial decrease is achieved in the amount of polluting materials product of combustion. Regarding the manufacture of the bus body or bodywork, relevant changes were made in the parts manufacturing processes, as well as the assembly lines, engineering, and development areas. Below are some of the methodologies and technologies that were implemented in the company for the development of the project. Figure 2 shows an image of the prototype vehicle already in operation.

2.3. Andon System
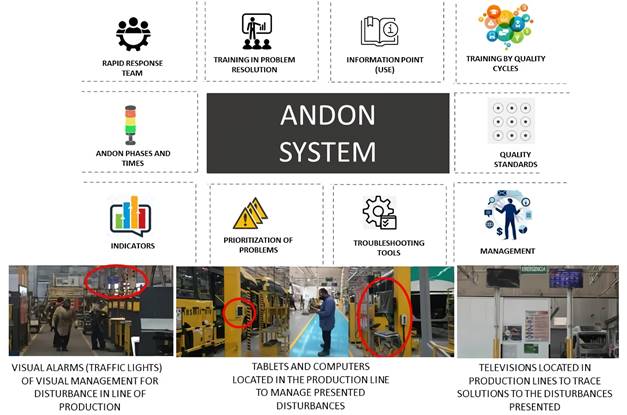
The Andon system (word in Japanese that means "signal"), is based on the request for help for the immediate and effective resolution of the problems that arise in the production process, thus allowing to reduce the time of problem solving, avoiding stopping the production line 11. This system provides information instantly through visible and audible signals when an abnormal situation occurs in the process, having the benefit of reducing disturbances until they are eliminated.
Within the company, this system allowed a comprehensive control of the production process, providing greater visibility of all employees and broad control of processes based on versatile information systems and executed in real time. The correct operation of the process was guaranteed through drives carried out on tablets or computers in the production plant, so that line workers could request support in the areas of manufacturing, engineering, logistics, quality, and maintenance. The notification of the Andon reaches the areas by means of email and a text message in the Telegram application and immediately you must move to the workstation and there provide a solution to the novelty presented. Figure 3 shows the general operating diagram of the Andon system and in the lower part the call-attention systems and the presentation panels of the general status of each station in the factory in real time.
2.4. Lamination area for parts in GRP (glass fiber reinforced plastic)
In order to ensure the quality required by the process and the parts curing times by Hand Lay-up, which is the simplest and oldest open molding method to manufacture parts, where the different GRP components are placed in a manual in the mold and a brush is used to apply the resin matrix on the reinforcement material, using manual rollers to roll the wet compound to ensure proper interaction between the reinforcement and the matrix, facilitating a uniform distribution of the resin and thus obtain the required thickness 12. An expansion of the rolling tunnel was carried out, which made it possible to generate an additional ten meters for the manufacture of parts, maintaining and improving the regulatory conditions of emission control for this type of production process. This process allowed to improve the quality of the product, since having more space, the pieces were not removed before they met the control parameters. The ergonomic conditions of the workers benefited, since lamps with greater capacity were installed and the work area of each worker was expanded, allowing greater mobility around the piece, improving the technique of application and use of spray guns. Figure 4 shows the internal and external views of the new spray lamination booth.

2.5. Bending of metal parts and assembly devices
With our own process engineering, a machine for bending profiles and window frames was designed and manufactured according to the requirements of each material to be worked and the sizes associated with the pieces required by BRT buses. Simultaneously, new assembly devices and loading assistants were implemented, so that the structures area could meet the production demand and the details required in the new products. Figure 5 shows on the left side one of the assembly devices of the structure developed at Superpolo and on the left side a machine for bending aluminum profiles also designed and developed at Superpolo.

2.6. Painting process
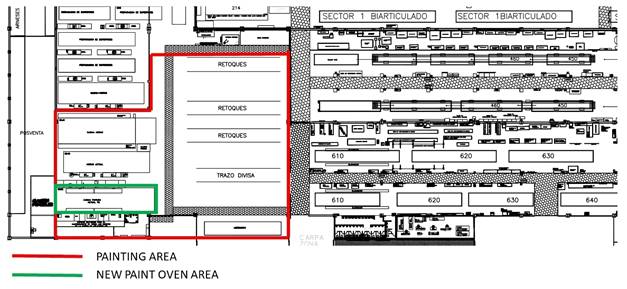
It was necessary to implement a new curing oven for the painting area that would allow meeting the production capacity required by the process that had three recirculation groups and three 15CV motors capable of generating a flow of 12,000m3 / h, fully plasticized. The drying system has an automatic drive to divert air from the painting phase to the drying phase, which is made up of a pneumatic cylinder, an electro-valve and the electrical system. Figure 6 shows the layout of the expansion of the painting area, including the new drying oven.
2.7. Anticorrosive application
A new “primer” anticorrosive application booth was added to the production plant, with greater technological advancement in the extraction system. The cabin was built with modular type polyurethane insulated panels with a thickness of 50mm, tongue and groove joints, with greater internal lighting from four neon tube panels and an inclination of 30 °.
2.8. New process for manufacturing GRP roofs
Due to the complexity of the technical conditions and the volumes required, it was necessary to implement the GRP roofing manufacturing process within the company. We had the support of a supplier with technical advice and technology transfer for the design and assembly of the new process, adapting the production plant.
The implementation of the process within the production plant, allowed to reduce the logistics costs to mobilize the product, eliminate the time spent in measurements when designing and implementing gauges (devices where the piece is introduced in order to determine if the dimensions of this are found), improve quality with greater control from the use of descriptive documents of the step-by-step operations that guarantee process times, increase preventive maintenance to the molds, order and cleanliness of the work area and storage of the finished product, allowing a verification prior to delivery on the production line. Figure 7 shows the roof manufacturing line which currently has the capacity to manufacture up to 13 roofs per day of the different references. As future work, the development of the roof “turning” system is beginning, as well as the evaluation of new technologies for their manufacture as they are; rtm light and vacuum systems.

2.9. Stability test
In order to comply with the requirements stipulated by the Ministry of Transport for the approval of bodies, it was necessary to design and implement a device to carry out the stability test within the company to estimate the rollover threshold, allowing the identification of lateral acceleration. maximum that the bus can withstand in a steady state turn, without risk of tipping. This test makes it possible to evaluate the different types of buses manufactured by the company, where “the stability of a vehicle must be such that the tipping point is not exceeded if the surface on which it is located is subjected to an alternative tilting movement towards both sides. with an angle of 28 ° from the horizontal” (13.
The challenge for the company in this process consisted in creating a device with a hydraulic platform to test the body models and verify their stability with the vehicle loaded by simulating the weight of the passengers, the cargo in the holds and all the parameters. required by national regulations for the homologation process; the test of a real vehicle is shown in Figure 8.

2.10. Leak test
In accordance with the challenges represented by the articulated and bi-articulated bus project, it was necessary to expand the hydraulic system of the leak test, which is an experimental method that consists of applying water to certain study areas imitating natural rain 14. The expansion was carried out by installing a new irrigation system with sectorized operation, allowing to go from a capacity of 18 meters to 27 meters. It is of great interest and part of the company's control that the final product goes through a final fault detection process, in this case the control of leaks into the bus, in order to guarantee the required level of tightness 14. In figure 9 you can see the test with a bus inside, its objective is to validate that there are no water leaks into the bus, and it can be used to check an articulated bus, the test time is 15 minutes per bus.

2.11. 3D printer in the R&D area
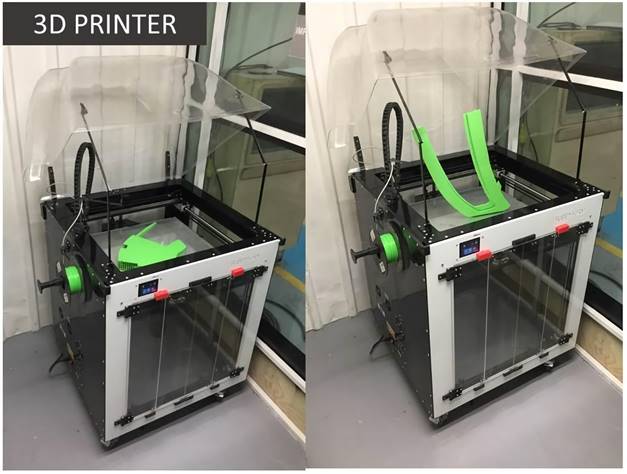
In order to reduce the number of manual processes, maintain optimized workflows in research and development projects and easier monitoring of work, a prototyping area for parts and molds based on a 3D printer was implemented, allowing tests to be carried out. with high flexibility of parts, pieces, and molds for different processes such as fiber. Figure 10 shows the printer in operation, it is of national manufacture and has allowed the elaboration of complex parts, rapid prototyping, the elaboration of tooling for the plant and the development of parts of models for the manufacture of molds.
2.12. Molds storage for manufacturing of GRP parts
In the storage of the molds, several opportunities were identified for the volume, speed, maintenance, and handling of these in a safe and efficient way within the production process. The decision was the construction of an area for them, considering the variables of security, number of molds, ergonomics, demarcation, and identification. The area has 3 levels and has an elevation system for ascent and descent, in addition 5S's concepts were used to improve circulation and efficiency in the operation; For example, the most used molds should be closer to the elevator. Figure 11 shows the storage building, the exterior on the left and the first level on the right. The current capacity of the mold warehouse is 650 and at this moment it is at 92% of its capacity.

2.12. Storage of original chassis components
To ensure the correct arrangement, preservation, and delivery of the original chassis components to the correct workplace, mobile devices were manufactured, and storage boxes were organized with a visual identification system for each part, which allows the factory operator and warehouse operator, have a referential view of the components that must be stored and their order for proper management. Figure 12 shows the stages of storage and preservation of chassis parts, which range from component disassembly, storage, protection, identification, and delivery to workstations.

3. Results
The demand for units for the bus fleets that operate in Bogotá and the export to countries in the region, generated that the production plant had to increase its installed capacity to be able to manufacture between four and five articulated and biarticulated daily plus the regular production of five to seven units a day in different types, as well as the preparation of the factory for new technologies such as electric and hybrid buses 15. This challenge led Superpolo to implement systems suited to this demand, increases in the capacity of some sectors and machines, the development of some manufacturing, transportation or assembly systems, the purchase of new machines and the training of personnel. The most relevant were those exposed in the previous section, and it is very important to highlight the integration and interaction between all of them with existing systems and with the need to increase production 14.
All the implementations were successful and each one has been bearing fruit; however the management systems stand out to make all this work efficiently and within this work the Andon system stands out., expand the output rate of fiber parts in the rolling mill, design and implement a machine for bending metal parts, ensure the assembly of new drying and painting ovens, install a new anti-corrosion application booth, develop the manufacturing process of ceilings internally and perform stability and filtration tests for regulatory compliance, generating the following benefits in processes and products: cost reduction in oven drying cycles, by recirculating 85% of the hot air, 30% improvement in product development times with the 3D printer, generation of models with fewer adjustments in geometry, greater fidelity of the models with respect to CAD designs, with the device for stability tests we have improved by 10 % the approval time before the Ministry of Transportation and the cost per test was reduced by 80%, with the manufacture of GRP roofs, the verticalization has been achieved of 100% of the roofs with a reduction in costs of 32% and the generation of at least 11 direct jobs, with the implementation of Andon we have started a new phase towards the implementation of OEE (Global Equipment Effectiveness) measurement for the machines in the parts manufacturing processes and paint booths, the storage of molds for GRP has allowed better control and scheduling of their maintenance, and finally with the storage of chassis components we have reduced the damage and loss of these elements by about 20%.
Finally, it is important to highlight that the inclusion of new technologies in the different processes makes the labor required for management, maintenance, and administration increasingly prepared, which results in a better level of income and in general the hiring engineers of different specialties. In the long term, this type of systems will allow to observe an impact on the economic, social, and environmental development of the cities where they are implemented 16.
4. Conclusions
The development of R&D projects allows strengthening the capacities of companies in the country to forge new products and processes, generate knowledge, employment and strengthen the industry to prevent the importation of buses. This project established the bases for Superpolo to adapt to the manufacture of the new generation of electric buses, which are part of the future of mobility and entail a higher level of technological capabilities for their appropriation.
It is necessary to emphasize that Colombian companies in the automotive sector must maintain constant innovation in their manufacturing and assembly processes to be competitive. Other countries have achieved higher levels of efficiency, reduced their production costs, and offered differential and innovative products with new design proposals and better technology. One of the main advantages of BRT systems is linked to the reduction of the environmental impact that the implementation of these systems brings, as opposed to maintaining traditional transport bus systems.
As a result of the project carried out, it is important to conclude that the proposed objective was met, which was the implementation of new processes and improved technical developments in the production plant, in accordance with what is required in the tender, allowing healthy and ergonomic environments for workers, and guaranteeing the production flow with more efficient processes. Additionally, the improvements made in the company allowed 200 low-floor articulated buses to be manufactured for Transantiago (RED) in parallel with the last delivery of Transmilenio units with 25% less delivery time.
Challenges continues, at this time we have entered a time of generalized crisis due to the pandemic and other social aspects that have affected our nation. However, the implementation of tools to increase capacity has also allowed us to prepare for these difficult times, since our systems today are more agile, with a faster response and with the ability to adapt the factory and its processes to the market necessities.

