











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
PermalinkIntroducción
El proceso de validación se puede definir como la técnica mediante la cual se establece evidencia documentada, con alto grado de aseguramiento, de que un proceso específico proporciona en forma consistente un producto que cubre con las especificaciones predeterminadas y sus atributos de calidad (WHO, 2006, 2013).
Las Buenas Prácticas de Fabricación exigen que los fabricantes identifiquen las tareas de validación que son necesarias para demostrar el control de los aspectos críticos de sus operaciones específicas (EC, 2010). Un paso fundamental en la toma de decisiones sobre cuál o cuáles son los equipos o sistemas que serán sometidos al proceso de validación es una tarea compleja, que generalmente se inicia con un análisis de criticidad.
El Análisis de Criticidad (AC) es una metodología que permite establecer la jerarquía o prioridades de procesos, sistemas y equipos, creando una estructura que facilita la toma de decisiones acertadas y efectivas, direccionando el esfuerzo y los recursos en áreas donde sea más importante y/o necesario (Montaña-Riveros, 2009). Es recomendable que el análisis de criticidad se obtenga de una evaluación inicial de los riesgos presente en el proceso.
La identificación de “que cosa es la que puede andar mal” es una etapa importante de un proceso de evaluación o análisis de criticidad. Los accidentes solo pueden ser prevenidos anticipándose a la forma en que estos pueden ocurrir. Virtualmente cualquier operación industrial en la que se utilice energía, maquinarias, productos químicos, etc., es potencialmente riesgosa, y los accidentes en el ámbito laboral, tales como caídas, electrocución, contacto con partes de equipos, etc., son comunes a la mayoría de las industrias. Sin embargo, los tipos de riesgos que más preocupan a los profesionales involucrados en un análisis o evaluación de criticidad, son los denominados Riesgos Mayores, tales como accidentes que pueden afectar a una parte considerable de la fuerza de tareas, e inclusive a terceros fuera de los límites de la planta o instalación (García et al., 2012; Lorenzo-Hernández, 2002).
Los métodos para la identificación de riesgos suelen estar basados en los principios de diseño, listados de verificación, buenas prácticas, experiencia y sentido común. Sin embargo, no siempre brindan un grado de exploración suficientemente comprensivo de los escenarios donde existe la potencialidad para la ocurrencia de fallas.
Las técnicas de identificación o Análisis de Riesgos pueden clasificarse de la siguiente manera:
Métodos comparativos: se basan principalmente en el conocimiento adquirido a lo largo del tiempo. Las listas de verificación (check lists) y los índices de riesgos son métodos comparativos (Malchaire, 2009).
Métodos fundamentales: son formas estructuradas que ayudan a estimular a un grupo de personas a aplicar la previsión en conjunción con su conocimiento de las tareas, mediante la formulación de ciertas preguntas o el uso de palabras guía. Entre los ejemplos de este tipo de metodología se pueden citar los siguientes:
HAZOP (Hazard and Operability Studies) Estudios de Riesgo y Operatividad (Dunjó et al., 2009; Liin et al., 2010).
FMEA (Failure Modes and Effects Analysis) Análisis de Modos de Falla y Efectos (Oldenhof et al., 2011).
Análisis “What-If” (Menzies & Sinsel, 2000).
PHA (Preliminary Hazard Analysis) Análisis Preliminar de Riesgos (AEC, 2013).
Diagramas lógicos de falla: son métodos que mediante gráficos representan la lógica de una falla, por ejemplo, los Árboles de Falla y de Eventos (DWC, 2006).
Según las producciones científicas, la técnica de identificación de riesgo más adecuada depende del contexto operacional donde se aplique. Autores como Kotek, Aguilar y Torres utilizan los métodos fundamentales para obtener un criterio a la hora de priorizar los activos de mantenimiento (Aguilar-Otero, Torres-Arcique, & Magaña-Jiménez, 2010; Kotek & Tabas, 2012). Leeuwen, Nauta y Kaste, utilizan la técnica FMEAC como un elemento analítico a la hora de diseñar el plan maestro de validación (Leeuwen, Nauta, & Kaste, 2009). Wang y Gao, adoptan la técnica HAZOP para procesos industriales complejos (Wang, Gao, & Wang, 2012). Por otra parte, Castillo, Brito y Fraga, se inclinan por análisis de criticidad personalizados (Del-Castillo-Serpa, Brito-Ballina, & Fraga-Guerra, 2009).
Teniendo en cuenta lo antes planteado, el presente trabajo tiene como objetivo principal identificar aquellos equipos y sistemas auxiliares sujetos al proceso de validación, en la obtención del principio activo policosanol (PPG); a través de un análisis inicial de criticidad. Para alcanzar los resultados planteados se utilizará una combinación de las técnicas de identificación o análisis de riesgos, antes mencionadas, la cual denominaremos HAZID (Hazard Identification), por sus siglas en inglés. Los resultados alcanzados permitieron a los especialistas de control de la calidad, obtener un criterio de partida para justificar la inclusión de un equipo o sistema al cronograma de validación de la empresa.
Metodología
El método utilizado se basa en la implementación de un procedimiento para clasificar los equipos y sistemas en niveles de riesgo e inferir el índice de criticidad que presentan los activos. Se llevará a cabo por un equipo, donde, luego de una “tormenta de ideas”, se identifica, evalúa y se proponen medidas preventivas para minimizar tanto las consecuencias que pueden llegar a generar incidentes, como las posibilidades de que tal incidente se lleve a cabo. La secuencia de pasos a seguir para implementar el procedimiento se muestra en la tabla 1.
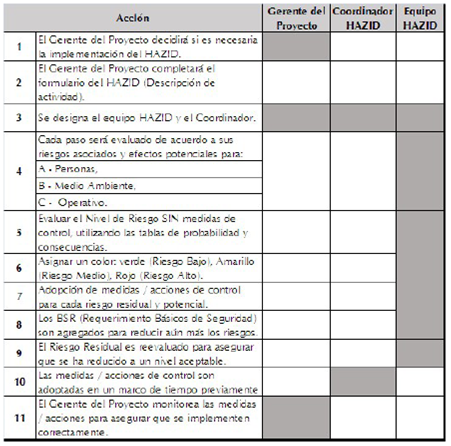
El proceso para determinar la criticidad del sistema puede ser tan sencillo como el que aquí se plantea (ISPE, 2008;Mariani, 2008).
¿Qué puede salir mal? (Riesgo)
¿Si sale mal, cuán serio será? (Consecuencia).
¿Cuál es la probabilidad de que salga mal? (Probabilidad de ocurrencia).
El Nivel de Riesgo es una combinación de estos criterios.
Riesgo = Consecuencia x Probabilidad
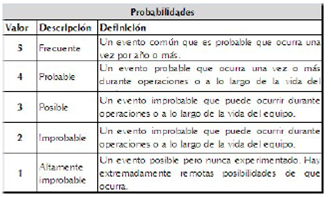
Al juzgar la probabilidad, (posibilidad de que algo salga mal) los factores deben ser considerados en función del daño hipotético ver tabla 2.
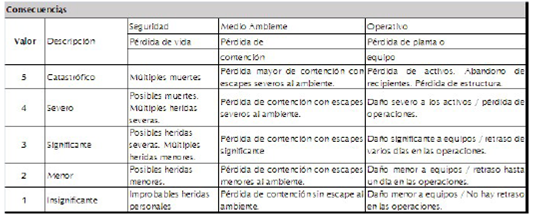
Al analizar las consecuencias, deben entrar en consideración los siguientes factores:
Seguridad. Lesiones a personas, grado de las mismas, Ej., fatal, mayor, menor.
Ambientales. Pérdida de contención, grado del mismo, Ej., mayor, serio, menor.
Operativas. Daño a la planta o equipos, y grado del mismo, Ej. pérdida total, mayor, menor.
A continuación, en la tabla 3 se muestra las descripciones de las consecuencias con un valor cuantitativo asignado.
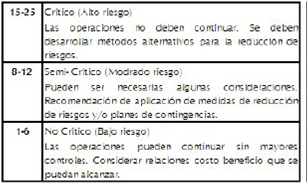
El Nivel de Riesgo es el producto de la consecuencia por la probabilidad. El resultado será un valor entre 1 y 25 y que se puede observar en la tabla - Matriz de Nivel de Riesgo de la figura 1.
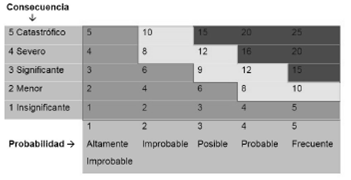
Los riesgos son categorizados como Alto (Crítico), Moderado (Semi-Crítico) o Bajo (No Crítico), dependiendo del valor obtenido al multiplicar consecuencia por probabilidad. Cuanto más alto es el valor obtenido, más alto el riesgo de aceptabilidad. De esta forma obtendremos la tabla 4.
Resultados y Discusión
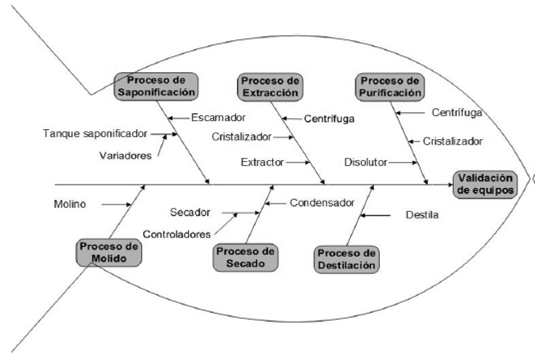
El primer resultado está asociado con la identificación de los equipos que serán evaluados, reflejado en un diagrama de ISHIKAWA de la figura 2 (Álvarez-García, Fraiz-Brea, & del-Río-Rama, 2012; Kaoru, 2012; Surhone, Tennoe, & Henssonow, 2010).
A modo resumen se evidenciarán los resultados obtenidos para los equipos de la empresa bajo análisis. Para la clasificación de los sistemas auxiliares se siguió el mismo procedimiento.
El objetivo en este caso es analizar cuanto impacta el equipo como tal, en la producción. Se seleccionaron aquellos activos que son declarados como equipos por el departamento de mantenimiento.
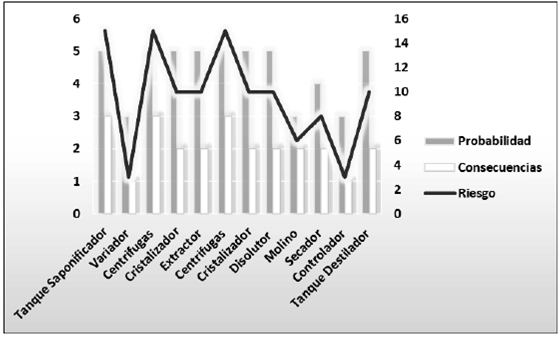
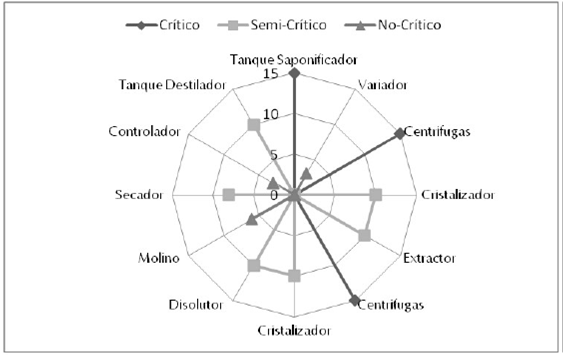
El valor cuantitativo para el nivel de riesgo se puede observar en la figura 3. En el margen derecho encontramos los valores de la probabilidad de ocurrencia y las consecuencias; y el margen izquierdo está asociado a los niveles de riesgo. La figura 4, ilustra en forma de radal el mapa de criticidad de los equipos de la empresa. Esta técnica permite visualizar de forma gráfica y resumida los elementos críticos en el sistema de forma cualitativa.
Como se ha planteado hasta ahora el riesgo es el producto de la consecuencia por la probabilidad. De esta manera podemos entender los riesgos y diseñar mejores acciones para la prevención y control. Sin embargo, en la mayoría de los casos, las acciones recomendadas se quedan así, en recomendaciones las cuales, en la mayoría de los casos no son implementadas o si lo son, no se les da seguimiento para validar el impacto real en la disminución del riesgo. El procedimiento seleccionado es una combinación de las técnicas de riesgo analizadas, basada fundamentalmente en el Análisis de Modos de Falla y Efectos, en combinación con una calificación o jeraquización del grado de criticidad del riesgo. Este método es normalmente empleado para la planeación del mantenimiento centrado en confiabilidad, ya que nos permite lograr un entendimiento global del sistema, así como del funcionamiento y la forma en la que pueden presentarse las fallas de los equipos que componen este sistema. Las acciones derivadas del método quedan definidas como acciones o tareas de mantenimiento; lo que permite diseñar una estrategia completa de mantenimiento aplicando criterios de riesgo para cada activo o equipo considerado en la evaluación. Otra de las utilidades del método planteado es que sirve de referencia para poder evaluar aquellos activos de la instalación que serán sometidos al plan maestro de validación con criterios de selección orientados al riesgo. De esta forma podemos asegurar que el plan de mantenimiento se aplica a los equipos que representan un mayor riesgo para las personas, medio ambiente, producción e instalación.
Si analizamos puntualmente los valores representados en la figura 4, podemos llegar a la conclusión de que solo se consideran como críticos las centrífugas de las áreas de extracción y purificación, así como el tanque reactor del área de saponificación. Esto nos sugiere incluir de forma directa estos activos en nuestro plan de validación. El resto de los equipos como tal no impactan de forma directa, lo cual no significa que no se tendrán en cuenta.
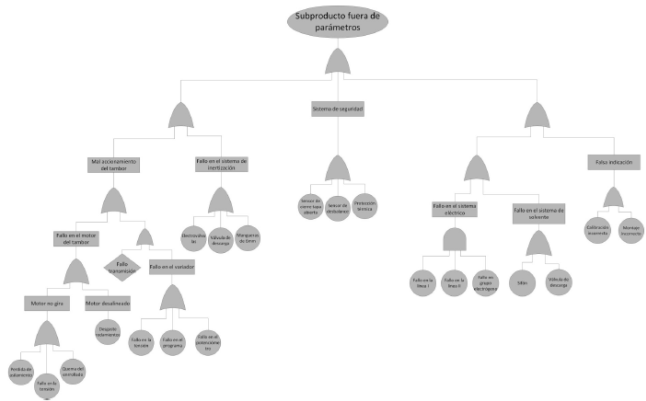
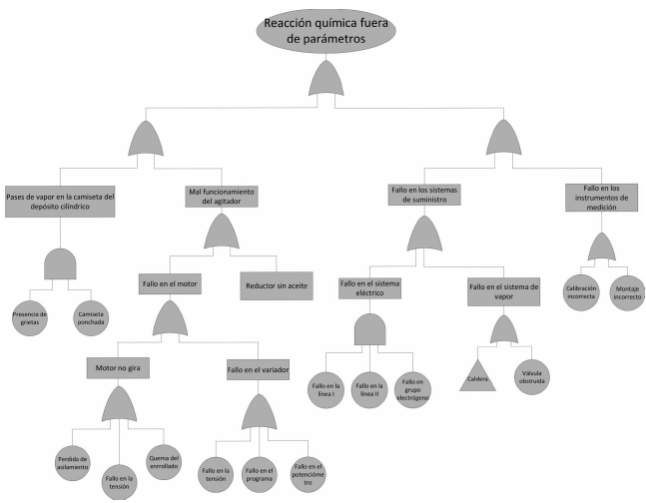
Posteriormente se obtuvo el árbol de falla de cada activo crítico; o sea equipos de alto y moderado riesgo, figura 5 y figura 6. El análisis por árbol de falla (AAF), es una herramienta importante en la investigación de potenciales problemas y riesgos ya que proporciona información para mejorar, modificar y optimizar a los equipos y sistemas. En el estudio se utilizó con el objetivo de representar de forma gráfica la secuencia de eventos que provocan la falla final del activo después de aplicar las medidas de control. En otras palabras, es la técnica que se utilizó para la supervisión y control del riesgo residual.
Según la metodología establecida, en la última etapa se establecen las medidas de control en un marco de tiempo previamente aceptado. En el caso bajo análisis las acciones de control son las siguientes:
Se incluirá en el cronograma de validación aquellos equipos cuyo nivel de riesgo sea alto (Equipos Crítico),
Se calificarán aquellos sistemas o elementos cuyo nivel de riesgo sea moderado-alto (Equipos Semi-Crítico),
Se implementarán procedimientos de mantenimiento preventivo a los equipos y sistemas cuyo nivel de riesgo sea moderado-bajo (Equipos Semi-Crítico),
Se asistirán de forma correctiva a los equipos, elementos y sistemas cuyo nivel de riesgo sea bajo (Equipos No Crítico).
El siguiente paso es repetir el procedimiento a los sistemas auxiliares y determinar cómo impactan en la producción. Tal puede ser el caso que un secador quede en la categoría Semi-Crítico pero el sistema de distribución de vapor en este punto se considere como un sistema crítico. El planteamiento anterior nos indica que debemos enfocar las tareas de validación al sistema de distribución de vapor y no al secador como tal.
Conclusión
Con la aplicación del análisis de riesgo, empleando identificación de fuentes de fallos como el Diagrama de Ishikawa, Análisis de Modos de Falla y Efectos, Árboles de falla y otros, podemos llegar a conclusión de que solo se consideran como crítico las Centrífugas y los Tanques Saponificadores; por lo que se propone incluir estos activos en el plan de validación de la empresa.
El análisis permitió obtener un criterio práctico para proponer las acciones de control, según la técnica de gestión del riesgo residual utilizada. Adicionalmente la metodología propuesta permite además de organizar las acciones de trabajo, establecer prioridades en la gestión de la tecnología según los daños ocasionados al personal, a la planta física o al medio ambiente.
Para evaluar la criticidad del proceso de manera íntegra, es necesario repetir el procedimiento a los sistemas auxiliares y obtener el mapa de criticidad final del proceso.

