











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
1. INTRODUCCIÓN
La matriz de generación eléctrica en Colombia muestra una alta participación de energías renovables mediante la energía hidráulica, la cual abarca cerca del 70 % de la capacidad instalada nacional [1]. Sin embargo, en el contexto del cambio climático de nuestro planeta, se presentan algunos hechos que representan retos importantes para garantizar una oferta y demanda energética consistente y sostenida en el tiempo. Estos son: la vulnerabilidad que presenta la energía a partir de fuentes hídricas, asociada al aumento en la frecuencia e intensidad de fenómenos climáticos extremos y el crecimiento de la demanda energética en Colombia el cual tiene una expectativa de aumento cercana al 51 % para el año 2.030 [2].
Teniendo en cuenta lo anterior, se requiere estructurar y seguir lineamientos dirigidos a aumentar la resiliencia y la complementariedad de la matriz energética nacional mediante el uso de fuentes renovables, con el fin de satisfacer la demanda y cumplir con el compromiso de reducir progresivamente las emisiones de gases de efecto invernadero hasta un 20 % para el año 2.030 [3]. El objetivo de garantizar el acceso a una energía asequible, sostenible segura y moderna presenta indicios alentadores, como son: la tendencia decreciente en los costos de generación de energía renovable, el alto interés del sector privado por estructurar proyectos energéticos, así como el alto potencial de recursos renovables no convencionales.
En el caso de la biomasa, el potencial estimado de los residuos agrícolas en Colombia es de 33.540 TJ/año [1]. Los residuos de biomasa podrían reemplazar parcialmente el carbón en procesos de generación de energía eléctrica y calor. Como ejemplo, a nivel global la Unión Europea está desarrollando un programa cuyo objetivo es reducir las emisiones de gases de efecto invernadero (GEI) en el 2.030 en un 40 % y una de las estrategias usadas es el reemplazo de la combustión de carbón por biomasa o la co-combustión carbón biomasa [4].
Dos tipos de biomasa de interés son los residuos agrícolas y forestales. Por ejemplo, en el país se generan aproximadamente 22.000 toneladas al año de borra de café, en base seca, sin un uso específico. Las fábricas lo utilizan como combustible en las calderas, otra parte es incinerada sin uso definido y un porcentaje alto tiene una disposición final en rellenos sanitarios [5]. Adicionalmente, se usa como agente fertilizante, ingrediente en alimentación animal [6] y aplicaciones en la extracción y producción de compuestos de alto valor, tales como hongos, enzimas, ácidos orgánicos, etanol y bio-combustibles [7]. En cuanto al aserrín de pino se encuentra dentro de una categoría de las biomasas sólidas más usadas y competitivas que existen para la generación de calor en instalaciones con grandes consumos, procesos de co-combustión con carbón a escala industrial en plantas térmicas o calderas y para reducir la dependencia de los combustibles fósiles [8]-[11]. De acuerdo al Plan Nacional de Desarrollo Forestal 2.000-2.015 promovido por Fedemaderas, se espera que se pueda usar un potencial de cultivo de pino de aproximadamente 20 mega hectáreas para la producción de biocombustibles [12], [13].
Sin embargo, el uso de la biomasa en procesos térmicos presenta serios retos debido a sus características fisicoquímicas. Las biomasas en comparación con el carbón, presentan una alta humedad, baja densidad, bajo poder calorífico, contenido de oxígeno alto y algunas de las biomasas agronómicas son biodegradables y tienen una naturaleza hidrófila e higroscópica [14], [15]. Con el fin de mejorar las desventajas antes descritas, se ha propuesto en la literatura la tecnología de pretratamiento térmico denominada torrefacción. Este proceso consiste en someter a las biomasas en un rango de temperatura entre 200 y 300 °C en una atmosfera típicamente inerte en periodos de tiempo variables. Como consecuencia de este pretratamiento, se obtiene un material con mayor densidad energética, menor contenido de humedad, mayor hidrofobicidad, mejor capacidad de molienda y menor contenido de oxígeno en comparación con la biomasa inicial [16].
Chen y Kuo [17] mediante análisis termogravimétrico (TGA) realizaron un proceso moderado (240 °C) y uno severo (275 °C) a cuatro biomasas (bambú, sauce, cáscara de coco y madera). Los autores recomiendan la operación moderada, debido a que esta tiene un impacto significativo en la degradación de la hemicelulosa mientras que el impacto es menor en las fracciones de celulosa y lignina. En condiciones moderadas se logró obtener combustibles sólidos con alta densidad energética. El proceso severo favoreció las fracciones líquidas y gaseosas, para el bambú y el sauce principalmente, lo cual penalizó el rendimiento másico de los sólidos dificultando su posterior uso en aplicaciones térmicas.
Yue y colaboradores [18] evaluaron las siguientes temperaturas 250, 275 y 300 °C, usando sorgo como biomasa. Los autores encontraron que se incrementó la densidad de energía de esta biomasa hasta 1,6 veces después del proceso de torrefacción a una temperatura de proceso de 300 °C. Por otra parte, en cuanto a los componentes macromoleculares, la celulosa y la mayor parte de la lignina fueron más tolerantes a la descomposición en altas temperaturas del proceso. Cuando la temperatura incrementó desde 250 °C hasta 300 °C el rendimiento de la fracción líquida soluble en agua se incrementó desde 9.44 % hasta 15.29 % debido a una alta velocidad de descomposición. El mismo efecto fue observado en los gases no condensables (principalmente CO y CO2) al incrementar la temperatura; lo que conllevo a una disminución del producto sólido de la biomasa después del proceso de torrefacción.
Por otro lado, Cardarelli A. y colaboradores [19], evaluaron el efecto de la temperatura de torrefacción en la reactividad para la combustión de la borra de café. Los resultados mediante TGA mostraron que el mayor índice de combustión o reactividad fue obtenido a una temperatura de 235 °C. Además, los autores calcularon los parámetros cinéticos y termodinámicos de cambio de entalpía, cambio de entropía y energía libre de Gibbs, determinando que el rango de temperaturas entre 235 °C - 260 °C es el más adecuado para la torrefacción de esta biomasa. Barbanera y Muguerza [20] lograron demostrar que la torrefacción es una opción promisoria para la valorización de la borra de café en una escala semi-industrial (500 kg/h); donde las biomasas torrefactadas a temperaturas de 210, 235 y 250 °C obtuvieron incrementos considerables en la densidad energética: 5.1, 7.5 y 15.4 respectivamente.
Teniendo en cuenta la información anterior, se logra evidenciar que el estudio de los parámetros operaciones y las características fisicoquímicas de los materiales es crítico para establecer una ruta de valorización de biomasa. En un trabajo anterior, se evaluaron el efecto de la temperatura y tiempo de residencia en la torrefacción de aserrín pino en un analizador
termogravimétrico, donde se determinó que la temperatura tiene un mayor efecto en el proceso en comparación con el tiempo de residencia [21]. Por consiguiente, el objetivo de este estudio fue evaluar el efecto de la temperatura de operación, así como del tipo de biomasa en las propiedades fisicoquímicas de los materiales durante un proceso de torrefacción a escala de banco. Se estudiaron dos tipos de biomasa, un residuo maderero (aserrín de pino Cyppres) y un residuo agronómico (borra de café) y se evaluó el rango de temperaturas de proceso entre 200 y 300 °C. Los rendimientos e incrementos en la densidad energética de los biocarbones obtenidos, así como la caracterización de sus propiedades fisicoquímicas, constituyen información esencial para el diseño, optimización y modificación de sistemas térmicos enfocados en la transición energética, lo cual justifica la necesidad para este estudio.
2. METODOLOGÍA
Para este estudio se seleccionaron dos tipos de biomasas: borra de café y residuo de pino Cypress. El primero es un residuo de una actividad agroindustrial con una alta importancia económica en Colombia. En cuanto al pino Cypress, este es representativo en la subregión del suroeste antioqueño, en cuanto a cantidad, disponibilidad y acceso al lugar donde se encuentra [22].
Las muestras se recolectaron con base en la metodología de muestreo y preparación de biomasas reportado por Hernandez y colaboradores [23], y Arrieta y colaboradores [24] siguiendo la norma ASTM D2234/D2234M [25]. Las muestras fueron sometidas a procesos de secado, triturado y fueron tamizadas en un tamiz N° 70 según la clasificación ASTM para obtener un tamaño de partícula menor a 212 μm. Luego, se realizó la caracterización de la biomasa mediante análisis próximo según la norma ASTM E1131-08 [26], análisis de grupos funcionales mediante espectroscopia infrarroja y determinación de poder calorífico mediante la norma ASTM D5865-13 [27].
2.1 Montaje experimental del reactor de torrefacción
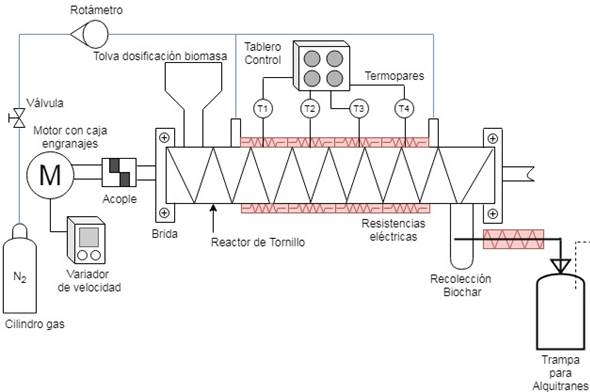
El esquema del reactor de torrefacción en escala banco (2.8 kg/h) se muestra en la Figura 1, éste consta de los siguientes componentes: alimentación de gas inerte; un rotámetro para garantizar un flujo constante de N2, un motoreductor, un reactor de acero inoxidable 304, con un diámetro exterior de 58.3 mm e interior de 28 1 de pulgada (54.3 mm) cubierto por resistencias eléctricas tubulares de 5/16 de pulgada que generan 1.700 W a 220 V; un tornillo sinfín de 1 metro; un sistema recolector de biomasa; cuatro termopares tipo J para el registro de temperaturas con un rango de incertidumbre entre (± 0.5 - 1) °C, con el fin de obtener los perfiles de temperatura de la pared del reactor (los termopares fueron previamente calibrados con un termómetro de mercurio, con una precisión de ±1 °C); un tablero de control y una trampa para la fracción líquida que consta de 1 tubo Dressler de 500 ml.
El reactor de torrefacción tiene una longitud de 1 metro con 4 regiones de temperatura controladas. Este está compuesto por una zona de calentamiento, una zona de torrefacción y una zona de enfriamiento con las siguientes longitudes:
La zona de calentamiento tiene el objetivo de evitar que ocurran reacciones de la biomasa en la tolva, que impliquen acumulación de sólido y emisión de gases y alquitranes en esta región. En la zona de torrefacción se fijan las temperaturas de proceso determinadas; mientras que la zona de enfriamiento tiene por objetivo detener las reacciones químicas y evitar la carbonización del material [28]. La velocidad de calentamiento se ajustó a 50 °C/min mientras que el tiempo de residencia en la zona de torrefacción fue de 10 minutos para todos los ensayos realizados.
2.2 Procedimiento experimental del proceso de torrefacción
Con el fin de determinar las temperaturas adecuadas para el proceso de torrefacción en el reactor a escala de banco, se realizaron análisis termogravimétricos. Una muestra de (10 ± 0.5) mg fue ubicada en un portamuestra y calentada en atmósfera controlada de N2, a una velocidad de calentamiento de 20 °C/min desde temperatura ambiente hasta 120 °C.
Luego, la muestra fue sostenida a temperatura constante por 15 min, con el fin de determinar su contenido de humedad. La temperatura se incrementó posteriormente hasta la temperatura de torrefacción. Se evaluaron 5 temperaturas de proceso: 200, 225, 250, 275 y 300 °C; éstas tienen en cuenta todo el rango del proceso de torrefacción: condiciones leves, moderadas y severas de proceso, según la clasificación propuesta por Chen y colaboradores [29].
Los experimentos de torrefacción en el reactor a escala de banco se realizaron en tres temperaturas de proceso 225, 250 y 275 °C, teniendo en cuenta los resultados previos obtenidos por TGA. El flujo del gas inerte fue de 4.7 l/min y el flujo másico de biomasa fresca fue de 2.8 kg/h. Para estos experimentos se siguió el siguiente protocolo: 1) encendido y ajuste del tablero de control de temperatura hasta llegar a la temperatura de interés, 2) encendido del motorreductor en condiciones constantes para todos los ensayos, 3) purga en gas inerte por un tiempo de 5 min, 4) alimentación de biomasa 5) ensayo de torrefacción 6) posterior al ensayo se retira el tubo recolector de biomasa y se pesa, así como el frasco Dressler para determinar de las fracciones sólidas y líquidas. La fracción gaseosa se determina restando el 100 % y las fracciones sólidas y líquidas. La pérdida de peso se calculó mediante (1).

Donde Mo es la cantidad inicial de biomasa, en base libre de humedad, y Mt es la masa final que se obtiene del tubo recolector. Las muestras se guardaron en un recipiente de vidrio hermético para posteriores análisis fisicoquímicos. Adicionalmente, se calcularon los rendimientos (2) y la densidad energética (3) mediante las siguientes expresiones:


Dónde:
MY: rendimiento o fracción másicos sólida en base seca.
HHVt: poder calorífico biomasa torrefactada (kJ/kg)
HHVr: poder calorífico biomasa sin tratar (kJ/kg)
2.3 Caracterización de la biomasa torrefactada
Las muestras de biomasa fueron caracterizadas mediante diversas técnicas como: análisis termogravimétrico, poder calorífico, análisis infrarrojo por transformada de Fourier (FTIR) y microscopía electrónica de barrido (SEM). El análisis próximo se realizó en un analizador termogravimétrico marca TA Instrument modelo SDT Q600 (sede principal: New Castle Delaware, USA). Se usaron 10.0 ± 0.5 mg de muestra para cada TGA. La tasa de calentamiento usada fue de 20 °C/min. La muestra fue calentada desde temperatura ambiente hasta 120 °C, luego se realizó una isoterma por 15 min con el fin de cuantificar la humedad de los materiales. Posteriormente, se incrementó la temperatura de la muestra hasta 700 °C en atmósfera de nitrógeno y se realizó una isoterma por 10 min. Finalmente, se realizó un cambio de gases de nitrógeno a aire y se incrementó la temperatura hasta 900 °C, temperatura a la cual se sostuvo una isoterma por 10 min para asegurar que se quemara el carbono fijo.
El poder calorífico se midió mediante el uso de una bomba calorimétrica marca IKA modelo C2000 Basic S1 (Champaign, Illinois USA) de acuerdo con la norma ASTM D5865-13 [27]. El procedimiento consistió en quemar (1.0 ± 0.1) g de biomasa en presencia de un exceso de oxígeno de alta pureza en modo Isoperibólico. El calor liberado se determinó al calcular la capacidad calorífica del sistema y el incremento de temperatura causado por la combustión en la celda calorimétrica usando ácido benzoico como un estándar de referencia. La identificación acerca de los grupos funcionales fue medida mediante un espectrofotómetro infrarrojo por transformada de Fourier marca SHIMADZU modelo IRTracer-100 (Kyoto, Japan). La medición fue realizada usando el método de reflectancia total atenuada (ATR) usando un rango de longitud de onda utilizado fue de 500 a 4.000 cm-1. Finalmente, para obtener información morfológica de las muestras es usó un microscopio electrónico de barrido marca JEOL modelo JSM -7100F (Tokyo, Japan).
3. RESULTADOS Y DISCUSIONES
La Tabla 1 presenta los resultados de la caracterización de las biomasas frescas por análisis próximo y densidad aparente. Una de las diferencias principales de las biomasas en comparación con el carbón, es su menor contenido de carbono fijo y su mayor contenido de material volátil, asociado a los componentes macromoleculares de la biomasa como son la hemicelulosa, la celulosa y la lignina. El aserrín constituye un residuo maderero, la Tabla 1 muestra su caracterización mediante análisis próximo donde se observan contenidos de material volátil y carbono fijo similares a los reportados en la literatura (entre 70 - 75 % para material volátil y 17 - 25 para carbono fijo) [30], [31]. Por otro lado, se logra apreciar un valor bajo de cenizas (menor a 1.0 %) y un valor relativamente alto de poder calorífico [31], lo cual hace que esta biomasa, sea atractiva para una posible valorización térmica.
Tabla 1 Análisis próximo y densidad aparente en aserrín y borra de café sin torrefacción

Fuente: elaboración propia.
En el caso de la borra de café esta presenta bioaceites y compuestos fitoquímicos como son taninos, cafeína, ácidos clorogénicos, entre otros, [32] los cuales son liberados como volátiles en tratamientos térmicos en atmósfera inerte [20]. La caracterización de la borra de café en el presente estudio muestra valores similares de carbono fijo (rango entre 17 - 20 %) y material volátil (rango entre 72 - 83 %) en comparación con algunos estudios de la literatura [19], [32]. En cuanto al poder calorífico se obtuvo un valor inferior (21662 kJ/kg) al reportado por los mismos autores: 22.630 kJ/kg y de 23.700 kJ/kg. Es importante recalcar que estos valores pueden verse afectados por el contenido de humedad, el tipo de grano y los diferentes métodos de extracción del café.
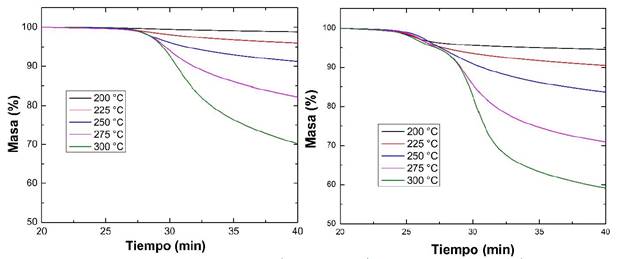
La Figura 2 muestra los termogramas de la torrefacción en base seca, para las dos biomasas de estudio a diferentes temperaturas de proceso. Para el caso del aserrín, (Figura 2, izquierda) la torrefacción empieza alrededor de los 27 min y se logra apreciar que conforme aumenta la temperatura de proceso, también lo hace la pérdida de masa del producto sólido resultante. A una temperatura de proceso de 200 °C se logra obtener una pérdida de un 2 %, mientras que a una temperatura de 300 ° C la pérdida de masa se aproxima a un 30 %, lo cual es un valor alto teniendo en cuenta el tiempo de residencia corto del proceso. Por otro lado, en el termograma de la borra de café se observa una leve disminución de masa antes de iniciar el proceso de torrefacción, el cual está asociado a aceites y compuestos fitoquímicos minoritarios de la borra [32]. De manera similar, se logra apreciar una mayor pérdida de masa conforme incrementa la severidad del proceso; siendo baja para una temperatura de 200 °C (menor al 5 %) y cercana al 40 % para una temperatura de 300 °C.
Fuente: elaboración propia.
Figura 2 Termogramas de la torrefacción para el aserrín (izquierda) y borra de café (derecha)
Teniendo en cuenta el efecto leve para una temperatura de proceso de 200 °C y severo para una temperatura de 300 °C, los experimentos de torrefacción en el reactor a escala de banco se realizaron a las temperaturas intermedias: 225, 250 y 275 °C con el objetivo de obtener rendimientos energéticos adecuados del proceso. Este criterio para la selección de temperaturas está de acuerdo al reportado en la literatura [33].
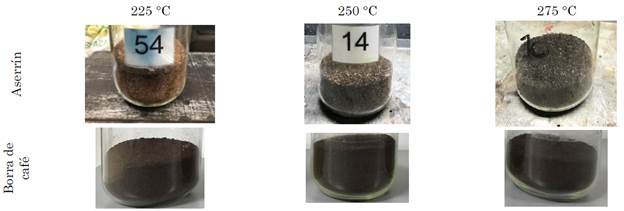
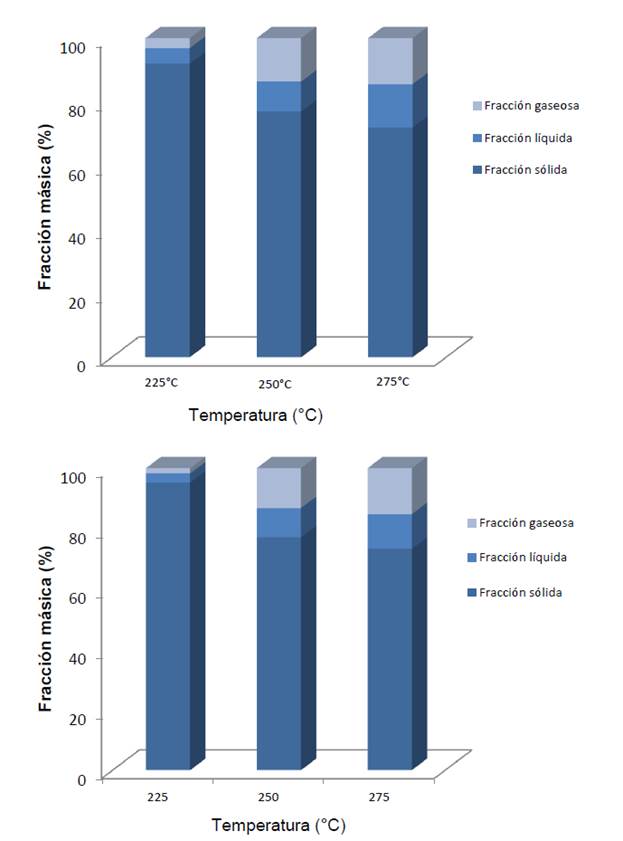
La Figura 3 muestra las fotografías de las muestras de aserrín y borra de café obtenidas a diferentes temperaturas del proceso de torrefacción. Se observa como las muestras se hacen más oscuras conforme el tratamiento de torrefacción es más severo, lo cual es más evidente en el aserrín en comparación con la borra de café. Este cambio de color es debido al aumento del contenido de carbono en el material sólido, teniendo en cuenta que el material carbonizado tiene una coloración negra. Adicionalmente, hay una disminución en la masa de muestra recogida cuando incrementa la temperatura, lo cual se corrobora cuando se pesan los recipientes con las biomasas torrefactadas. Lo anterior se puede apreciar en la Figura 4, donde además se observa que al disminuir la fracción en masa del sólido incrementa las fracciones de líquidos y gases.
Fuente: elaboración propia.
Figura 4 Fracciones sólidas, líquidas y gaseosas en función de la temperatura del aserrín y borra de café
En particular el aserrín torrefactado se caracterizó por pérdidas de masa de 7.9, 22.6 y 27.4 % conforme se incrementó la temperatura desde 225 hasta 275 °C. Para el caso de la borra las pérdidas de masa fueron de 4.8, 22.9 y de 26.6 % cuando la temperatura incrementó desde 225 hasta 275 °C. Estos resultados evidencian que se obtienen pérdidas de masa similares con las dos biomasas de estudio. En cuanto a los líquidos los mecanismos más importantes para su formación involucran reacciones de descarboxilación y desoxigenación de la hemicelulosa y una parte de la celulosa, causando la liberación de vapor de agua y compuestos orgánicos ligeros [20]. Respecto a la Figura 4 es importante mencionar que la cuantificación másica de cada fracción se realizó en base seca, es decir sin considerar la humedad inicial de las muestras. La fracción gaseosa se asocia principalmente a los gases CO y CO2 con pequeñas cantidades de H2 y CH4, mientras que la fracción líquida a ácido acético, alcoholes, aldehídos, tolueno, benceno y cetonas entre otras [30].
El aumento de la temperatura del proceso generó un incremento del carbono fijo y una disminución del material volátil respecto a la biomasa fresca, como se puede ver en la Tabla 2. Por ejemplo, para el caso del aserrín este incrementó el contenido de carbono fijo desde 21.58 % para el aserrín fresco hasta 23.04 % y 30.83 % a 225 °C y 275 °C respectivamente, los cuales son valores considerables. El material volátil disminuyó desde 71.12 % hasta 70.50 % y 62.7 % a 225 °C y 275 °C respectivamente. Lo anterior evidencia que el material tuvo cambios importantes asociados principalmente a la descomposición de la fracción lábil hemicelulosa [30], [34]. Para el caso de la borra de café, se obtiene un comportamiento similar: incremento en el carbono fijo y disminución del material volátil a mayores temperaturas del proceso. Como ejemplos el carbono fijo en la borra fresca fue de 17.13 %, y de 18.69 y 20.19 % a temperaturas de 225 y 275 °C, mientras que el material volátil fue de 75.22 en la borra, y de 72.88 y 71.82 % a temperaturas de 225 °C y 275 °C respectivamente.
Tabla 2 Análisis próximo y del aserrín y la borra de café después del proceso de torrefacción
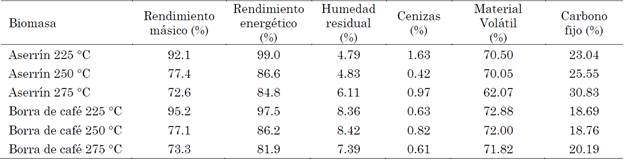
Fuente: elaboración propia.
La Figura 5 presenta el poder calorífico de las biomasas sin tratar y después del tratamiento de torrefacción en diferentes temperaturas. Se muestra una tendencia de incremento del poder calorífico al aumentar la temperatura del proceso. El aserrín presenta valores desde 20.018 kJ/kg sin tratamiento hasta 21.691 kJ/kg, 22.405 kJ/kg y 23.580 kJ/kg a temperaturas de proceso de 225 °C, 250 °C y 275 °C respectivamente. Este comportamiento está asociado a la disminución del material volátil rico en hemicelulosa y oxígeno, así como el incremento del carbono fijo [35]. Estos resultados están de acuerdo a los reportados en la literatura por Nachenius y colaboradores [28] donde realizaron la torrefacción de una biomasa proveniente de la madera en un reactor a escala de banco; los autores encontraron que los poderes caloríficos de las biomasas incrementaron con la temperatura, en un rango entre 20.000 y 25.000 kJ/kg.
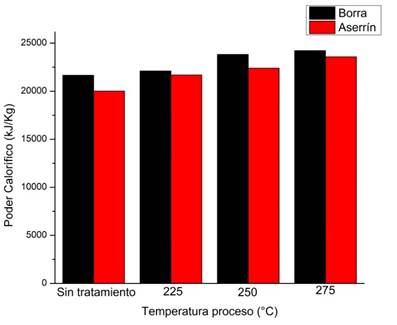
Fuente: elaboración propia.
Figura 5 Poder calorífico de biomasas del aserrín y de la borra de café.
En cuanto a la borra de café, su poder calorífico incremento con los tratamientos térmicos desde 21.662 kJ/kg para la borra fresca, hasta 22.102 kJ/kg, 23.827 kJ/kg y 24.222 kJ/kg a las temperaturas de proceso de 225 °C, 250 °C y 275 °C. Este comportamiento se asocia con la degradación del material lábil como fitoquímicos, aceites y hemicelulosa los cuales se caracterizan como material volátil, así como al aumento del carbono fino. Es importante indicar que los valores de poder calorífico obtenidos en el presente estudio, tanto para la borra como para el aserrín, se encuentran cercanos a los reportados en la literatura para los carbones lignitos o sub-bituminosos (rango entre 23.000 y 30.000 kJ/kg) [30], por lo que, se debe considerar el impacto de la pérdida de masa durante el proceso de torrefacción para determinar el potencial verdadero de la biomasa con respecto al carbón.
Teniendo en cuenta lo anterior, la Figura 6 muestra el parámetro de rendimiento energético para la evaluación del proceso de torrefacción. El efecto de la disminución de este indicador está asociado a una mayor pérdida de masa en la biomasa, a medida que la torrefacción se hace a una mayor temperatura. La Figura 6 también muestra que una biomasa sólida puede perder masa con alto contenido energético durante el proceso, siempre y cuando el sólido resultante presente una ganancia neta de poder calorífico durante el mismo.
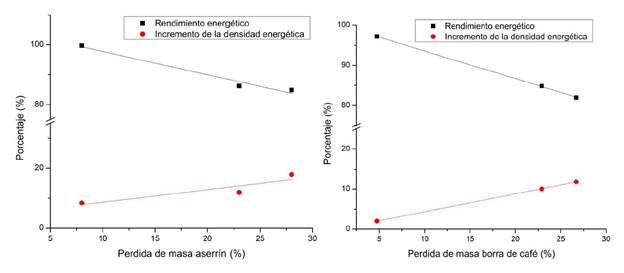
Fuente: elaboración propia.
Figura 6 Variación del rendimiento energético y la densidad energética con la pérdida de masa durante la torrefacción del aserrín y borra de café
El aserrín a 275 °C presento el menor rendimiento energético en base seca (85.5 %) pero con una ganancia neta del poder calorífico de 17.7 %; en cuanto a la borra de café a 275 °C su menor rendimiento energético fue de 81.9 % con una ganancia de su poder calorífico de un 12.0 %. En cuanto al tratamiento del aserrín, éste podría compensar la pérdida en su rendimiento energético con base en la ganancia de energía de los procesos de molienda, debido a que el aserrín torrefactado se convirtió en un material menos fibroso y más friable. Adicionalmente, el incremento del poder calorífico conlleva un menor flujo másico de material para la obtención de una cantidad equivalente de energía en la biomasa fresca, lo cual implica el uso de dispositivos más compactos para su manipulación. En el caso de la borra de café, la disminución en el rendimiento energético se podría compensar con la menor degradación biológica lo cual posibilita su almacenamiento por periodos de tiempo largos. Bajo estas condiciones ambas biomasas son atractivas para ser usados en procesos térmicos realizados después de la torrefacción.
Los resultados obtenidos en cuanto al aserrín están de acuerdo a los obtenidos por Granados y colaboradores [33], los cuales estudiaron biomasas colombianas (fibras de palma de aceite, raquis del banano, bagazo de la caña de azúcar, cascarilla de arroz, aserrín y residuos de café) en una temperatura de 250 °C, haciendo una evaluación energética y exergética del proceso de torrefacción. Los autores concluyeron que la biomasa más prometedora fue el aserrín el cual tuvo un incremento de un 14.5 % en el poder calorífico superior después del proceso; en adición de esto el aserrín requirió menos energía de entrada en comparación con las demás biomasas debido a reacciones exotérmicas. Las demás biomasas estudiadas también presentaron mejoras en sus propiedades como son incremento de la densidad y disminución de la humedad; sin embargo, los autores no especifican las diferencias encontradas en las diferentes biomasas basados en sus características químicas.
Como alternativas para incrementar el poder calorífico del combustible sólido en la literatura se propone la co-combustión de la biomasa torrefactada con carbón [4]. Además, con el fin de promover la densidad energética se ha planteado la integración de la torrefacción con cadenas de valor de bioenergía existentes, como, por ejemplo, la industria de la peletización de madera [36]. La peletización mejora la manipulación de las biomasas, así como los costos de transporte y almacenamiento [37]. De esta manera, la integración de la tecnología de torrefacción podría ayudar a superar los problemas de los pellets de madera, como son su naturaleza fibrosa y su poder calorífico relativamente bajo [4].
3.1 Caracterización por FTIR de las biomasas
La Figura 7 muestra el infrarrojo del aserrín fresco, seco y torrefactado a diferentes temperaturas. La banda del grupo funcional O-H asociado a estiramiento en alcoholes, fenoles o acido carboxilo tiene una leve disminución al aumentar la temperatura de torrefacción, lo que implica un material de características más hidrofóbicas. Los picos de los grupos CH2 y CH3 están asociados a la fracción alifática de la hemicelulosa, celulosa y lignina, los cuales presentan una ligera disminución al aumentar la temperatura de torrefacción dando lugar a una degradación parcial de los mismos.
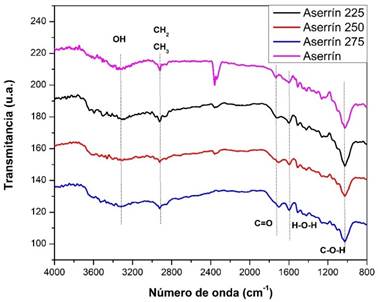
Fuente: elaboración propia.
Figura 7 Infrarrojo de aserrín seco y torrefactado a temperaturas de proceso de 225, 250 y 275 °C
El pico C=O está asociado al ácido carboxílico presente en hemicelulosas, que incluyen xiloglucano, arabinoglucuronoxylano y galactoglucomanano, en cuanto a este no existe una tendencia clara en el comportamiento de este pico al incrementar la temperatura del proceso. En cuanto a el pico C-O-H asociado a vibración de flexión en celulosa presenta una leve disminución a partir de una temperatura de 250 °C, lo cual sugiere que la fracción de la celulosa está siendo afectada por el tratamiento térmico [38]-[41].
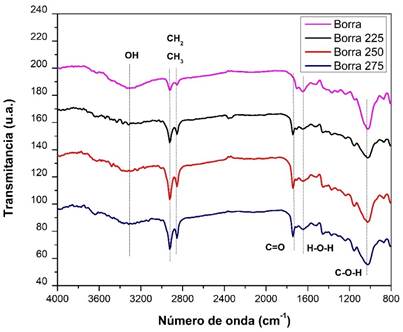
En la Figura 8 se muestra el espectro infrarrojo de la borra de café fresca y torrefactada a diferentes temperaturas. Similarmente, en comparación con el caso del aserrín se observa una disminución de la señal OH correspondiente a estiramiento en alcoholes, fenoles o ácidos carboxílicos, y una ligera disminución de la señal H-O-H alrededor de 1.650 la cual está asociada con vibraciones de flexión de moléculas de agua adsorbidas en la superficie. También se observan picos fuertes en 2.729 y 2.921 cm-1 representando ν(-CH3) grupos alcanos (carbón - hidrogeno). Estas bandas han sido reportadas por Kemsley [42] y Reis y colaboradores [43] quienes estudiaron muestras de café Arábica y Robusta. Los estiramientos típicos de absorción a 1.738 y 1.736 cm-1 y 1.147 y 1.153 cm-1 representa el éster ν(C=O)éster(estiramiento carbonilo) y el éter ν(C-O)éter(estiramiento carbón-oxigeno). También, la banda a 1.376 y 1.371 cm-1 representa movimiento de tijereteo en el enlace (-CH3)alcano carbón-hidrogeno. En cuanto a los ésteres de ácidos grasos muestran enlaces fuertes debido a vibraciones de estiramiento de ν(-CH2) y ν(-CH) que aparecen en los rangos 2.950-2.850 cm-1 y 3.050-300 cm-1, mientras que vibraciones de enlace ν(-CH2) de dicho grupo se hace visible en 1.350-1.150 cm-1 [44], [45].
Fuente: elaboración propia.
Figura 8 Infrarrojo borra de café seca y borra torrefactada a temperaturas de proceso de 225 °C, 250 °C y 275 °C
Otras bandas típicas de absorción identificadas por fuera del plano ν(-CH2-)olefina: 806 y 807 cm-1; ν(-CH3)alcano: 1.371 y 1.376 cm-1; ν(-CH2-CO2)metiléster:1.644 y 1.645 cm-1; ν(C-H)metilo y metileno: 2.852 y 851 cm-1. Ciertas bandas a 3.491, 3.377, 1.703, 1.617, 1.538, 1.453, 1.254 cm-1 y a 3.400, 3.249, 1.699, 1.655, 1.549, 1.486, 745 [44], [46] representan polifenoles en la muestra. Por otra parte, el ancho de banda entre 1.153-868 cm-1 muestran vibraciones de estiramiento de ν(C-O) en enlaces -C-O-H (enlaces glucosídicos) que están asociados a polisacáridos galactomananos [47], [48].
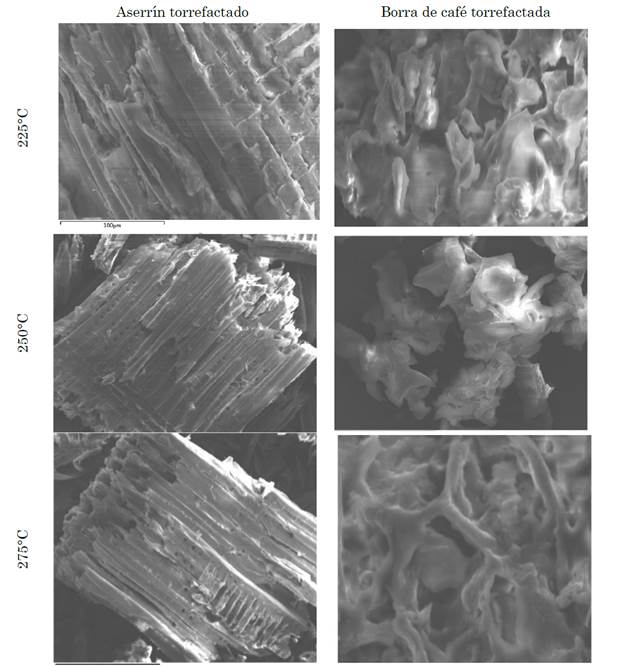
Finalmente, se analiza la morfología mediante micrografías SEM para los materiales torrefactados. En el caso del aserrín se observó materiales alargados de tipo fibroso con un incremento de la porosidad en la superficie al incrementar la temperatura, como se muestra en la Figura 9. En las micrografías se observa a 225 °C una estructura superficial heterogénea, luego conforme incrementa la temperatura a 250 °C y 275 °C los poros son más notables en algunas zonas conservando la heterogeneidad en su morfología. Lo anterior, puede asociarse a la devolatilización térmica de la hemicelulosa producto de la torrefacción, en el cual se liberan gases volátiles. Adicionalmente, la consecuencia práctica de la degradación de la hemicelulosa y la formación de poros es que se promueve la difusión de reactivos y productos en un material carbonoso, teniendo impacto en sus características de combustión u otros procesos térmicos como la gasificación o la pirólisis. Este efecto es similar a lo reportado Chen y colaboradores [49] y Melkior y colaboradores [50].
Fuente: elaboración propia.
Figura 9 SEM de biocarbón de aserrín y de la borra de café a 225 °C, 250 °C y 275 °C
Por otro lado, es posible observar que la borra presenta una forma granular altamente porosa, lo cual está asociado a que está es un residuo que proviene del proceso de extracción a temperatura cercanas a la ebullición del agua para la elaboración del café. En este caso las micrografías no muestran evidencias claras de un incremento en la formación de poros mediante el incremento de la temperatura. Sin embargo, específicamente para la borra a 275 °C, se observa que posee una estructura altamente porosa que puede influenciar una pared celular más friable o quebradiza. Este fenómeno puede estar asociado a la devolatilización térmica de la hemicelulosa producto de la torrefacción, donde se liberan unos gases volátiles y se da una pérdida de masa producto de la formación de poros en su pared celular, siendo este resultado similar a lo presentado por Tsai y Liu [34], en una caracterización mediante SEM a un material de borra a 290 °C.
Los resultados del presente estudio en cuanto a los rendimientos energéticos y propiedades fisicoquímicas de los materiales constituyen información esencial para el diseño, optimización y modificación de sistemas térmicos. Futuros estudios para promover las características térmicas de los materiales están direccionados a la integración de procesos enfocados a la transición energética, como, por ejemplo, procesos de co-combustión de biomasa torrefactada con carbón y peletización de biomasas torrefactada.
4. CONCLUSIONES
En el presente estudio se realizó la torrefacción de biomasa en un reactor de tornillo a escala de banco y se caracterizaron las propiedades fisicoquímicas de los biocarbones en función de la temperatura y tipo de biomasa. En cuanto a la biomasa aserrín de pino Cypress conforme se incrementó la temperatura de proceso, se obtuvo pérdidas de masa de 7.9 % a 225 °C, 22.6 % a 250° o 27.4 % a 275 °C respecto a la biomasa fresca, lo cual está relacionado con la degradación del componente macromolecular hemicelulosa, que ocurre en el rango de temperatura del presente estudio. Estos resultados se asocian con la caracterización fisicoquímica realizada, donde se logró una disminución del material volátil, así como un incremento del carbono fijo y del poder calorífico. Los poderes caloríficos hallados para el aserrín fueron de 21.691 kJ/kg a 225 °C y de 23.580 kJ/kg a 275 °C, valores cercanos a los poderes caloríficos de carbones lignitos o sub-bituminosos. Esta ganancia en la densidad energética de los materiales debe compensar la pérdida de masa durante el proceso de torrefacción. Según la caracterización realizada mediante espectroscopía infrarroja se encontró una disminución de las señales de grupos polares al incrementar la temperatura, indicativo que el material se hace más hidrófobo. Mediante microscopía electrónica de barrido se observó el incremento de poros en la estructura al incrementar la temperatura de proceso, lo cual es ventajoso ya que se promueve la difusión de reactivos y productos en la matriz carbonosa.
En cuanto a la torrefacción de la borra de café, se obtuvo pérdidas de masa 4.8 % a 225 °C, 22.9 % 250 °C y de 26.6 % a 275 °C, relacionadas con bioaceites, compuestos fitoquímicos y el componente macromolecular hemicelulosa. De manera similar al aserrín, el incremento de temperatura promovió el incremento en el carbono fijo y el poder calorífico y la disminución del material volátil. La condición más adecuada para la torrefacción de borra de café fue de una temperatura de 275 °C, temperatura a la que se obtuvo el mayor incremento de densidad energética (12 %). La disminución de grupos funcionales polares observada mediante espectroscopía infrarroja, indica un material con mayor hidrofobicidad. Esta característica es deseable para esta biomasa caracterizada por una alta degradación biológica y por los problemas logísticos para su recolección, manipulación y almacenamiento.

