











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkIntroducción
El mundo ha venido avanzando a pasos agigantados desde sus inicios hasta la fecha. Con la revolución industrial de hace casi tres siglos atrás en Gran Bretaña, la humanidad ha implementado máquinas con el fin de optimizar el tiempo de fabricación, normalizar los procesos e implementar el consumo masivo. En la actualidad, los casos de fallas catastróficas han ocasionado grandes pérdidas económicas y humanas, lo que ha generado que los estudiosos en distintas partes del mundo miren el análisis de falla como una herramienta fundamental en el desarrollo del conocimiento en cuanto a determinar la vida útil de los elementos de máquinas, así como a saber las causas que ocasionaron las diferentes fallas en los sistemas.
Adolf Mertens, director del Instituto Real Prusiano de Ensayos de Materiales entre 1884 y 1914 inició el aprendizaje de esta disciplina en el campo ingenieril con colegas y amigos de diferentes partes de Prusia. Luego, este instituto pasó a ser el Instituto Federal para el Ensayo e Investigación de Materiales (BAM, por sus siglas en alemán), que ha sido una de las entidades más importantes en cuanto al estudio del análisis de falla en componentes mecánicos. Para optimizar la inspección, analizar las fallas o introducir contramedidas para mitigar el riesgo de falla, las combinaciones de pruebas en el laboratorio con las medidas de esfuerzo fueron de vital importancia en la comprensión de las fallas y sus causas [1].
A lo largo del siglo XX, se han ocasionado accidentes de toda índole que han recurrido al análisis de falla para establecer los errores de diseño, errores humanos o de cualquier otra índole para no cometer estos en el futuro y así asegurar tanto el funcionamiento de las máquinas como mitigar el riesgo en pérdidas de vidas humanas.
En esta revisión documental, se mostrarán casos de diferentes sectores industriales que han utilizado una de las metodologías de análisis de falla como lo es el análisis de falla de causa raíz (RCA, por su siglas en inglés) y se establecerá su importancia en diferentes casos.
Análisis de causa raíz
La metodología RCA es considerada como la revisión de las características y causas de las fallas de los componentes o máquinas. En los casos que se manejan por esta metodología, se hace común el empleo de evidencia física y el uso de los principios de ingeniería y científicos mediante herramientas analíticas. Los principios del RCA pueden ser aplicados para asegurar qué causa raíz es entendida y qué acciones correctivas pueden ser identificadas [2].
Casi siempre la aplicación de esta metodología conlleva una serie de pasos que determinan una carta de ruta para establecer la causa raíz de los problemas o las fallas encontradas. Estas son [3]:
■ Obtener de los hechos
■ Conocer las funciones (componentes y sistema)
■ Definir las condiciones anormales de operación
■ Listar todas las posibles causas
■ Eliminar causas
■ Establecer las causas raíces
■ Desarrollar un plan de acción
El uso de estos pasos ayuda al ingeniero a diagramar una ruta de acción en cuanto a realizar una investigación metódica y rigurosa acerca de cualquier problema que se presente en el funcionamiento de un equipo.
La metodología RCA es también una herramienta complementaria a establecer procesos de falla junto con otras metodologías, como el diagrama de espina de pescado, que ayuda a identificar de manera gráfica las causas y los efectos de un proceso de análisis de falla. Este tipo de construcciones analíticas normalmente siguen los siguientes pasos [2]:
■ Describir claramente la falla al lado derecho del diagrama
■ Identificar las principales categorías de causas como branquias que convergen en la falla
■ Hacer una lluvia de ideas y listar todas las causas en cada branquia
■ Analizar los datos hasta que la causa raíz sea identificada
El análisis de falla tiene como objetivo determinar las causas que provocan ciertos daños para realizar medidas preventivas o mitigación de los factores de riesgos a los que está expuesto el elemento mecánico o pieza crítica dentro de una máquina [4]. A continuación, se mostrarán diversos casos en los que se aplica la metodología RCA en piezas de máquinas como álabes de turbinas de generación eléctrica, cigüeñales de motores, pernos en acoples, ejes, tubos y demás.
Casos de falla en elementos mecánicos
En los casos que se mencionarán, se ha utilizado la metodología RCA para señalar fallas en los sistemas que analizan y determinan medidas que lleven a los dispositivos a una óptima operación. Se ha hecho una división de casos según la causa raíz detectada por cada caso revisado: por corrosión (picaduras, corrosión bajo tensión, corrosión por altas temperaturas, corrosión intergranular, entre otras), por insuficiencia en cuanto a diseño, operación, mantenimiento, calidad en el material o montaje, así como las fallas provocadas por procesos de fatiga y casos en que las fallas son ocasionadas por múltiples causas. En casi todos los casos analizados, se han utilizado técnicas fractográficas de última tecnología, así como técnicas de determinación elemental de materiales. También se detallan las condiciones de trabajo de los elementos de estudio para dar una contextualización clara del funcionamiento de la pieza que se analiza.
Fallas provocadas por corrosión
[5] realizaron el análisis de falla de un codo y una conexión del codo al tubo en una tubería de gas natural que presentaba un ataque corrosivo grave en la superficie interna y en las juntas soldadas. Con el fin de determinar la causa de falla raíz, se tomó el codo y la junta soldada como un único sistema. Del análisis visual, se evidenció un adelgazamiento del espesor de la tubería en la sección interna de 2,48 mm. Además, se verificó el desalineamiento de aproximadamente 5° entre el eje de salida del codo y la tubería soldada al codo.
A partir del análisis SEM (por sus siglas en inglés) de las superficies internas del codo y en lugares cercanos al cordón de soldadura que une el codo a la tubería de salida, en la condición original y en la condición resultante de la limpieza de estas superficies con una solución de HCl y hexametilenotetramida, se estableció que la parte interna del codo presentaba cavidades superficiales en la misma dirección del flujo y productos de la corrosión adheridos a estas picaduras.
Estas zonas se analizaron después de la limpieza con la solución ácida, y se encontró que las picaduras que van en la dirección de flujo muestran formas onduladas que evidencian corrosión-erosión. Además, se estableció que, debido a la existencia de material particulado en la tubería, estos sólidos impactaron las escamas de los productos de la corrosión removiéndolos y generando la exposición de material nuevo a la corrosión y a las picaduras erosivas. El análisis SEM del cordón de soldadura mostró la formación de cráteres erosivos sobre los productos de la corrosión de forma ondulada en la misma dirección del flujo. Además, se encontró que la soldadura presentaba falta de fusión, que, junto con el desalineamiento de la junta soldada, muestra falta de calidad de la soldadura.
En este estudio, también se realizaron análisis XRD (por sus siglas en inglés) de los productos de la corrosión tanto en la superficie interna del codo como en las superficies cercanas a la junta, lo que muestra que las capas de escamas de corrosión son porosas y no representan ninguna protección del material base. Los principales elementos encontrados en este análisis fueron Fe, C y O. Estos resultados fueron confirmados mediante el análisis complementario de EDS (por sus siglas en inglés) en las mismas superficies, en que mostró que los principales compuestos encontrados en las escamas de corrosión son FeCO3 y Fe2O3, indicadores de la corrosión por CO2, encontrado como contaminante en el gas natural transportado a través de la tubería bajo análisis.
Las mediciones de dureza fueron desarrolladas mediante un medidor de dureza Vickers, que indicó que los valores de dureza permanecieron entre 148,8 HV y 146 HV, lo que muestra que el desgaste abrasivo que desarrollaron las partículas de arena que se encontraban en el flujo de gas no afectó la resistencia mecánica superficial del material.
Los investigadores, además, realizaron un análisis de dinámica de fluidos computacional (CFD, por sus siglas en inglés), mediante el que se analizó el comportamiento de la velocidad del flujo multifásico en distintas alturas del interior del codo. El análisis mostró que la velocidad del flujo se incrementó y alcanzó un máximo en aproximadamente 120 mm desde la salida del codo por lo que coincidió con la posición del cordón de soldadura. Dado que los perfiles de velocidad muestran direcciones de impacto orientadas aproximadamente a 20°, y considerando que el tubo presenta un desalineamiento de aproximadamente 5°, se establece que la dirección del flujo está en el rango entre 20° y 30°, que ha sido reportado previamente como el rango en el que se da la mayor velocidad de erosión en materiales similares al material del codo.
Como conclusión de este análisis de falla, se estableció que la erosión-corrosión fue la causa principal de la degradación de la superficie interna del codo. La presencia de CO2 fomentó el desarrollo de la corrosión y la presencia del flujo de gotas y material particulado provocó la erosión en estas superficies por lo que desarrolló una acción sinérgica sobre el daño de esta superficie. La distorsión del flujo incentivó el ataque erosivo del material particulado presente en el flujo de gas, que estuvo conjugado con el desalineamiento de la junta soldada, causas principales de la falla en la junta.
[6] hicieron un estudio sobre el análisis de falla de los tubos sin costura de un sobrecalentador después de veinte años de servicio de una caldera que funcionaba con aceite. Se realizaron mediciones de espesor de pared de los tubos para asegurar el impacto operacional sobre ellos. Además, las superficies de las muestras obtenidas se analizaron mediante la técnica de microscopia por barrido electrónico (SEM) y espectroscopia de rayos X de energía dispersa (EDS, por sus siglas en inglés).
Cabe resaltar que los tubos tenían una condición de operación nominal de 18 MPa y 538°C. Se determinó por parte de los autores que la causa raíz para la falla fue ocasionada por la corrosión encontrada en el lado expuesto al fuego durante el servicio de la caldera por el bajo grado del combustible utilizado. La ruptura en forma de labios delgados encontrada en la zona de falla y un espesor disparejo fueron hallados en los tubos de muestra. Además de la causa raíz encontrada, los autores concluyen que la exposición de los tubos a sobrecalentamiento por un tiempo prolongado pudo haber empeorado esta condición.
[7] hicieron un análisis de falla en un economi-zador de una caldera de calor de rechazo. En este tipo de calderas, el banco de tubos que hacen de economizador es un componente muy crítico en el funcionamiento. Las fallas comunes en este tipo de equipos pueden ser asociados a defectos en el material, corrosión a altas temperaturas, corrosión por agrietamientos sometidos a esfuerzos, corrosión por punto de rocío, etc. El equipo objeto de estudio formaba parte de un conjunto de elementos de producción de vapor en procesos industriales y estaba constituido por un intercambiador carcasa y tubos, entre ellos, tubos lisos y tubos aleteados. En este intercambiador horizontal fue donde se detectó la fuga, que tenía una temperatura de operación de 300°C. Al verificar el funcionamiento de este equipo, se encontró que por el lado de los tubos fluía el agua de alimentación para la caldera con una presión de operación de 5,1 MPa (la presión de diseño era de 6 MPa) y un rango de temperaturas de operación entre 105 y 150°C (la temperatura de diseño era de 260°C, mientras que por el lado de la carcasa el equipo operaba con los gases de combustión a una presión de 1 kPa y temperatura de 150°C (temperatura de diseño 300°C. En la inspección visual de los tubos afectados, se detectó un adelgazamiento de los tubos en su diámetro interior del 58% para los tubos lisos y del 31,5% para los tubos aleteados. Parte de las aletas de estos aleteados había desaparecido, y los tubos mostraban una coloración anaranjada típica de los elementos que sufren corrosión. También se detectó una ruptura en uno de los tubos inspeccionados. Al realizar la metalografía de uno de los tubos (pulido y atacado con Nital 4%), se observó la estructura de un acero al carbono con ferrita y perlita laminar. Posteriormente, se examinaron las muestras de las aletas con un SEM equipado con una sonda EDS y se localizaron microgrietas con estructuras de espinela. Estas espinelas estaban compuestas de hierro, oxígeno y azufre en altas concentraciones según el análisis de EDS. En los tubos aleteados, el SEM mostró que la superficie poseía partículas granulares blancas distribuidas de forma heterogénea. Luego de analizar estas partículas con el EDS, se pudo establecer que contenían bajo contenido de azufre, pero elevada concentración de hierro y oxígeno. Esto plantea un posible mecanismo de corrosión del acero que reacciona con el oxígeno y forma Fe2O3. En los tubos lisos, mostraron una superficie similar a la de las aletas (microgrietas con espinelas). El EDS mostró una composición parecida al caso de las aletas, aunque con un contenido menor de azufre. Para confirmar estos resultados, se utilizó la técnica de difracción de rayos X (XRD, por sus siglas en inglés) para determinar los componentes de los óxidos encontrados. Este análisis dio como resultado contenidos de FeO„ con pequeñas concentraciones de Fe2O3. También se detectó Fe(OH)SO 4 -H 2 O en los tubos. Según los resultados, determinaron que el material de los tubos era el acero ASTM A106 Gr. A. Después de analizar los productos de corrosión y la operación del equipo, los autores concluyen que la causa raíz de la falla en el economizador fue la corrosión ocasionada por el punto de rocío del ácido sulfúrico, así como la baja temperatura de operación.
[8] hicieron el análisis de falla por corrosión en caliente de un aspa de la tobera en la primera etapa de una turbina de gas. La corrosión en caliente puede ser definida como un tipo de corrosión acelerada resultante de la presencia de contaminantes salinos como Na2SO4, NaCl y V2O5. Estos, al estar combinados, dan lugar a depósitos fundidos que pueden dañar la capa superficial de óxido que ayuda a proteger el material. La corrosión en caliente se divide en dos categorías: tipo 1, que ocurre en un rango entre 815 y 980°C, y tipo 2, que ocurre entre 560 y 815°C. La composición química del aspa de la turbina que se fracturó era Nimonic105. Esta turbina estaba ubicada cerca de la costa de Irán, lo que implica que hubiera una gran cantidad de salinidad en el aire. Además, considerando que el clima en esta zona es muy húmedo y caliente, provoca que el ambiente contenga una cantidad importante de clorato de sodio. Se realiza la inspección visual del elemento con falla y se observa una formación verdosa en la superficie. También hay depósitos de color rojo y cavidades de hasta 7 mm en la superficie del aspa. Estos depósitos se analizan mediante la técnica de XRD y se determina que están compuestos por NiO y Cr2O3. Mediante SEM se determinó que la pieza de estudio presentaba corrosión por picadura y que en estas cavidades se acumulaban grandes cantidades de cromo, azufre y oxígeno. Se tomaron dos puntos para comparar la composición química puntual del aspa (superficie del aspa y después de la formación del óxido superficial) que muestra una variación alta en el contenido de cobalto y cromo (migración del cromo hacia la superficie). Esto es el comportamiento que se presenta cuando existe una corrosión en caliente de tipo 1. También hay grietas intergranulares cerca de la superficie de fractura, lo que confirma la corrosión en caliente tipo 1. El aspa fue modelada y analizada en un programa de elementos finitos, que simulaba las condiciones de trabajo, y se pudo apreciar que el margen entre el área de esfuerzo normal negativo con respecto al positivo causó fatiga térmica en el aspa y aceleró la falla. Los autores concluyen que la principal causa para que se presentara esta en el aspa fue la corrosión en caliente tipo 1, y mediante el análisis por elementos finitos, se pudo determinar que el factor determinante para esta falla fue el esfuerzo térmico, que a su vez activó el mecanismo de fatiga térmica en el elemento. El alto porcentaje de clorato de sodio en el agua de mar cerca de la ubicación de la turbina fue un factor importante en el proceso de falla.
[9] desarrollaron la investigación sobre el análisis de falla de un recalentador de tubos secundario de una caldera en una planta térmica de vapor. Los tubos fabricados de acero DIN-16CrMo4 fallaron por hinchamiento y ruptura en un periodo cercano a los tres años de funcionamiento. La investigación se desarrolló sobre una sección de la tubería que está en contacto directo con los gases calientes que transfieren energía a la tubería que transporta el vapor. Esta sección presentaba dos zonas en las que se desarrolló el análisis metalográfico, que mostraban corrosión y ruptura. En cada una de las secciones identificadas como A y B, se realizaron análisis en las zonas establecidas mediante las horas de un reloj de pared, tales como 12:00 p. m., 3:00 p. m., 6:00 p. m. y 9:00 p. m., en que las 12:00 p. m. es la zona que está en contacto directo con la llama, las 3:00 p. m. y las 9:00 p. m. son las zonas laterales de la tubería y las 6:00 p. m. es la zona totalmente opuesta al flujo de la llama. Debido a que la tubería en estudio estaba en contacto con flujo de gases calientes oxidantes, era susceptible de presentar oxidación y sobrecalentamiento. A partir de los análisis metalográficos realizados en cada sección en las superficies interna y externa de la tubería, se encontró que la presencia de capas de óxido (scaling) en la superficie interna pudo haber causado sobrecalentamiento debido a la baja conductividad térmica de la capa de óxido.
Adicional al sobrecalentamiento, se presentó adelgazamiento de la pared del tubo y erosión en las paredes externas que aumentaron considerablemente los esfuerzos circunferenciales. El sobrecalentamiento de la tubería también indujo descarburación, eliminación de la perlita de la microestructura, nucleación, coalescencia de grietas por Creep y esferiodización de carburos. Por tanto, la falla de la tubería se debió a la degradación microestructural producto del sobrecalentamiento en las zonas que están en contacto directo con los gases calientes de la llama. Este sobrecalentamiento indujo la nucleación de grietas por Creep y el consiguiente adelgazamiento de la pared del tubo con el notorio incremento en los esfuerzos circunferenciales en la tubería, lo que conllevó su ruptura final.
[10] analizaron el daño en dos unidades de intercambiador en los que se presentaron condiciones inapropiadas de flujo que condujeron a dos diferentes fallas en estas unidades. En el primer caso, un condensador fabricado con acero de bajo carbono presentó fugas en varios de los tubos. El análisis metalográfico en este primer caso mostró que, según la orientación de las líneas de segregación, se establece la causa de falla primaria como resultado de la corrosión uniforme y de la corrosión-erosión causada por el flujo del vapor húmedo. El segundo sistema averiado fue un recuperador fabricado con acero al cromo-níquel que operaba en una planta de tratamiento de lodos de depuradora. La falla de este sistema fue producto de la sedimentación y el taponamiento de las secciones a través de las que circulaba el vapor procedente del calentamiento de los lodos, lo que produjo el aumento de la velocidad de flujo del vapor, el aumento de la amplitud de las vibraciones mecánicas e incluso el impacto continuado entre las secciones de los tubos. Además, se observó desgaste abrasivo en la intersección entre los tubos y la placa de soporte. En el condensador, a partir del análisis metalográfico, se estableció que la corrosión externa fue causante de la generación de grietas en los tubos; este proceso corresponde con la ablación de las capas de productos corrosivos que causaron la corrosión-erosión. En el recuperador, la deposición de capas de sólidos contenidos en los lodos del 0,5% (sólidos suspendidos totales [SST]), posiblemente cambió la condición de flujo y la oscilación de los bancos de tubos, además generó la colisión entre ellos, como lo indican las marcas de fricción encontradas.
[11] desarrollaron el análisis de falla de un conjunto de tubos que se agrietaron en el lado de aguas en el interior de una caldera. Inicialmente, en este estudio, los investigadores exponen los diferentes procesos que se desarrollan sobre el agua que se utiliza para la generación de vapor, como clarificación, filtración, desaireación, además de los tratamientos químicos, como adición de fosfato, hidróxidos y aminas, con el fin de alcanzar un pH entre 9-11, lo que decrece la susceptibilidad de generar corrosión. No obstante, el tratamiento cáustico mediante el uso excesivo de bases puede conducir al ataque corrosivo en los aceros y dar lugar a fenómenos como la fragilización cáustica, surcado cáustico y el agrietamiento bajo esfuerzo, que a su vez son las causas más comunes de agrietamiento en tuberías de acero.
Debido a la evaporación del agua y a la presencia de iones alcalinos, en algunos puntos se alcanzan altas concentraciones de estos y valores de pH de hasta 12,9; estas concentraciones resultan corrosivas dado que llegan a disolver la capa protectora del acero por lo que permiten el ataque del núcleo que se encuentra algunas micras por debajo de la superficie de la tubería.
La caldera estuvo fuera de servicio durante un periodo de varios meses, tiempo en el que los tubos fueron llenados con agua desmineralizada y desaireada, además de la adición de NaOH, con el fin de mantener el nivel de pH en 11. Después de que se reparó la caldera, los tubos fueron llenados con agua tratada con fosfatos y periódicamente los operarios examinaban muestras extraídas del interior de la caldera. Estas muestras presentaban fluctuación tanto en los valores de pH como en la conductividad. A través del examen periódico mediante ensayos no destructivos (NDT, por sus siglas en inglés), se encontró una reducción considerable en el espesor de uno de los tubos, que mostró además dos ramificaciones en la superficie interna. Con el fin de realizar el análisis de falla, esta sección fue cortada y enviada al laboratorio.
Sobre la muestra extraída pudieron identificarse dos secciones adyacentes a ambos lados del surco formado. El análisis químico cuantitativo estableció que la composición del acero correspondía a un SA 210 Grado A-1, que es comúnmente utilizado para la elaboración de este tipo de tubería. Del análisis metalográfico a través del surco y de las secciones adyacentes, se establece que la mi-croestructura corresponde a islas de perlita en una matriz ferrítica que es homogénea en la sección de análisis por lo que muestra, inclusive, que los granos del material en la sección corroída permanecieron intactos.
Del análisis de la microdureza, puede establecerse que la dureza del material permanece casi constante a lo largo de la sección analizada. Del análisis mediante SEM y EDS, se identifican dos capas de depósitos formados sobre el material base que corresponden a productos porosos de la corrosión que dan lugar a capas frágiles de óxido (scaling). El resultado del análisis mediante EDS muestra la presencia de un mayor porcentaje de elementos como Cu, Ca, Zn y Na en la región oscura (capa de magnetita) respecto de la región café (capa de hematita). Tales elementos se supone que fueron depositados en estas capas debido a la recirculación del agua en el interior de la caldera. Además, en las imágenes obtenidas mediante SEM, se identificaron cristales en forma de aguja sobre las escamas de óxido que se encontraban en el surco, que están presentes solo en esta región del surco, pero no en las regiones adyacentes. Del análisis EDS, también se estableció que en la zona del surco aparecen en cantidades anómalas Al, Zn, P, Cu, Na y Ca, provenientes de los tratamientos cáusticos realizados sobre el agua.
A partir de los análisis, se puede concluir que el flujo de agua en el interior de los tubos y su evaporación generaron un aumento en la concentración de componentes cáusticos, que formaron capas de compuestos altamente corrosivos; estos, debido al desgarramiento ocasionado por el alto flujo de agua, van generando el surco en el interior del tubo.
[12] realizaron el análisis de falla de una turbina de vapor en la que la sexta etapa de expansión falló debido a la rotura catastrófica producida, principalmente, por corrosión. La turbina que, de acuerdo con el fabricante, está diseñada para una generación de 8kh/a, tuvo varios periodos de inspección y funcionaba con agua tratada para evitar los problemas de formación de depósitos debido a impurezas contenidas en el agua. Los autores identificaron que sobre la etapa bajo análisis se iniciaba el proceso de condensación del vapor alimentado desde la caldera, y en esta zona su calidad era aproximadamente de 0,991. El rotor de la turbina había sido fabricado de acero 28CrMoNiV4.9 (SEW555 W nr.1.6985) y los álabes de acero inoxidable de alta resistencia X22CrMoV12.1-DIN17240. Las muestras obtenidas tanto de los discos como de los álabes fueron cortadas con cuidado con el fin de evitar el calentamiento durante el corte; estas muestras fueron analizadas mediante estéreo-microscopia, SEM-EDS y análisis con perfilador óptico 3D.
Los resultados de la inspección del sexto disco muestran la existencia de picaduras por corrosión y corrosión localizada. El análisis óptico reveló que sobre el disco de alta presión no existen marcas de corrosión-erosión en los álabes, mientras que el surco presenta algunos ataques en especial en el lado de entrada. Por otra parte, el disco de presión intermedia presenta el daño más acentuado, ya que todos los álabes se desprendieron del surco, que muestran defectos superficiales visibles sobre la zona de entrada del vapor, mientras que en el surco algunas marcas corrosivas pueden observarse. Por otra parte, el disco de baja presión no muestra marcas considerables de corrosión.
El análisis del perfil de la superficie de los álabes del disco de presión intermedia sugieren defectos en forma de picadura que decrecen en densidad en la dirección de flujo del vapor, con diámetros en promedio de 750 micras y profundidades de hasta 300 micras. Del análisis con sonda EDS, se obtuvieron composiciones normales de Cr, Mo, Ni y V, como constituyentes principales de la superficie de los álabes. Dado que los investigadores intentan deducir el tipo y grado de afectación de la corrosión y no intentan determinar la causa de falla raíz de la turbina (en particular el sexto disco de la turbina se destruyó cuando se produjo atasco y ruptura del eje de entrada de la caja de engranajes que reciben la potencia de la turbina mientras esta estaba en condición de aceleración), se determinó que los defectos observados por picaduras corrosivas están presentes en mayor medida en la superficie de los álabes que reciben el flujo de vapor de forma que son indicadores de la producción de la corrosión-erosión sobre el material de los álabes por la acción del material particulado y gotas de condensado que se encontraban en el flujo. El análisis SEM también corroboró la presencia de productos de corrosión, como lo sugiere el alto nivel de oxígeno en la superficie de los álabes y en el surco del disco, acompañado de la deposición de otros elementos, como Al, Si, Na, Cl, Ca y Cu.
[13] realizaron una investigación de la falla de un serpentín de enfriamiento en un horno para rostizado de mineral de zinc. El hogar del horno tenía un área de 125 m2 de forma circular. El serpentín objeto de estudio estaba ubicado en la parte superior del horno y este ocupa un área de 50 m2. Este serpentín está en contacto con una fina capa de mineral de zinc rostizado en condición fluidizada a 950°C. El flujo de aire dentro del horno es de 62 000 Nm3/h a una presión de 250 mbar. El agua dentro de los tubos circulaba a 256°C y 44 bar. La composición química de las muestras tomadas (tubos con fallas) fueron analizadas mediante la técnica de espectroscopia de emisión óptica (OES, por sus siglas en inglés), además se caracterizó la superficie de falla mediante un estereomicroscopio y un microscopio óptico. Los análisis fractográficos fueron efectuados mediante SEM-EDS. Según las diferentes pruebas realizadas en las muestras con las técnicas antes mencionadas, los autores hacen una observación sobre las condiciones de servicio del horno. El serpentín de enfriamiento estaba cubierto en parte con óxido de zinc. Debido a la pasivación ocasionada, el área cubierta actuó como cátodo para el área descubierta que se encontraba expuesta al oxígeno y al agua. Esto pudo conducir a la formación de una celda galvánica localizada entre el óxido de zinc en la zona cubierta y las zonas descubiertas del tubo de acero del serpentín. Este tipo de corrosión pudo tener como consecuencia un adelgazamiento de pared y con ello una falla por agrietamiento como finalmente se presentó. En conclusión, los autores pudieron establecer mediante su investigación que la falla en el elemento analizado se produjo debido a la corrosión galvánica presentada entre el acero y el zinc en la superficie externa del tubo del serpentín.
[14] realizaron el análisis de falla de la vaina de protección de una termocupla fabricada de níquel puro que era utilizada en un reactor para la síntesis hidrotérmica de BaTiO3. A partir del análisis visual mediante un estereomicroscopio, se encontró evidencia de corrosión grave en la superficie interior del protector de la termocupla, denotada con la morfología de la corrosión general con coloraciones residuales verdes y deposiciones blancas. El análisis SEM de la superficie corroída muestra que estos productos de corrosión están agrietados y tienen patrones laminares aleatorios; sin embargo, en altas magnificaciones, las láminas presentan morfología de poliedros regulares altamente simétricos. Según las imágenes SEM obtenidas de la sección transversal, se evidencia que el agrietamiento de las secciones laminares presenta orientaciones paralelas a la interfaz entre los productos de la corrosión y la matriz de Ni. El análisis EDS mostró que los elementos más comunes en esta interfaz eran Ba, Ti, O, Ni y Cl en las secciones verdosas, mientras que en las secciones blancas, aunque presentan concentración de Ba, no hubo evidencia de la presencia de Ni. Lo anterior indica que las capas de productos de la corrosión no presentan protección de las capas de metal internas de forma que los iones Cl pueden generar corrosión adicional de estas zonas, que es evidente en las imágenes de las picaduras de la matriz.
El análisis XRD indica que las secciones analizadas presentan concentraciones de BaTiO3, Ni(OH)2 y Ni puro, por tanto, puede identificarse que las secciones de coloración verde eran BaTiO3 y las partes blancas de la microestructura eran Ni(OH)2. Los investigadores concluyeron que la causa de falla raíz se debió a corrosión general y a corrosión de hendidura de la matriz de Ni que se fomentó debido al agrietamiento en la interfaz entre el metal base y los productos de la corrosión. Se estableció que durante el procesamiento hidrotérmico la solución puede introducirse a través de las grietas que da lugar a la deposición de BaTiO3 como bandas paralelas sobre las hendiduras. Algunos iones de Cl también pudieron introducirse en las grietas y formar cloruros metálicos que consecuentemente se agrietaron y generaron la acidificación en el interior de la grieta por lo que agravaron el ataque de la matriz de níquel.
[15] establecieron la causa raíz de falla de microswitches electrónicos montados sobre tableros de circuitos impresos sobre los que se habían encontrado evidencias de corrosión a causa de la humedad y la presencia de iones libres debido a la existencia en exceso de residuos de la soldadura y pasta para soldar. De esta forma, los investigadores tomaron dos switchs que habían fallado previamente y los analizaron con el fin de establecer el mecanismo de falla y su causa raíz. El primero de estos dispositivos se trata de un switch dañado que presentaba corrosión grave y migración electroquímica, que fue analizado mediante SEM y EDS, y mostró que existían trazas de Si, Ca, Ni y Zn, pero sin la presencia de Cl, lo que es un índice probable de que estos elementos iniciaron el proceso corrosivo; además se estableció que hubo ingreso excesivo de material procedente de la pasta para soldar, lo que incentivó a la generación de un puente entre el domo y el terminal central sin la existencia de alguna acción de presión mecánica sobre el switch, tal como lo sugieren las ramificaciones dendríticas encontradas mediante el microscopio.
El segundo de los switches analizados mostró residuos en el filo externo del domo. El análisis SEM y EDS indicó que la presencia de estos residuos de material de aporte y pasta para soldar incrementó la resistencia óhmica entre el domo y los terminales, que actuaron como una barrera dieléctrica. El análisis de falla de estos dos switches ha permitido establecer al menos dos posibilidades de fallas en servicio que se resumen en la presencia de residuos de material de aporte y pasta para soldar que, al ser expuestos a la humedad, generan un incremento en las resistencias de contacto entre los terminales del dispositivo. De igual forma, los periodos prolongados de exposición en las condiciones de servicio implican un ataque corrosivo más grave, que puede ser acelerado por la presencia de residuos de material de aporte y pasta para soldar que dará lugar a la condición de migración electroquímica presentada como la conexión permanente entre los terminales del switch.
Los investigadores también realizaron pruebas de polarización potencio-dinámica del domo y los terminales con solución 1:20 de fundente y agua desionizada, mediante las que generaron las curvas de polarización, que muestran que tanto el domo como los terminales son más anódicos y catódicos, respectivamente, en presencia de la solución, lo que indica que la corrosión tiene una mayor velocidad de avance bajo esta condición.
La prueba de migración electroquímica fue desarrollada sobre switches limpios a los que se les retiró el domo con el fin de entender la posibilidad de migración entre terminales y entre los terminales y el domo. Ambos experimentos se desarrollaron al introducir algunas gotas de solución en el interior de los dispositivos. Se ajustó un potencial constante de 3V y se introdujo una sonda de un videomicroscopio con el fin de registrar las imágenes y el tiempo de formación de la corrosión sobre las partes del switch. Las imágenes muestran que, a partir de aproximadamente 40 s, se inicia la formación dendrítica, y a partir de aproximadamente 70 s, se establece la condición de cortocircuito en el interior del dispositivo bajo análisis. Como resultado, se encontró que los switches fallaron en servicio, lo que mostró que los residuos de material de aporte y pasta para soldar fueron la causa raíz de la falla debido a que se genera una capa aislante que actúa como acelerador y causa la migración electroquímica manifestada como crecimiento dendrítico. Este mismo resultado fue reforzado por los resultados obtenidos de las curvas de polarización, que mostraron un efecto acelerador sobre la razón de la corrosión. Los investigadores demostraron la existencia de varias posibilidades para la falla del switch en función de la cantidad de humedad condensada y la forma en la que las diferentes partes del switch están conectadas a través de la capa de humedad, ya que tanto Sn como Ag pueden actuar como especies migratorias durante el proceso de corrosión electroquímica.
[16] realizaron el análisis de falla de un sistema de sujeción denominado striker dolphin, que estaba recubierto con Ni. Esta tuerca fabricada en latón (Cu-Zn) se utilizaba para sujetar los elementos que permiten la navegación en una embarcación pequeña. El fallo de este elemento mecánico se produjo de forma frágil sin evidencia de deformación plástica. Las mediciones de microdureza indican que el material no presentaba variación de la dureza con un valor de 190HV, lo que indica que el material mantenía la resistencia propia de esta aleación. Se realizaron análisis de espectroscopia por dispersión de energía (EDS), que mostraron que hubo pérdida de Zn mediante mecanismos electroquímicos. A través del método de análisis de elementos finitos, se estableció un esfuerzo máximo en la región de ruptura de 90 MPa, que es mucho menor del esfuerzo estático que generaría la falla, lo que indica que posiblemente la causa de falla es la interacción del esfuerzo aplicado en la región en la que hubo desgaste, el desgarro de la capa protectora de zinc y la formación de compuertas mediante las que se desarrolló la pérdida selectiva del zinc por lo que disminuyó la resistencia de la aleación. Este tipo de fractura frágil e intergranular que fue inducida mediante la descincificación de la zona de ruptura final es bien conocida en aleaciones de este tipo.
[17] hicieron un análisis RCA en unas tuberías de acero inoxidable que presentaban fugas. La tubería objeto de estudio forma parte de un sistema de transferencia de agua de alta pureza ozonizada que está fabricada sin costuras. El material de estudio es el acero inoxidable ASTM A270 TP316L y cada tubo tiene un diámetro de 50 mm con un espesor de pared de 2 mm. Los tubos estaban conectados con soldadura TIG sin ningún material de aporte y este proceso fue realizado según la normativa AWS D18.1. El sistema de tuberías estaba instalado de forma horizontal con aislamiento térmico (EPDM, por sus siglas en inglés) que utiliza un pegamento libre de cloro. La falla en la tubería fue detectada después de tres meses de operación en la parte del sistema de tubos que está instalado en el exterior de la planta farmacéutica donde se registró este hallazgo. Se realizaron pruebas para determinar la composición química del elemento de estudio mediante la técnica de espectroscopia por emisión de chispa, así como SEM-EDS para ver la naturaleza microestructural de la afectación del material y microscopia óptica para determinar las fases del material. En cuanto al agua a la que está expuesta la tubería, se realizó una cromatografía de iones con el fin de determinar las especies corrosivas que esta podría presentar. En la inspección visual del elemento de estudio, se detectó agua externa atrapada entre el aislamiento y uno de los tubos que presentaba falla. La parte externa de este tubo reveló que se había producido ataque corrosivo en forma de picaduras. Además, el agua encontrada en los tubos contiene una concentración de cloruros que pudo producir esas picaduras observadas. Con ayuda del SEM y del análisis con EDS, se pudo determinar que el material estaba atacado en forma de picaduras y que estas contenían Cl y S. Esto da a entender que el ataque en el material se produjo desde el exterior hacia la parte interna de la pared, ya que en la pared interior no se encontró ninguna afectación superficial. La profundidad de estas picaduras oscilaba entre 200 y 260 μm. En las soldaduras de unión entre tubos, se detectó corrosión por picaduras y precipitación de color negro en la zona afectada por el calor. Con el SEM, se comprobó que estos defectos eran consecuencia del proceso corrosivo producido en el límite de grano; además se detectó S y Mn por EDS. Se comprobó que el material no estaba afectado por corrosión intergranular mediante la norma ASTM A262. Los autores concluyeron que el mecanismo determinante de falla fue la corrosión por picadura y que esta se inició en el exterior del tubo hacia la parte interna. La rápida propagación de la penetración en el tubo fue debido a que en el material soldado existían discontinuidades y defectos.
[18] investigaron la falla en unas placas de un intercambiador de calor debido a picaduras. El intercambiador estaba compuesto de placas de acero inoxidable 316L y su principal función era enfriar agua que sirve como refrigerante en el sistema de enfriamiento principal y auxiliar del sistema de lubricación de los motores de generación con los que contaba dicha planta. En el sistema primario de enfriamiento, el agua entraba en la camisa de enfriamiento del motor a 60°C y en la salida su temperatura era 80°C. En el sistema auxiliar, la temperatura del agua se mantenía a 40°C y en la salida aumentaba hasta 58°C. El agua de alimentación para este equipo era agua cruda y agua con un proceso de ósmosis inversa en una relación 1:4. Los autores siguieron la siguiente metodología con el fin de establecer las causas de las picaduras presentadas en las placas de acero del intercambiador: recopilación de información, observación visual, investigación metalúrgica, análisis químico del agua (cruda, por ósmosis inversa y de las torres de enfriamiento) y estudio electroquímico. Las picaduras en las placas fueron detectadas después de 2000 h de operación del equipo en el lado en el que recibe agua de la torre de enfriamiento cuando se disponía el equipo para una limpieza de rutina. En la investigación metalográfica, se determinó la composición química de las muestras mediante el método químico de vía húmeda y para la caracterización superficial las probetas fueron pulidas y atacadas electrolíticamente en ácido oxálico al 10% según la norma ASTM E-407-99. En las muestras de agua, se hizo énfasis en el contenido de cloruros que fueron determinados mediante la técnica de valoración en nitruro de plata. Por último, las pruebas electroquímicas llevadas a cabo fueron realizadas por el método de escaneo potenciostático y la polarización cíclica potenciodinámica para determinar el comportamiento de las placas cuando se exponían al agua de la torre de enfriamiento. Lo encontrado por los autores en el análisis metalográfico fue que la picadura que habría perforado toda la placa tenía una forma irregular con una dimensión máxima de 0,95 mm. En las proximidades de la picadura, se encontró una afectación de corrosión intergranular común en este tipo de material cuando ocurre tal fenómeno. En cuanto a las muestras de agua, se encontró que tenía un alto contenido de cloruros (496 ppm en el agua cruda y 709 ppm en el agua de la torre de enfriamiento) según las indicaciones de un suministrador local de este servicio y con las recomendaciones del fabricante del motor de generación. En el análisis electroquímico, se confirmó que el agua de entrada desde la torre de enfriamiento tenía un alto contenido de cloruro, lo que se ha demostrado por el potencial obtenido. También la capacidad de repasivación del material era pequeña por lo que favorecía el proceso de corrosión por picadura. Los autores concluyeron que la principal causa de la falla en las placas del enfriador era el contenido de cloruros en el sistema de agua de torre de enfriamiento que entra en el equipo y este causó la corrosión por picadura de las placas.
[19] analizaron la falla por fatiga presentada en los álabes del compresor en una turbina de gas. Esta falla se presentó a las 34 000 h de operación en un ambiente marino. Según lo reportado por el fabricante, el tiempo de vida de este elemento oscila entre 48 000 h y 100 000 h dependiendo de la operación y el ambiente al que está sometido. Para determinar cómo fue la falla, los autores realizaron un análisis químico del elemento mediante la técnica de espectroscopia de emisión; el material encontrado en el elemento sugiere que está fabricado en la aleación GTD-450, que es comúnmente utilizado en este tipo de álabes. También se hicieron pruebas mecánicas de tracción (de acuerdo con la norma ASTM E8) y dureza (con una carga de 30 kgf). El análisis metalográfico fue realizado mediante SEM con EDX. La microestructura encontrada en el material consistió en martensita revenida en matriz ferrítica (común en aceros inoxidables revenidos). Los resultados encontrados en la superficie del material muestran marcas de playa en la fractura del álabe. Esto se asocia a procesos de fatiga. También se detectaron marcas de fractura frágil dentro del material y una zona de transición entre estas dos zonas de fractura. Esto sugiere que las grietas por fatiga se propagaron en un sentido dentro de la pieza y después de alcanzar su tamaño crítico dio lugar a la fractura frágil de la pieza. Los resultados obtenidos en las pruebas mecánicas muestran que el material del álabe cumple con las especificaciones estándar y en las pruebas de tracción el material está muy cerca del límite de esfuerzo último a tensión de los valores establecidos según la norma ASTM A705. En los ensayos con SEM, se observa cómo las grietas tienen como punto de inicio una picadura (tamaño aproximado de 20 μm). Esto sugiere que alrededor de estas picaduras pudo producirse un ataque intergranular en el material que quizá causó la separación de cristales. Esto es común en las fallas de fatiga ocasionadas por un debilitamiento de las fronteras de grano por corrosión. El análisis por EDX mostró cloruros en la superficie de las grietas, por lo que este sería el agente corrosivo del material. Según los autores, el mecanismo de fatiga es el responsable de la falla de los álabes del compresor de la turbina, que inició en las picaduras que actuaron como concentradores de esfuerzos. La operación de la turbina hace que los álabes estén sometidos a cargas cíclicas de tracción y compresión por lo que se produce un proceso de fatiga, que sirve como mecanismo de propagación de la grieta iniciada.
[20] estudiaron la falla por picadura que se presentó en un vástago de acero inoxidable AISI 304 de una válvula termostática para el mezclado de agua caliente y fría. El diseño de la válvula le permitía una operación a 8,61 x 105 Pa y un rango de temperaturas entre 291 y 338 K. La falla en el vástago se presentó al año y medio de servicio en un hotel, donde estaban instaladas 20 válvulas termostáticas. Los autores realizaron una inspección visual preliminar de este elemento y posteriormente se prepararon múltiples probetas a brillo espejo que fueron atacadas químicamente con el reactivo Beraha (20 mL HCl, 100 mL de agua, 0,6 g de metabisulfito de potasio y 2,4 g de NH4HF). Para el análisis micro- y macroestructural, fueron utilizadas las técnicas de microscopia óptica, SEM con EDX y microscopia de transmisión electrónica (TEM). También se utilizó XRD para determinar los componentes que tiene el elemento de estudio cerca de la zona de falla. La inspección visual arrojó que el vástago se encontraba en buena condición, pero cerca del final del engranaje estaba totalmente corroído. Este engranaje poseía una capa verdosa en su superficie, que correspondía a los productos del proceso de corrosión. En el examen realizado con el microscopio óptico, la zona cercana a la falla muestra un ataque grave por picaduras y con SEM se observa que la pieza tiene una gran cantidad de inclusiones no metálicas. Según la sonda EDX del equipo SEM, se obtiene que el material base es un acero inoxidable 304 convencional y los productos de corrosión (capa verdosa) contienen Cu, S y Cl. Siendo un poco más específicos en este análisis, los autores muestran que las inclusiones no metálicas encontradas en el material poseen un contenido alto de S (41,19%) y Mn (43,43%), lo que confirma la presencia de MnS en el elemento de estudio. La presencia de Cl en el material ratifica que el vástago fue corroído por picadura en un ambiente con este elemento y es común que esto se presente en tales condiciones. Las inclusiones vistas en el material base (MnS) actúan como acelerantes en la corrosión presentada y tienden a causar que se inicie en ellas. Con el XRD, se pudieron determinar las fases presentadas en el acero (austenita, s-martensita y a-martensita) y estos resultados fueron corroborados con el análisis hecho en el TEM. Los autores concluyen que el efecto combinado de la gran cantidad de inclusiones de MnS y la martensita deformada afectó de manera adversa la resistencia a la corrosión del material del vástago, lo que provocó que se presentaran picaduras en el ambiente de trabajo.
[21] realizaron un estudio de cómo se producían las fracturas de los ejes de una prensa de tornillo para extracción de aceite de palma. Esta máquina posee dos ejes con maquinado en forma de tornillo helicoidal y uno de ellos se acopla a un motor eléctrico (eje conductor), mientras que el otro simplemente es conducido por el movimiento de su par a 11 rpm. El tiempo de operación de la máquina es de 24 h al día y solo deja de operar los domingos y festivos. La empresa propietaria de la máquina que está ubicada en Malasia reporta la falla del eje después de seis meses de operación. En la inspección visual realizada, se encuentra que el eje está corroído con picaduras y algunos golpes. Las picaduras pueden ser causa de inicio para la presencia de grietas posteriormente. En los análisis químicos, se determinó que el material del eje que presenta la falla es ASSAB 709. Con SEM, se logra establecer que en la zona de falla del eje se encuentran depósitos de corrosión y picaduras. Estas últimas con concentradores de esfuerzos y las inclusiones combinado con las condiciones de operación pueden dar lugar a problemas de fatiga, y reducir la vida útil del eje. La conclusión a la que llegaron los autores era que los ejes operaban en un ambiente corrosivo que tiene un alto contenido ácido a partir del aceite de palma. Esto contribuyó a la formación de picaduras que fueron la principal causa raíz para que los ejes estudiados fallaran de manera prematura.
[22] realizaron un análisis de falla de un cartucho de aire comprimido. Los autores realizaron el estudio de falla sobre dos cilindros fabricados en AW-7075 (σ = 470-560 MPa, σy = 400-500 MPa, dureza = 150 HBW, límite de temperatura en operación = 90-120°C) y AW 6068 (σu = 270-310 MPa, σy = 200-260 MPa, dureza = 95 HBW, límite de temperatura en operación = 120-160°C). Para la evaluación metalográfica, los autores utilizaron un microscopio opto-digital 3D de alta resolución y un equipo de SEM. Para comprender mejor el mecanismo de propagación de la falla en las picaduras encontradas en las probetas, se hizo una modelación asimétrica en 2D por elementos finitos. En el cartucho fabricado en AW-7075, se presentó corrosión en la superficie interior desde la base del elemento hasta la parte en que el cartucho se reduce. También grietas secundarias en el área de transición entre la base y la parte delgada del cartucho. La microestructura de este material consistió en una solución sólida a y Al, Zn, Cu y Mg en forma de precipitados. Asimismo, se observaron picaduras en esta superficie de hasta 280 μm y una capa de óxido (aproximadamente de 40 μm de espesor) formada en la superficie exterior del elemento de estudio a partir de una reacción anódica. La fractura mostrada en este cartucho es similar en todas las zonas observadas y se caracterizó por ser de naturaleza dúctil. En cuanto al cartucho fabricado en AW-6082, la microestructura de este elemento consistió en granos equiaxiales de fase a, precipitados de (Fe,Mn)3SiAl12 y MgSi. Además, se observó Cr fino en partículas intermetálicas. En ambas superficies de este cartucho (interior y exterior), se encontró una capa de óxido de 5 μm que se formó gracias a una oxidación anódica. Basados en esas observaciones y en una cuantificación de los defectos observados en los elementos, los autores aseveran que la corrosión por picaduras se encuentra en la mayoría de las piezas de estudio. De acuerdo con estos análisis metalográficos, el cartucho fabricado con AW-7075 mostró más defectos superficiales que el fabricado con AW-6082. Experimentalmente, los autores también demostraron que el material AW-7075 era peor en cuanto a su resistencia a la corrosión y su sensibilidad a la muesca que el AW-6082, lo que fue corroborado por otros autores que consultaron. Debido al número de defectos computados en ambas muestras, independiente de la resistencia de los materiales, la presencia de estos fue el factor determinante en cuanto a la falla masiva que este cartucho presentó, en especial el fabricado con AW-7075. Los autores sugieren que estos materiales no sean utilizados sin un debido tratamiento superficial para las condiciones de trabajo a las que se somete este elemento, en especial en su parte interior. En sus conclusiones, los autores afirman que la causa principal del fallo de los cartuchos de aire comprimido fueron las picaduras que estos presentaron en la superficie interior, que no tenía ningún tipo de tratamiento superficial, y que, junto con la presión extrema a la que fue sometida esta parte a causa de su exposición al sol, terminó por causar un deterioro acelerado del elemento y su posterior falla.
[23] analizaron un caso de falla por fatiga desde una picadura en un mamparo de un avión. Estas pruebas fueron realizadas en laboratorio en un mamparo de un avión F/A-18 Hornet fabricado de una aleación de aluminio 7050-T7451 tratado con shot-peening. En la inspección visual del mamparo, se observa una grieta que atraviesa una parte significativa de la pieza de estudio (3 mm en la superficie exterior del flanche del mamparo, 6 mm a lo largo de la superficie interna y 6,5 mm de profundidad) y que está asociada a fatiga. Mediante SEM se muestra que la superficie fracturada contiene picaduras y que estas pueden ser consideradas como el origen de la grieta. Esta picadura es comparada con una prueba de laboratorio en la que se somete una muestra de AA7050-T7451 a una exposición durante 7 días a una solución de agua y cloruro de sodio al 3,5%, en una cámara con humedad relativa del 95%. Los autores concluyen que el principal resultado de la investigación fue que, mientras que la fractura por corrosión fue grande, su efecto como iniciador de grieta por fatiga y por ende su tamaño efectivo de pregrieta (EPS, por sus siglas en inglés) fue significativamente menor. Este EPS es consistente con el concepto de grieta principal que fue creciendo de manera exponencial debido a las condiciones de carga del elemento analizado. El tratamiento de shot-peening mitigó la propagación de grieta significativamente para casos en los que el material tenía defectos superficiales después de su manufactura. Para casos como las picaduras, el shot-peening actúa de caso contrario y el beneficio de este tratamiento se pierde en este tipo de discontinuidades.
[24] investigaron la causa de falla de ruedas de ferrocarril que fallaron por fatiga inducida por la corrosión. La rueda número 1 presentó agrietamiento por fatiga a través de toda la placa que forma parte de la rueda, que parece haberse originado a partir de una discontinuidad en la superficie, probablemente una picadura por corrosión. A partir del análisis visual realizado una vez se retiraron los productos de la corrosión utilizando una mezcla de HCl y hexametilentetramina, se estableció una profundidad máxima de la picadura de 0,8 mm con una longitud máxima de 4 mm con una forma semielipsoidal. Del análisis SEM de la superficie de falla, se establece una fractura iniciada en las picaduras de la corrosión con una condición de casi hendidura (cleavage), sin estriaciones de fatiga. El análisis SEM de la frontera entre la superficie exterior y la superficie de fractura mostró una diferenciación entre estas zonas causado por el rompimiento abrupto, lo que es una característica general de la fatiga por hendidura. Algunas secciones de estas superficies fueron cortadas y se analizaron metalográficamente tras lo cual se encontró una estructura perlítica sin iniciación de grietas en otros lugares diferentes de las picaduras por corrosión. La superficie posterior de la rueda fue analizada mediante un medidor óptico de contornos 3D y se encontró una rugosidad promedio de 28 μm y una profundidad máxima de picadura por corrosión de 220 μm. Una segunda rueda fue analizada visualmente y se hallaron dos superficies de fractura con características diferentes denominadas A y B. La superficie de fractura A se extendió a través de la placa en dirección circunferencial, mientras que la superficie B se extendió a través de la placa como una semielipse. Las superficies de fractura A y B se originaron en una picadura por corrosión con una profundidad de aproximadamente 0,4 mm y una longitud de 2 mm. Sin embargo, el análisis SEM de la superficie B mostró otras grietas, lo que indica que las picaduras por corrosión en la superficie pueden inducir agrietamiento bajo esfuerzos similares a los que se aplicaron sobre la grieta principal. El análisis de la superficie posterior de esta segunda rueda mostró diferentes morfologías sobre esta superficie y se hallaron desde regiones sin corrosión hasta regiones con corrosión, así como con picaduras debidas a la corrosión. Sin embargo, estas marcas de deterioro corrosivo se deben, principalmente, a que las ruedas estuvieron a la intemperie después de producirse la falla y son producto del contacto de esta superficie con el rocío o la humedad de la lluvia.
Los investigadores realizaron un análisis de elementos finitos (FEA, por sus siglas en inglés) y realizaron un procedimiento experimental para estimar tanto la vida como la resistencia a la fatiga del material de la rueda. Por tanto, probetas de 8 mm de diámetro fueron fabricadas a partir de cortes radiales de material extraídos de la rueda agrietada. En cuanto al modelo computacional, este fue desarrollado en software comercial como ANSYS y COSMOS/M, con 48 803 elementos con 53 761 nodos mediante el que se estimaron las condiciones del material simulando el proceso de temple con un enfriamiento forzado. De igual forma, fueron estimadas las cargas máximas sobre la rueda según el estándar de la Sociedad Americana de Ferrocarriles (AAR, por sus siglas en inglés). Para el análisis de los esfuerzos, se utilizaron los valores obtenidos en el modelo computacional y se empleó el criterio de los senos que implica que el esfuerzo cortante octaédrico es reducido a un esfuerzo estático en función de las propiedades del material y de algunos factores constantes, de forma que un número positivo implica una falla, mientras que uno negativo una condición segura. Los valores de los factores involucrados en el modelo utilizado fueron calculados a través de pruebas controladas para la medición de la resistencia a la fatiga axial. Al mismo tiempo, la influencia de la corrosión sobre la resistencia a la fatiga fue investigada de manera que la mitad de las probetas disponibles para la prueba fueron corroídas intencionadamente a través de la inmersión en una solución 3,5% NaCl durante 8 días y la otra mitad de las probetas dispuestas para la corrosión durante 32 días. Posteriormente, se analizó la rugosidad superficial de las probetas corroídas, y las que no se corroyeron tanto con la medición de la morfología superficial como con el análisis a través de SEM.
Como resultado de estas mediciones se encontró que la superficie de las probetas no corroídas está prácticamente lisa, mientras que las que fueron corroídas presentan gran rugosidad y picaduras con profundidades de hasta 291 μm en las que fueron corroídas durante 32 días. De los resultados obtenidos de la prueba de resistencia a la fatiga se estableció que este valor decrece con el incremento del tiempo de inmersión en el medio corrosivo, además el valor de los parámetros A y alfa necesarios para el cálculo del esfuerzo ortogonal estático muestran que A decrece con el incremento del tiempo de inmersión y que alfa no muestra variación significativa con diferentes tiempos de inmersión.
El análisis SEM de las superficies de las probetas fracturadas por fatiga indica que para la probeta sin corrosión la grieta se originó desde la superficie, mientras que para las probetas sometidas a corrosión la grieta de fatiga lo hizo en una picadura considerable que se encontraba en la superficie y alcanzaba profundidades de 300 μm.
Los resultados del análisis de elementos finitos se utilizaron para alimentar el modelo de los senos y permitió establecer los lugares con mayor probabilidad de falla tanto para los especímenes no corroídos como para los que fueron sometidos a ataque corrosivo durante 8 y 32 días. De estos resultados, se pudo determinar que, mientras los especímenes no corroídos se encuentran en una condición segura, los que fueron sometidos a corrosión durante un mayor periodo se hallan en falla inminente.
Como conclusión, los investigadores establecieron que, aunque el material de la rueda fue granallado en busca de mejorar la resistencia a la fatiga, el efecto de este granallado es nulo en los puntos en los que la picadura supera el valor de 0,8 mm, como la picadura observada en las ruedas. Asimismo, el valor del factor de concentración de esfuerzos obtenido mediante la solución del modelo FEM para la geometría de la rueda es bajo respecto del valor que puede alcanzarse en la realidad, dado que la superficie interna de las picaduras es totalmente rugosa e incrementa este valor considerablemente, lo que provoca con mayor facilidad la generación de grietas a la fatiga. Además, dado que el valor crítico obtenido para la profundidad de las picaduras de corrosión es del orden de 300 μm, este valor es un valor conservador para el inicio de grietas y se recomienda realizar una inspección periódica y una lubricación de las superficies con el fin de evitar la iniciación de las picaduras o la iniciación de grietas por fatiga en picaduras ya existentes.
[25] realizaron una investigación sobre el fenómeno de corrosión asistida por tensión en un tubo de producción de crudo fabricado en acero L80 con diámetro de 3-1/2". La falla reportada en el tubo por la compañía petrolera que operaba el pozo se produjo a 300 m de profundidad y este elemento estaba en una orientación vertical. Las condiciones de operación fueron temperatura en el agujero > 180°C, temperatura en la cabeza del pozo entre 60°C y 90°C. La muestra tomada del tubo es de 1 m. En cuanto al agua que se encuentra en contacto con el tubo, un análisis típico arrojó los siguientes resultados: pH = 7,8, cloruros [ppm] = 2600, hierro [ppm] = 34, sulfatos [ppm] = 700, total de sólidos disueltos [ppm] = 8530, CO2 disuelto [ppm] = 100 y H2S disuelto = 330. Las técnicas utilizadas para detectar las microgrietas en el elemento de estudio fueron SEM-EDS, microscopia óptica, XRD y curvas de polarización de Tafel. En la primera revisión superficial, el material muestra una estructura de martensita revenida como resultado de un proceso de templado y revenido en el acero. Con el análisis por SEM, se pudo observar que el material está cubierto con incrustaciones de productos de corrosión. Estas se encuentran en picaduras que vienen desde el interior del tubo hacia el exterior en gran cantidad. El espectro del EDS mostró que los productos de corrosión tienen un pico alto de S además de elementos como Fe y Mn. Con el análisis de XRD, se confirma que los productos de corrosión encontrados corresponden a FeS, FeS2 y Fe7S8. Los ensayos de pendiente de Tafel fueron efectuados en unas soluciones de 0,2M de cloruro de sodio (NaCl) y 0,2M de NaCl + 0,1M de tiosulfato de sodio (Na2S2O3) para las zonas afectadas y sin afectar del material de estudio. Los datos obtenidos en cuanto a velocidades de corrosión en el material affectado fueron 18 mpy con la primera solución y 144 mpy con la segunda solución. Con respecto al material sin ninguna afectación, las velocidades de corrosión fueron 1,5 mpy y 17 mpy con las soluciones correspondientes. Esto significa que el material sufrió un debilitamiento en cuanto a su resistencia a la corrosión de manera significativa, por lo que ocasionó pérdida de masa de manera acelerada cuando el material estaba en un estado de afectación por el S. Los autores concluyen que el tubo falló a causa de un adelgazamiento de la pared de manera localizada y una posterior perforación. La corrosión dio lugar a la perforación del tubo mediante el mecanismo de corrosión por tensiones. La reacción de corrosión fue provocada por sulfuros de hidrógeno (H2S) en esa ubicación del tubo que estaba sometido a grandes esfuerzos, lo que ocasionó el deterioramiento acelerado.
[26] realizaron un análisis de falla de un sistema de bomba sumergible que colapsó por una grieta en un tornillo de ensamble por corrosión bajo tensión. Este elemento estaba acoplando el motor superior con un motor intermedio (390 HP de potencia cada uno) dentro del cuerpo del sistema. El tornillo que presenta la falla es de cabeza hexagonal de 0,437-20 UNF x 1,50. La fractura se presenta cerca de la cabeza, el material según el fabricante corresponde al Monel K-500 y las dimensiones son correspondientes a la norma ANSI B18.2.1. La falla en el elemento se presenta después de 561 días de servicio. En cuanto a las condiciones de servicio, el perno estaba expuesto a temperaturas alrededor de 300°C, ambiente acuoso corrosivo (1% de petróleo y 99% de agua) y las cargas estáticas sobre el elemento eran del peso de los equipos que estaba uniendo. Los análisis efectuados por los autores para determinar la causa raíz de falla fueron pruebas de dureza según la norma ASTM E18, mediciones de la composición química, inspección visual y análisis microestructural. La dureza hallada en el material correspondió a 35,6 Rockwell C (HRC), que es muy cercano al valor encontrado en la literatura del material del perno. En las pruebas de microdureza efectuadas bajo la norma ASTM E384, el material mostró valores de 360 Vickers (HV) que corresponden a valores nominales del Monel K-500. Posteriormente, se analizó químicamente el elemento de estudio correspondiente a un acero de medio carbono utilizado en pernos estructurales de acuerdo con la norma ASTM A449-14. Comparando el elemento con falla con un elemento sin falla suministrado por el propietario del sistema, se corroboró que el material del elemento fallado no era la aleación Monel K-500. El perno con falla mostró una microestructura de martensita revenida con varios granos de fe-rrita, típica de un material sometido a procesos de templado y revenido. También se muestra que el material mostraba pequeñas regiones de ferri-ta y carburos. Las roscas del perno fueron hechas por rolado. Varias grietas se encontraron en la superficie de la rosca, que pudieron ser originadas por picaduras con una propagación transgra-nular. Para los autores, esto se presenta cuando la falla es por corrosión bajo tensión. Asimismo, concluyen que el perno de estudio presentó falla debido a que el material del que estaba fabricado no corresponde a las especificaciones del material de diseño. Además, por su baja resistencia a la corrosión, el elemento comenzó a corroerse por picaduras al estar expuesto a un ambiente de trabajo con alto contenido de azufre, y combinado por la carga estática a la que estaba expuesto el perno, que falló de manera catastrófica. Por último, los autores proponen como el mecanismo más probable de falla del elemento de estudio la corrosión bajo tensión.
[27] identificaron la causa raíz de falla de placas de acero estructural A36 revestidas con láminas de acero inoxidable 316L que presentaron agrietamiento en ambientes alcalinos. Las placas de acero estructural fueron utilizadas para la construcción de la torre y las láminas de acero inoxidable se emplearon para formar una capa cilíndrica interna. El proceso de soldadura TIG fue utilizado para unir las láminas de acero 316L entre sí y la superficie de acero estructural, que se realizó sin material de aporte. La torre inició su operación en mayo de 2011, que almacenaba pulpa de papel a 90°C con un pH entre 11 y 12 debido a la presencia de NaOH y Na2SO4. Para agosto de 2012, la mayoría de las placas de acero 316L presentaban corrosión y agrietamiento.
Los investigadores desarrollaron una prueba experimental para determinar el efecto que tenía la solución contenida en la torre sobre la formación de hendiduras en el acero inoxidable soldado. De esta forma, se preparó una solución 0,01 mol/L de NaOH y 0,003 mol/L de Na2SO3, con el fin de simular la solución alcalina que se almacena en la torre. Se cortaron láminas de acero tanto del acero 316L como del A36 de forma que al soldarse pudieran sujetarse en el dispositivo que se construyó para que las placas quedaran sujetas a flexión estática y bajo el ataque corrosivo de la solución. Por tanto, las láminas se sometieron a flexión de cuatro puntos y durante 36 h soportaron el ataque de la solución a 90°C.
Los resultados del examen de la corrosión inducida en las placas muestran que la corrosión se produjo, predominantemente, en la superficie externa de las láminas de revestimiento que se encuentran en contacto con el acero estructural A36. El metal soldado se corroyó más agresivamente que el metal base debido a que el proceso de soldadura tiene efectos negativos sobre la resistencia a la corrosión del acero inoxidable 316L. Se encontraron picaduras y grietas sobre la superficie de la soldadura que fueron analizadas mediante SEM y EDS tras lo cual se hallaron fundamentalmente sulfuros y óxidos. Del análisis de las grietas encontradas, se estableció que son grietas frágiles con ramificaciones, que se iniciaron desde la superficie externa hacia la superficie interna; algunas otras grietas lo hicieron desde el interior de las picaduras por corrosión avanzando intergranularmente (cleavage).
El análisis metalográfico identificó que el enfriamiento rápido después del proceso de soldadura dio lugar a un alto contenido de ferrita delta en la frontera dendrítica de la zona impactada por el calor, que puede afectar la resistencia del material y la formación de picaduras por corrosión. Por tanto, la microestructura sensible y la presencia de esfuerzos residuales pueden causar la falla de la delgada capa de óxido autopasivante que se forma sobre el acero inoxidable. De esta forma, la presencia de segundas fases y la segregación dendrítica permiten explicar la baja resistencia del acero 316L a la corrosión.
Los investigadores concluyeron que el material presentaba grietas frágiles, transgranulares y ramificadas que se propagaron verticalmente a la soldadura, lo que produjo el desarrollo de la corrosión bajo esfuerzo SCC en las placas de acero 316L. La presencia de ferrita-delta cercana a la zona de afectación térmica redujo la resistencia a la corrosión del material.
[28] realizaron el análisis de falla de los tubos de pared en una caldera acuotubular fabricados en SA-210-A1 que funcionaban a 350°C y 15 MPa. Estos tubos tenían un diámetro exterior de 57 mm y un espesor de 5,4 mm en su estado inicial. Para obtener la causa raíz de la falla, los autores realizaron el corte de cuatro muestras de diferentes tubos de la caldera y obtuvieron variaciones de composición química. La dureza de las muestras fueron superiores a 79 HRB, parámetro que demostró que el material estaba en el límite superior de dureza según la norma para aceros sin costura grado A1 que hacía el material susceptible al agrietamiento. También se observaron picaduras en las muestras debido al oxígeno en la superficie interna de los tubos que actúo como concentrador de esfuerzo para la iniciación y propagación de las grietas producidas por esfuerzos y corrosión. Después de analizar todo lo encontrado, los autores determinaron que los tubos de la caldera fallaron debido a este comportamiento de corrosión bajo tensión por la combinación de esfuerzos residuales producidos por el concentrador de esfuerzo que es el aro de unión del tubo con la pared de la caldera, además de las picaduras encontradas. Estas fueron causadas por un tratamiento inadecuado del agua utilizada y actuaron como concentradores de esfuerzo para el inicio y la propagación de las grietas.
[29] estudiaron la corrosión por tensión de un rotor de turbina de vapor que tenía una capacidad de 60 MW. Los autores aplican la metodología de RCA para ver cuál es la posible causa de la falla de este elemento mediante análisis metalográfico y de integridad. La falla presentada se originó a las 198 000 h de operación de la turbina aproximadamente y se habían acumulado 488 encendidos de este equipo en ese tiempo de operación (83 encendidos en frío, 115 encendidos en tibio y 270 encendidos en caliente). El primer síntoma que se detectó en cuanto a la falla del rotor fueron las altas vibraciones que de manera casi inmediata ocasionaron rotura en parte de los álabes móviles de la turbina. Cuando la turbina se pudo intervenir, se encontraron múltiples afectaciones en sellos, acoples, álabes y demás piezas del equipo. A partir de esto, los autores prepararon diferentes pruebas para realizar la investigación de la falla. Entre las cuales estuvieron: a) inspección de partículas magnéticas, b) mediciones de la geometría del rotor, c) análisis metalográfico y d) análisis mecánico. En el primer análisis, se observa que el rotor no tenía discontinuidades, lo que sugería que este aún no estaba para una reparación. Las mediciones tomadas estaban en las magnitudes correctas según los diseños estipulados del elemento de estudio. En cuanto a los análisis metalográficos (hechos en la superficie del eje en la región de la entrada de vapor), revelaron que el material no tenía algún tipo de inclusiones u otro cambio estructural que fuese en deterioro del rotor. Para encontrar la causa raíz de la falla, los autores optaron por realizar las pruebas mecánicas y metalográficas sobre los residuos de los discos del rotor en sus etapas 6 y 7. Las micrografías muestran que el agrietamiento observado en el rotor es común en elementos que sufren corrosión bajo tensión. En la microestructura del material, se observa que hay grietas intergranulares llenas de óxidos. El resto de la microestructura muestra un material con bainita revenida sin restos de ferrita. Además, había presencia de carburos en los límites de grano. En el análisis mecánico, los autores modelan el perfil del rotor y obtienen que las temperaturas de operación en las etapas 6 y 7 era de 113°C y 105°C, respectivamente. Los cálculos de integridad mecánica mostraron que la ranura de la etapa 7 tiene los esfuerzos más significativos. Según los resultados obtenidos, los autores pudieron determinar que la causa raíz de la falla en el rotor fue el agrietamiento iniciado por la corrosión bajo tensión del rotor y los esfuerzos excesivos al que este estaba sometido en la operación.
[30] investigaron la corrosión presentada bajo tensión de un intercambiador de calor que calentaba agua. Para hacer este análisis de falla, los autores siguieron la siguiente metodología: a) condiciones de trabajo, b) inspección visual y c) experimentación. El intercambiador de calor estaba hecho de acero inoxidable austenítico y era un equipo tipo U utilizado para disminuir la temperatura del gas reformado. Este gas entraba en el intercambiador a 385°C y 3,9 MPa, y en la salida, tenía una temperatura de 168°C. La composición de este gas reformado era principalmente CO2, CO, H2, CH4 y N2. Por el lado de la carcasa, fluía agua a 6 MPa y con temperatura de entrada de 115°C y temperatura de salida de 241°C. En la inspección visual, encontraron muchas grietas en el área de la soldadura de los tubos y la placa donde van estos conectados. En la carcasa y en la placa de partición del equipo, no se vio alguna grieta. En la parte de entrada de los gases, se observaron unos depósitos negros fuertemente adheridos y unos residuos blancos suaves en la placa de los tubos. Las muestras tomadas del equipo fueron analizadas químicamente por fluorescencia de rayos X (XRF), micrografías hechas en microscopio óptico, fractografías realizadas por SEM con EDX y pruebas de tracción siguiendo la norma ASTM E8. Según los resultados obtenidos en el XRF, el material de estudio es un acero inoxidable AISI 316L. La microestructura observada es de auste-nita y se observan grietas ramificadas en el material. También se detecta la formación de carburos de cromo en las fronteras de grano consecuencia del sobrecalentamiento y sensibilización del material. En el SEM, se revelan grietas intergranulares y transgranulares en el acero, lo que sugiere una rotura frágil. El analizador EDX del SEM muestra que el material tiene un alto contenido de S en las superficies de falla. Con el equipo de XRD, se observa qué compuestos de S y carburos de cromo se encuentran en el área de falla. Los análisis químicos de los depósitos blancos encontrados en el equipo muestran un contenido de 590 ppm de cloruros, un pH de 10,8 y una concentración cáustica del 20%. Después de reunir todos los resultados, los autores concluyen que los depósitos hallados se produjeron debido a errores de apagado del equipo. La presencia de azufre del lado del gas en el proceso formó ácido politiónico durante los apagados. Este ácido produce en el equipo corrosión bajo tensión y posteriormente la falla presentada es acelerada por los agentes encontrados en el agua con el que opera el calentador.
Fallas provocadas por insuficiência en diseño, operación, mantenimiento y calidad en el material o en el montaje
[31] analizaron una tubería fracturada en una compañía de petróleo y gas fabricado en acero ASTM A53 mediante RCA. Esta tubería era de 2" de diámetro cédula 80. La tubería fracturada estaba soportada en un perfil C con dos perfiles L y soldados a una viga I, lo que garantizaba que el tubo no tuviese una carga estructural que pudiese afectar su integridad. Para realizar el RCA de este caso, se consideraron cuatro aspectos: los antecedentes, una inspección visual del elemento de falla, localizar la posición actual y orientación del tubo y reconstruir el evento y, por último, análisis metalúrgico del tubo y su área de falla. Recopilando información, los autores proponen cuatro posibles causas raíces que pudieron ocasionar la falla a priori del tubo: a) defectos en la manufactura, b) daños por causas externas, c) defecto en el material del tubo y d) impacto por fuga de gas en la tubería. Realizando la inspección visual, los autores determinaron que el daño en la tubería fue ocasionado por impacto del chorro de gas crudo a alta presión que pasó a través de este. El área de falla más grande es de 45 a 50 mm de longitud por una variación del espesor entre 1,48 mm a 2,91 mm. En ensayo, con tintas penetrantes fluorescentes y partículas magnéticas, mostró que las grietas solo se iniciaron desde el área de falla debido a la reducción del espesor en el tubo. La variación de dureza en este va desde 90 HRB en la zona sin afectación hasta 64 HRB en la zona de falla. Los análisis microestructurales mostraron que hubo un proceso de erosión que causó la falla en la tubería. También se muestra que no hubo ningún signo de microgrietas, por lo que se puede decir que el elemento de estudio falló por la turbulencia incremental causada por partículas abrasivas y sus regiones vecinas. Esto contribuyó a procesos de erosión-corrosión y a un decaimiento del material de manera acelerada. Basados en los resultados de la inspección realizada, los autores indican que la falla no fue ocasionada por una falla metalúrgica y que esta pudo ser producida por un proceso de abrasión debido a las marcas encontradas en la micrografía. Esto lleva a concluir que la causa raíz de falla de la tubería es un adelgazamiento excesivo por un proceso abrasivo.
[32] realizaron el análisis de falla de una sección de una grúa de balancín retraíble mediante el método de elementos finitos no lineal. Una vez se obtuvieron los resultados de la simulación, se procedió a realizar la adecuación de un prototipo de la grúa que reflejara las mismas condiciones de carga y registrara el valor de los esfuerzos mediante galgas extensométricas y la observación de las secciones para establecer la condición de pandeo lateral de los soportes que conforman el cuerpo principal de la grúa.
Los dos conjuntos de resultados (análisis computacional y experimentación) mostraron que la falla se produjo debido a la condición de inestabilidad de primera clase observada en las placas laterales de la primera sección de la grúa.
Finalmente, según los resultados obtenidos mediante la simulación y la experimentación, se procedió a reforzar las zonas que presentaban la condición de falla más acentuada. Bajo la nueva geometría de la grúa, los resultados obtenidos de la simulación computacional y la experimentación muestran que la grúa cumple las especificaciones de carga, de forma que esta metodología puede aplicarse directamente en el análisis de estructuras similares.
[33] realizaron el análisis de falla de un separador tipo ancla de doble fijación utilizado en vías férreas con el fin de aumentar la rigidez. Se analizaron algunos de estos separadores que presentaban falla en servicio y además otros diseños de separadores de ancla que denominaron tipo europeo, de forma que realizaron pruebas de caracterización del tipo de material, historia de uso del separador, limpieza de las muestras, análisis de la superficie de fractura, macro- y microanálisis de la fractura, análisis químico, metalográfico y pruebas mecánicas.
Como resultado del análisis visual, se establece que los sujetadores fracturados son en general de un tamaño correspondiente a la mitad del sujetador denominado tipo europeo. De igual forma, el análisis muestra que existe agrietamiento de la zona de unión soldada entre el separador y los perfiles en los que se colocan los sujetadores. Las características de la falla indican que esta zona fue sometida a cargas compresivas que indujeron altos esfuerzos mayores de la resistencia mecánica del material que causó deformación plástica. De esta forma, la junta soldada resultó agrietada.
El análisis químico determinó que los separadores de doble anclaje están fabricados con acero al bajo carbono, mientras que el separador tipo europeo está fabricado con acero de calidad de resorte. La única diferencia notable es el contenido de Mn, mientras que el contenido de carbono es similar, lo que implica que el mayor contenido de Mn genera una mayor resistencia mecánica y alto nivel de endurecimiento del acero.
La caracterización estructural de los separadores de doble anclaje muestra la misma microestructura correspondiente a ferrita proeutectoide y una pequeña fracción de perlita que es típica del acero de bajo carbono normalizado, por lo que cumple con los requisitos para estos componentes. Sin embargo, los separadores tipo europeo muestran una microestructura martensítica, lo que indica que el material fue sujeto a templado y revenido.
La microestructura de la zona afectada por el calor de la soldadura fue analizada tanto para los separadores de doble anclaje como para los separadores denominados tipo europeo. De este análisis, se pudo observar que tal zona presenta una microestructura de forma acicular resultante del proceso de solidificación que gana resistencia debido a la distorsión de los cristales del material. La microestructura del separador tipo europeo también tiene apariencia acicular y solo fue visible al atacarla con la solución Villela (ácido pícrico, alcohol etílico y ácido clorhídrico), lo que indica que es un acero aleado. No obstante, son visibles algunos microvacíos que generan concentración de esfuerzos bajo carga estática o carga a la fatiga y promueven la falla prematura de la unión.
En cuanto a la dureza Brinell medida en ambos tipos de separador, muestra que la resistencia mecánica de tanto el separador como del fijador del perno presentan durezas similares entre (100125 HB), a excepción del sujetador del perno en el modelo europeo que alcanzó valores de dureza de hasta 400HB, lo que se explica debido a diferencias en las composiciones químicas de estas partes. Además, las mediciones de resistencia a la tracción son considerablemente mayores para el material del que está fabricado el separador tipo europeo. De esta forma, se deduce que el agrietamiento que se observó en el separador de fijación doble es producto de la baja resistencia mecánica. En la prueba de impacto Charpy, el material del separador tipo europeo absorbió una menor cantidad de energía de impacto, lo que es típico de los aceros martensíticos de alta resistencia; sin embargo, se espera que presente baja ductilidad.
Como conclusión, los autores sugieren que la fractura del separador de doble anclaje está relacionada con deformación plástica en el sujetador. La deformación hizo que el separador se alejara de su posición inicial y generara ruptura de la junta soldada que une el separador de los anclajes. Esta deformación inicial a su vez está relacionada con la precaria calidad de la junta soldada, que junto con la baja resistencia mecánica y la sobrecarga en servicio generaron la fractura. En comparación, el sujetador tipo europeo tiene un espesor mayor, además de una resistencia mecánica más alta, lo que lo hace más conveniente para el uso en esta aplicación.
[34] aplicaron RCA a un eje de transmisión de un equipo pulverizador de carbón. Este eje estaba fabricado en la aleación 18CrNiMo7-6 y era usado para transmitir la potencia del motor a la caja de cambios del molino pulverizador. El procedimiento utilizado por los autores para determinar la causa raíz de falla de este elemento fue a) inspección visual y estereomicroscopia de las partes de falla del eje, b) análisis químico del material del eje, c) examen metalográfico y microestructural del eje en dirección transversal, d) mediciones de dureza en el área transversal del eje, e) ensayos mecánicos y f) fractografía de la superficie de falla. En este estudio, los autores se apoyaron en técnicas como OES (por sus siglas en inglés) para obtener la composición química de las muestras y SEM con EDS para caracterizar las fallas superficiales del eje. También los autores realizaron pruebas de tracción, dureza e impacto según la norma ASTM E23 con una carga de 1 kg y 15 s de duración. En la inspección visual, se observó que la superficie de falla estaba completamente oxidada y se observan marcas azules que normalmente se presentan en procesos de calentamiento excesivo por fricción del material después de la falla. La estereomicroscopia determinó que el material presentaba regiones que se fundieron y luego se solidificaron. En cuanto a la dureza encontrada en la muestra (335 HV en promedio), no muestra un cambio significativo en toda su área transversal. La microestructura encontrada en el material es uniforme en toda la pieza (martensita revenida). Las propiedades mecánicas medidas fueron tomadas en el lado del acople del eje y no del lado de la falla porque no se tenía la suficiente cantidad de material disponible para hacer las pruebas correspondientes. Sin embargo, se obtuvo que el material del eje no cumplía las especificaciones mínimas en cuanto al esfuerzo último a tracción y de fluencia. En las pruebas de impacto, el material superó sin problemas los requerimientos mínimos. La fractografía se realizó en las esquinas del chavetero del eje que mostraron agrietamiento (430 μm de longitud). Los autores concluyeron que este eje falló a causa de una sobrecarga, a pesar de que el chavetero fue diseñado para las condiciones de operación. Las grietas encontradas en las esquinas del chavetero progresaron en un tiempo determinado y ocasionaron la falla del elemento de estudio. En ningún análisis sobre la superficie, se encontraron marcas de fatiga, por lo que este mecanismo quedó descartado.
[35] realizaron un análisis de modo de falla en un cigüeñal de motor diésel de cuatro tiempos. Este cigüeñal estaba instalado en un motor de un automóvil con una potencia de 110 kW. Después de 120 000 km de servicio, el automóvil empezó a presentar una vibración anormal hasta que quedó inhabilitado para seguir funcionando. En la inspección visual que se realiza, se utiliza la técnica de tinta penetrante para determinar dónde se encontraba la grieta en el elemento analizado. Luego se utilizó una sierra para partir el cigüeñal donde se encontraba la grieta, lo que reveló unas marcas de playa semielípticas. Este tipo de marcas son comunes cuando un elemento mecánico está sometido a un proceso de fatiga. En el análisis metalográfico que se llevó a cabo mediante SEM-EDS, se determinó que el material del cigüeñal es la aleación 37Cr4 y que no hay muestras significativas de defectos superficiales o corrosión por picaduras. Según los autores, la causa raíz de la falla es un desalineamiento o la debilidad del muñón cerca del contrapeso (sitio donde se encontró el inicio de la grieta). La propagación de la grieta fue gracias a la fatiga y no por causas microestructurales del material.
[36] investigaron los esfuerzos mecánicos en un soporte para montaje de un muffler utilizando la metodología de análisis de causa raíz y falla (RCFA, por sus siglas en inglés) con la validación experimental y el análisis por elementos finitos. Para utilizar esta metodología, los autores se apoyaron en el diagrama de espina de pescado para entender las posibles causa de falla en este elemento de manera gráfica. Tal elemento se encuentra en el circuito de gases de escape de los automóviles y normalmente está sometido a cargas estáticas y dinámicas según las condiciones del camino. Las vibraciones ocasionadas por la carretera o vía por la que esté transitando el automóvil sumado a las cargas vibracionales que imprime el motor sobre el auto hace que los soportes del muffler sean susceptibles a cargas mecánicas. Los autores establecieron la siguiente metodología de estudio con el fin de determinar las fallas en el objeto de estudio y realizar las respectivas mejoras: a) análisis de causa raíz y falla junto con un análisis estadístico, b) observaciones al proceso de manufactura y ensamblaje, c) pruebas en láminas del material, d) análisis por elementos finitos y e) modificaciones en el diseño. En el primer paso, se establecieron cuatro posibles factores que contribuyen a la falla del soporte de montaje (hombre, materiales, métodos y máquinas) y, a su vez, estos fueron asociados a diferentes causas que podrían causar fallas. Luego, se realizaron pruebas de tensión en láminas del material (probetas de 300 mm x 30 mm) con espesor variable entre 1 y 2,5 mm. Además, algunas probetas fueron soldadas en la mitad con cordones de 1 y 1,5 mm. Los resultados obtenidos en esta prueba mostraron que el material fallaba en ambos diseños (con soldadura o sin ella) con fracturas a 45° con respecto al plano normal al ancho. Además, se determinó que la lámina de 2,5 mm soldada con cordón de 1,5 mm podría soportar una carga 44% mayor que la lámina de 2,5 mm sin soldadura con un espesor de 1 mm. En cuanto a la simulación del elemento de estudio, se realizó mediante el software ANSYS y los respectivos modelos. Se realizaron simulaciones con el acero rolado en frío que trae el software en su librería de materiales (p = 7850 kg/m3, módulo de Young = 2 x 105 MPa, razón de Poisson = 0,287, conductividad térmica = 60 W/mK, coeficiente de expansión térmica = 1,2 x 10-5 K-1) y se realizaron simulaciones con cargas mecánicas y térmicas. En estas simulaciones, se utilizaron los dos tipos de soportes existentes y, además, se evaluó un nuevo diseño de soporte. Se muestra que, en el muffler con los nuevos elementos de soportes, la región del máximo esfuerzo se mantiene, pero su magnitud se reduce en un 24%. En los resultados simulados en cargas mecánicas, el nuevo soporte es superior a los soportes antiguos. Los autores concluyen que la posible causa raíz de la falla no pudo ser identificada con ayuda de este estudio debido a que no hay suficientes datos disponibles. Una mejora que se recomienda es que la lámina utilizada en la cubierta del muffler sea aumentada de 1,0 a 1,5 mm con el fin de que soporte mejor la carga mecánica y térmica a la que está sometido.
[37] analizaron la falla presentada en la causa de los álabes de una turbina de vapor de 350 MW. Se realizaron inspecciones visuales de las piezas que fallaron, lo que dio como resultado la observación de marcas de playa relacionadas con fallas por fatiga en los elementos de esta naturaleza. También fueron detectados productos de corrosión en las muestras según el análisis metalúrgico realizado a las probetas mediante SEM. La operación de los álabes fue simulada en un software de elementos finitos, que fue clave para dilucidar la causa del problema. Los resultados obtenidos mediante esta herramienta demostraron que un desajuste en las áreas de contacto entre la causa del álabe y el árbol de fijación del rotor fue la causa raíz de la falla. Durante la operación de la turbina de vapor, un ajuste inapropiado entre esas áreas, a causa de unas tolerancias excesivas, generó concentración de esfuerzos en la causa del álabe. Esta concentración de esfuerzos pudo haber sido una de las causas de iniciación del agrietamiento de este elemento. Los resultados metalúrgicos obtenidos revelaron que la grieta se propagó por un proceso combinado de corrosión y fatiga. Se concluyó que la grieta se propagó en la pieza de análisis por vibraciones ocasionadas por el desajuste antes mencionado.
[38] analizaron la falla en elementos mecánicos de lavadoras centrífugas durante un test de tiempo de vida. Los elementos analizados en este trabajo estaban ubicados en la caja de transmisión de potencia de la secadora centrífuga de la lavadora. El test que se aplicó a la lavadora fue desarrollado por el fabricante Electrolux Professional. Los autores realizaron un análisis químico y microestructural de los elementos que fallaron. Esta prueba, llevada a cabo por la empresa fabricante de la lavadora, está dentro de una metodología de pruebas de productos que ellos desarrollan y que consta de las siguientes fases:
Las pruebas 2 y 3 de la lista corresponden a condicionantes tales que, en caso de no pasar el prototipo, este vuelve a la etapa de desarrollo de producto posterior a un análisis de falla. El prototipo evaluado consistía en una canasta rotativa de 65 L de capacidad, un motor eléctrico, el sistema de transmisión y la carcasa. Para simular el procesamiento del alimento a máxima carga por secar, tres cilindros de aluminio de 3 kg cada uno fueron fijados en la parte baja de la canasta a 150 mm del centro. La relación de transmisión en el equipo era de 1:5. El ciclo aplicado consistía en un encendido y apagado de 2 min cada uno. Este ciclo estaba programado para detenerse cuando un elemento fallara o que se repitiera 10 000 veces. Todos los componentes de la caja de transmisión fueron diseñados y construidos en aleación 41Cr4 en una condición de templado y revenido. Los elementos de la caja de transmisión que fueron estudiados por los autores fueron el engranaje conductor, el engranaje conducido y su respectiva cuña. Durante el ensayo de tiempo de vida, se analizaron estos elementos, ya que son críticos en los dos tipos de falla que se presentaron: a) falla entre engranajes y b) falla entre engranaje y cuña. Estas dos fallas se presentaron en dos ensayos de tiempo de vida distintos realizados por los autores. La primera caja de transmisión duró 3569 ciclos y la falla se presentó en la cuña. La segunda caja de transmisión duró 2500 ciclos y tuvo falla por un desgaste disruptivo en el engranaje director. La composición química de los engranajes en ambas cajas de transmisión confirmó que estaban hechos de 41Cr4 y se encontraron trazas de P y S. Sin embargo, esto no dejó en evidencia que la falla presentada tenga relación con la composición del elemento, puesto que cumplía con la norma EN 10083. La microestructura de los engranajes conducidos mostró una superficie endurecida compuesta de martensita de carbono medio templado fina. No se mostró ninguna diferencia en este elemento en las dos cajas de transmisión del estudio. En cuanto a la microestructura del engranaje conductor, se observó que para ambas cajas es muy parecida en cuanto a que se presenta martensita gruesa medio templada tipo C. Sin embargo, para el engranaje tomado de la caja de transmisión que presentó falla por desgaste, hubo presencia de ferrita y martensita de carbono medio, que fue austenizada a baja temperatura. Esto se confirmó por la presencia de islas de ferrita y carburos gruesos. Lo más probable en este caso es que el material haya sufrido una austenización incompleta y de ahí estas formaciones. Los autores concluyen que este tipo de pruebas pueden contribuir a analizar las causas de falla y dar información a los fabricantes de este tipo de equipos para mitigar falla en el componente de análisis. En cuanto al estudio particular, es probable que las fallas presentadas sean debido a una no conformidad en la calidad del material (mal tratamiento térmico y pobre composición química).
[39] investigaron e interpretaron un análisis de falla en tuercas de alta resistencia fabricadas de una superaleación base níquel. Estas tuercas estaban instaladas en aviones A-10 de la fuerza aérea de los Estados Unidos. La superaleación de las tuercas es comercialmente conocida como Inconel 718 y el esfuerzo de diseño de las tuercas es de 220 ksi. Estas tuercas son de grado aeroespacial y, por ende, son elementos que están sometidos a una carga alta de torque. Estos elementos que fallaron fueron analizados en un primer caso por el ala de mantenimiento de la fuerza aérea de los Estados Unidos y las fallas encontradas fueron atribuidas a errores en la instalación, específicamente daños en la rosca y el sellante en las fracturas resultado de un sobreesfuerzo debido a un sobretorque. Sin embargo, meses después del primer incidente, otras tuercas fallaron en otro avión. El laboratorio que realizó el análisis llegó a la conclusión de que los elementos habían tenido una fractura frágil y que no estaba asociada ninguna mala práctica de instalación en los elementos. Para determinar la causa raíz de esta falla, se debió hacer una investigación más a fondo de las tuercas que fallaron. Todas las tuercas que fallaron habían sido suministradas por un mismo fabricante y el tamaño de todas ellas eran de 10/16 in. Como había tuercas de este fabricante y de otro instaladas en los aviones de manera mezclada, no se podía determinar qué elementos podrían fallar más adelante. Lo primero que se realizó por parte de los autores fue realizar un ensayo de tracción de acuerdo con la norma ASTM F606 para cada combinación de tuerca/tornillo en diferentes tamaños. Después, se efectuó un experimento replicando las cargas de estas uniones y, por último, se evaluaron las tuercas para detectar algún esfuerzo residual interno que pudo ser inducido en el momento de fabricación. Los tamaños evaluados por estas tres fases de análisis para las tuercas oscilaron entre 3/16 a 3/4 in. Una vez realizados los ensayos, se analizaron las probetas fractográfica y metalográficamente. Después de las pruebas y de los análisis realizados, los autores concluyeron que, según los resultados, las tuercas obtenidas del otro proveedor no presentarán el mismo problema en cuanto al tamaño del elemento o el desempeño de este elemento provisto por otro fabricante. Sin embargo, cuando se evaluaron las tuercas con el tamaño de 10/16 in suministradas por el fabricante inicial, no alcanzaron el valor de torque requerido para la unión de diseño. La solución que se le dio al problema fue reemplazar todos los elementos provistos por el fabricante inicial por otros de otro fabricante.
Fallas provocadas por fatiga
[40] realizaron un análisis de falla de un cable de slickline afectado por picaduras. Esta slickline falló a las 400 h de operación. El cable fracturado tenía dos partes con longitudes de 850 mm y 2,68 mm. El material de los alambres fue caracterizado mediante técnicas fractográficas y también se hace una revisión de las condiciones de operación en el alambre mediante el método de elementos finitos. Los análisis químicos dieron como resultado que el material del cable era acero de alto carbono y este contenía impurezas (azufre y fósforo). En el análisis metalográfico, el cable mostró una microestructura de perlita fina altamente orientada con un espacio interlaminar de 150 nm. También se encontraron tres tipos de discontinuidades: a) grietas superficiales transversales con longitudes entre 100 y 150 μm, b) grietas longitudinales con longitudes de hasta 900 μm y c) una gran cantidad de picaduras. Estas discontinuidades pueden indicar diversas causas como procesos de corrosión (que se pueden asociar a puntos de inicio de las grietas por fatiga), defectos de manufactura (las grietas longitudinales encontradas pudieron ser generadas por grandes esfuerzos) y fatiga (las grietas transversales tienen una morfología planar que sugiere una propagación modo 1 que fue observado en otros tipos de cables por los autores). En el análisis por elementos finitos, se determinó que el cable fue sometido a cargas por encima de su esfuerzo nominal y, por tanto, pudo ser una de las causas determinantes de la falla presentada. Los autores sugieren, después de analizar todos los resultados, que la probable causa de falla fue la presencia de varios tipos de defectos en la superficie del cable. Estas discontinuidades produjeron grietas por fatiga, que se propagaron a lo largo de la sección del cable. Un segundo mecanismo de falla puede estar asociado al proceso de manufactura del material que causó grietas longitudinales, que pueden explicar la falla prematura presentada.
[41] realizaron un análisis de falla a dos cigüeñales de motores diésel monocilíndricos utilizados en la agricultura para diferentes procesos. Este daño es reportado después de 100 h de servicio. Los dos motores analizados tienen las siguientes especificaciones: 9 HP de potencia, un solo cilindro de cuatro tiempos, 3000 rpm, 30 Nm de torque, 15 x 106 ciclos. La composición química detectada mediante la sonda EDS en los análisis mediante SEM fue similar al acero AISI 4130 para ambos cigüeñales. Ambos elementos fallaron por la parte de la manivela. En uno de ellos, la fractura comienza en la unión de la manivela y uno de los contrapesos. Mientras que en el otro cigüeñal la grieta se inicia por el orificio de lubricación. En el análisis metalográfico, no se detectan defectos microestructurales. Se utilizó también un análisis por elementos finitos para determinar una posible causa de lo ocurrido. Este análisis da como resultado que una de las causas importantes para que ocurrieran las fallas fue una alta concentración de esfuerzos en las zonas donde se produjo el inicio de las grietas. Después del análisis, los autores, llegaron a la conclusión de que la fatiga fue el mecanismo dominante de falla y que la parte de la manivela en los cigüeñales son la parte más débil del elemento, por lo que se recomienda un rediseño de esta parte.
[42] analizaron la ruptura del cigüeñal de un motor diésel tipo boxeador (sin contrapesos de carrera horizontal). El motor diésel bajo análisis tiene un desplazamiento máximo de 2000 cm3, diámetro de cilindro de 100 mm, potencia máxima de 150 hp y torque máximo de 350 Nm. El análisis que desarrollaron los investigadores estuvo encaminado a la determinación de la causa de falla del cigüeñal. Debido a que la fatiga por flexión es evidente, se investigó el origen de los esfuerzos flectores, ya que dos de los soportes de los casquetes divididos en mitades fueron encontrados con grietas, al igual que los soportes de los portacasquetes del bloque del motor. Se buscó con este análisis encontrar la correlación existente entre la falla del cigüeñal con estos agrietamientos. El cigüeñal muestra fractura en el soporte del muñón número 3, mientras que los casquetes y algunas otras partes del cigüeñal no muestran señales de desgaste o fractura.
El análisis visual de la fractura del cigüeñal muestra marcas Rachet en la superficie como indicador de la existencia de altos niveles de esfuerzo. La observación detallada de la morfología de la fractura señala que el mecanismo de falla fue fatiga por flexión bajo el modo de falla 1; además si el cigüeñal estuvo soportando flexión, se establece que las fallas tanto en los portacasquetes como en los soportes que unen estos al bloque del motor fueron el resultado de la fluencia plástica debido a la baja resistencia a la fatiga de estas piezas. El análisis SEM de las secciones fracturadas muestra la presencia del agrietamiento por fatiga; el inicio de estas grietas se debió a que el radio del filete en el lado posterior del portacasquetes no era el adecuado, de modo que esta fue la posible causa de falla de tales elementos. Por tanto, es posible que el proceso de agrietamiento por fatiga del cigüeñal haya sido posterior al agrietamiento de los soportes.
Los investigadores concluyeron que la fatiga es el mecanismo de falla dominante en el soporte del muñón número 3 del cigüeñal, debido a la baja resistencia a la fatiga de los soportes de los portacasquetes. Además, se estableció que la causa de falla de estos se debió al inadecuado dimensionamiento de los radios de los filetes, que se agrietaron a causa de cargas excesivamente altas que generaron una condición de flexión cíclica con un nivel de amplitud significativo y condujeron al cigüeñal a la fractura final debido a la fatiga.
[43] realizaron el análisis de falla de un cilindro de motor de avión que se fracturó en la unión entre la aleta de refrigeración número 13 y número 14. El motor tenía seis cilindros y funcionaba en ciclo de cuatro tiempos. Normalmente, estas fallas han sido estudiadas y se ha encontrado que las grietas por fatiga se inician tanto en las superficies externas como en las internas nucleándose en defectos como discontinuidades del proceso de forja, microgrietas e inclusive en inclusiones del material. Del análisis del material se estableció que el acero con el que fue fabricado el cilindro era AISI/SAE 4140 debido a la composición obtenida del análisis químico. De igual manera, las mediciones de dureza hallaron en un valor aproximado de 41,5 ± 0,5 HRC.
De la inspección visual, se estableció que el cilindro presentaba ruptura mientras que la cabeza del pistón mostraba indentaciones debido a impacto, sin embargo, la superficie interna del cilindro no señalaba marcas significativas. Del análisis macrográfico de las superficies de fractura de las aletas de refrigeración del cilindro, se estableció la existencia de cuatro grandes zonas en las que las primeras tres ilustran el desarrollo de la grieta en direcciones perpendiculares al eje de revolución del cilindro y una cuarta zona en la que el desarrollo de la grieta es aproximadamente a 45° a través de la sección transversal del cilindro. La apariencia de las superficies de fractura muestra contornos suaves y frágiles, con marcas de progreso y detención en la dirección circunferencial propias de la fatiga. En la zona inicial de la grieta, se observa que el origen se encuentra en la superficie externa de la aleta y avanza circunferencialmente. Igualmente, la superficie interna presentaba aplastamiento en la zona de inicio de la grieta que se había iniciado en un punto de corrosión. La zona número 4 que progresó con inclinación de 45° del plano de sección transversal del cilindro muestra falla típica de sobrecarga estática.
Del análisis microestructural, se estableció que la microestructura corresponde a martensita revenida producto del temple y revenido del acero AISI/SAE 4140, con tamaño de grano de índice 10. El análisis microfractográfico revela la presencia de estriaciones por fatiga que se asocian a las grietas que se encuentran en la zona de propagación. Además, se encontraron vacíos que corresponden a fracturas parciales debido a la aplicación de carga estática. Existe una picadura por corrosión en la zona donde inició el agrietamiento entre las aletas, que fue analizada por EDX, tras lo cual se encontraron altas concentraciones de oxígeno, índice de la presencia de corrosión. De esta forma, los autores concluyeron que la fractura ocurrió debido al mecanismo de fatiga, cuyo origen se localizó en la picadura por corrosión en la pared externa del cilindro en el área entre las aletas número 13 y número 14, que finalizó por la fractura debido a carga estática.
[44] analizó la falla de turbocompresores de aire instalados en motores para camiones ligeros, 51 de 17 146 fallaron en el impulsor del turbocompresor, que fueron fabricados de aluminio AA2618, forjados, tratados térmicamente (T652) y maquinados para alcanzar la geometría final. El impulsor consta de 14 álabes (7 largos y 7 cortos dispuestos alternadamente sobre la base del rotor). Estos dispositivos presentaron falla en servicio entre 40 000 y 300 000 km en que se esperaba una vida en servicio de más de 1 000 000 km. Los objetivos del análisis de falla eran identificar si el material con el que fueron fabricados los impulsores averiados cumplía los estándares y establecer los mecanismos de falla involucrados en el deterioro prematuro de los impulsores.
Debido a que normalmente los impulsores alcanzan velocidades angulares de hasta 100 000 rpm, la tensión en cada álabe alcanza un valor cercano a 5,6 t fuerza en un área de 500 mm2, de forma que el aluminio requiere tratamiento térmico que permita el endurecimiento por precipitación para soportar el esfuerzo. Nueve impulsores fueron sometidos a análisis químico, caracterización microestructural, difracción de rayos X, pruebas de dureza y examen fractográfico. Inicialmente, se realizó la limpieza de los impulsores con detergente mediante la acción mecánica de un cepillo de polietileno y posteriormente se sometieron a limpieza por ultrasonido con los impulsores sumergidos en acetona. Además, algunas muestras de material obtenidas de los impulsores corroídos fueron analizadas a través de SEM, STEM y analizador de difracción. Otros impulsores disponibles fueron sometidos a pruebas de resistencia a la corrosión por inmersión en una solución de NaCl y peróxido de hidrógeno.
Del análisis químico se establece que el material cumple las especificaciones de diseño requeridas para esta aplicación. De manera similar, la dureza medida sobre las superficies cercanas a las grietas corresponde con los requerimientos establecidos para esta aleación tratada térmicamente. El análisis de caracterización microestructural mostró la presencia de precipitados de ALFeNi en la matriz alfa de aluminio. En magnificación STEM, se observó la dispersión de la fase coherente Al2CuMg (fase S). Mediante la dispersión de rayos X se detectó la presencia de ALCu4Ni y ALCu2Fe.
Del examen fractográfico, se establece que la mayoría de impulsores muestran puntas de los álabes fracturadas o deformadas plásticamente en forma plana cercana a la nariz del álabe, donde se observa además una forma de media luna con coloración gris clara y una coloración gris oscura.
La observación en detalle de estas zonas mostró fractura transgranular (cleavage) y marcas de estriaciones tipo fatiga con origen en la superficie. La forma de estas estriaciones es típica de las fracturas frágiles por fatiga del aluminio. El análisis de las zonas oscuras ilustra la presencia de hoyuelos alternados finos y bastos correspondientes a la fractura dúctil intergranular lo que indica la fractura dúctil por sobrecarga en estas regiones. El análisis SEM de las regiones de inicio de la grieta observa la presencia de agrietamiento intergranular asociado con la presencia de corrosión intergranular en la superficie del álabe.
El resultado de las pruebas de inmersión indica la alta susceptibilidad del material a la corrosión intergranular, debido a la presencia de picaduras de corrosión de hasta 250 μm de profundidad después de la inmersión durante 6 h en la solución de NaCl y peróxido de hidrógeno. Los resultados de las pruebas de inmersión en lubricante para maquinado y desengrasante muestran la superficie intacta sin presencia de corrosión intergranular.
El autor concluye que los impulsores rotos no muestran evidencia de productos de corrosión o de marcas de avance de la corrosión en la superficie de fractura que indiquen crecimiento de grieta asistido por la corrosión, lo que sugiere un mecanismo de propagación estable de grieta esencialmente debido a la fatiga. Esta última fue influida directamente por la corrosión intergranular, cuyos factores ambientales que la generaron no pudieron ser identificados.
Múltiples causas de falla
[1] 1971 hicieron un RCA a las grietas presentadas en los antiguos viaductos (vías del tren) en Berlín. Estas grietas fueron detectadas en placas de balasto durante una inspección de rutina a los viaductos en una sección con una red de vigas en 1997. La localización de 19 grietas paralelas a la conexión de estas placas hasta las vigas fue reportada como un error en los protocolos según el informe hecho en 1998. En 2013, año en que se realiza el hallazgo de nuevas grietas en estas placas, se observa que son el mismo tipo de grietas que son señaladas en dicho informe. Por causas de seguridad, BVG (empresa dueña de la infraestructura de estudio) tuvo que actuar de manera inmediata, ya que las grietas del viaducto podrían afectar la vida de las personas. Los autores realizaron pruebas de tensión, análisis químico, microscopia óptica, mediciones ultrasónicas de espesor y también mediciones en campo con la operación normal del tren de Berlín. Después de todas los experimentos y las medidas tomadas, los autores reportan que después de sesenta y nueve años de operación el elemento de estudio pasó a tener un espesor original de 7 mm a 6,3 mm, y 5,8 mm presentado en una zona con corrosión y fricción. Varias grietas fueron observadas en la conexión entre las placas del balasto y las vigas cruzadas del viaducto. Las medidas realizadas in situ por los autores revelaron que hay un gran número de ciclos efectuados en las conexiones nombradas. Para salvar los viaductos históricos de Berlín, los autores proponen reducir el ruido de los rieles sin balasto mediante un diseño que transfiera las cargas del tráfico directamente a las vigas cruzadas o traviesas. Una solución posible es recubrir los rieles con polímero que también ayudaría a la conservación del material original de los viaductos.
[45] investigaron las causas raíces de componentes críticos en un caso de estudio de tuberías de fribrocemento utilizadas para un sistema de agua. Estas tuberías estaban instaladas en Zambia. Los autores identificaron tres posibles causas de las fallas que se presentaron en un periodo acelerado. La metodología utilizada por los autores consistía en tres fases. La primera fase era identificar el problema de estudio que ya fue presentado. En la segunda fase, se recopiló la información de los síntomas que pudieron afectar la tubería de estudio y, por último, determinar la posible causa raíz del problema. Uno de los problemas con este tipo de tuberías es realizar agujeros con buen acabado para tuberías donde se necesiten presiones altas. Para hacer un control de calidad sobre el producto terminado, la empresa realizaba un test de esfuerzo residual. En este estudio, se efectuaron pruebas de fuerza de aplastamiento en tubos producidos en la compañía de varios diámetros de acuerdo con la norma ASTM C500-07. El límite inferior en especificaciones técnicas para este tipo de tubería según el fabricante es 48 MPa. Los datos encontrados se trataron estadísticamente mediante el análisis de la varianza (ANOVA, por sus siglas en inglés). Este ajuste de los datos encontrados proporcionó como resultado que el coeficiente de determinación era bastante elevado cuando la variable respuesta era el espesor y las variables independientes eran la clase del tubo y su diámetro. Sin embargo, la falta de ajuste era aún significativo, lo que es razonable, ya que hay otras propiedades que están relacionadas con la variable respuesta. En cuanto al análisis de las fallas presentadas en servicio de las tuberías, los autores sugieren que pueden ser atribuidas a defectos de fabricación o propiedades físicas que afectan la resistencia y el módulo de elasticidad. Problemas operacionales como calidad del agua, procedimientos de operación, mantenimiento, reparaciones, reemplazo o instalación precaria y ambientes a los que está expuesta la tubería desempeñan un papel de suma importancia. Factores como el clima, el tipo de suelo y las propiedades del agua subterránea son solo significativas. Las mezclas de estas variables controlan las progresiones en la falla que se produjo en este elemento de estudio. En la tabla 1, los autores hacen un resumen de los modos de falla que presentan estas tuberías en servicio. En algunos casos, las tuberías mostraron un grado de degradación donde estaban instaladas. Según las muestras recopiladas in situ, había tuberías que mostraron altos contenidos de calcio en su interior, lo que sugiere que estuvo fluyendo agua con iones que son agresivos para el hidróxido de calcio en los cementos hidratados. Esta afectación en el material de las tuberías trae como consecuencia que el tubo se ablande y pierda sus propiedades mecánicas. Después de tener todo debidamente caracterizado e identificado, los autores aplicaron un análisis de causa raíz basado en un sistema de información por problemas y se identificó que deficiencias tanto en la etapa de producción de los tubos como problemas en el momento de la operación son las causas del fallo en estos elementos. No se pudo determinar una sola causa porque los diferentes problemas presentados en ambos procesos (operación y fabricación) tienen igual importancia. Los autores plantean como la principal cuestión determinar el mejor tiempo para reparar o reemplazar las tuberías antiguas, ya que esto lo solucionaría de manera efectiva.
Tabla 1 Modos de falla por operación comunes en tubería de fibrocemento
| Modos de falla | Causas principales |
|---|---|
| Grietas circulares | Movimientos del suelo o cargas externas |
| Grietas longitudinales | Presiones altas de operación y debilitamiento de la pared del tubo |
| Picadura | Debilitamiento de la pared del tubo, agua agresiva |
| Explosión en la tubería | Presiones altas de operación y debilitamiento en la pared del tubo |
| Fugas en las uniones | Cargas internas/externas, defectos en la construcción |
Fuente: Basado en [45].
[46] realizaron una investigación en cuanto a las fallas críticas usando los métodos de análisis de causa raíz en un caso de estudio en una empresa cementera. Esta empresa está ubicada en el norte de Nigeria y ha producido un millón de toneladas cúbicas de cemento por año en las últimas tres décadas. Esta planta posee hornos rotatorios que tienen una capacidad de producción diaria de 1100 t y dimensiones de 4 m de diámetro por 72 m de longitud. La temperatura de operación de estos hornos es por encima de los 1500°C, logrado por la combustión del dual fuel (60% fuel oil pesado y 40% lignito). La falla presentada en la planta fue en el horno rotatorio número 1, que mostró en la marca de 23 m un pico de radiación y que mostraba una fuga importante de calor. Después de 24 h del apagado del horno, se realizó una inspección visual de este en el que se observó que un ladrillo refractario había fallado a la longitud descrita. Esta falla ocasionó £850 000 en pérdidas para esta empresa. En este trabajo, los autores aplican los conceptos del análisis de árbol de fallas (FTA, por sus siglas en inglés) y diagramas de bloques de confiabilidad para determinar las medidas correctivas que debe tomar la empresa para que esto no vuelva a ocurrir. Según la metodología de análisis de causa raíz utilizada en la falla del ladrillo refractario se puede asociar a tres posibles causas: a) mantenimiento pobre del horno, b) operación pobre del horno y c) calidad baja del horno. Todas estas combinadas dan como resultado un plan de acción en cuanto a la mitigación del riesgo en cuanto a la falla en los ladrillos refractarios que componen los hornos de la empresa. Algunas de las acciones recomendadas fueron:
Instalación de un sistema de medición de la deflexión de la tubería del quemador, para monitorear cuando en los tubos se presente desalineación.
Instalación de copas de grasa o extender la tubería de lubricación actual para cada damper de los ventiladores del horno que garanticen la correcta lubricación en sus rodamientos.
Mejorar la efectividad del muestreo del material base y su frecuencia del sistema manual a un sistema automatizado con el fin de obtener oportunidades para corregir en tiempo real las composiciones que se ingresan en el horno.
Actualizar los procedimientos de calentado y enfriamiento en el horno, lo que posibilita mejorar tiempos, consumo de combustible y de energía en los ventiladores.
[47] desarrollaron el análisis de falla de un ventilador de tiro forzado que era utilizado para la alimentación de aire para la mezcla con el combustible en una planta de generación de potencia. Las aspas del ventilador fueron fabricadas con la aleación de aluminio 2014-T6, que presentó falla a 200 000 h de uso, cuando el fabricante aseguraba 280 000 h. Sobre el álabe que falló se realizó análisis visual en el que se encontró que el desgaste fue mayor en la superficie del álabe que presentaba mayor presión del flujo, además se observó que la fractura fue casi perpendicular al eje del álabe. La superficie del álabe fracturado presentaba erosión debido a elementos y material particulado que ingresa en el flujo y genera abrasión sobre la superficie. Del análisis microestructural, se observó una capa de aproximadamente 1000 μm que recubría el cuerpo del álabe, pero que en algunas partes de la superficie del álabe ha desaparecido. Además, en algunas zonas de la superficie, se observaron picaduras por corrosión intergranular que alcanzaron una profundidad de hasta 200 μm. Del análisis de EDS sobre estas picaduras, se obtuvo una concentración considerable de elementos como Cl, Cu y óxidos de aleantes. La presencia de Cl implica la generación de las picaduras por corrosión (pitting) de forma que, cuando el ion Cl- está presente, este es absorbido en la capa natural autopasivante del aluminio y genera la ruptura y la formación de microgrietas que permiten la oxidación adicional de las capas interiores del aluminio debido a la formación de microceldas electroquímicas que forman par galvánico con algunas impurezas presentes en el material base.
La superficie de fractura mostró tres zonas diferenciadas entre sí, que fueron analizadas mediante SEM, y presentaron estriaciones en las dos primeras zonas y cúpulas en la tercera. Las estriaciones revelan un comportamiento de fatiga del material cuyas grietas inician en las cavidades que se generaron como resultado de la erosión y la corrosión intergranular. Normalmente, cuando un ventilador opera cerca del pico de la curva de presión, se presenta una condición en la que el flujo no se separa del álabe lo que genera la reducción de la vida a fatiga dado que las pequeñas deformaciones del material repetidamente exceden el punto de fluencia que conduce a la falla por flujo plástico.
La causa de falla inferida para este elemento se estableció como falla por la conjunción de varios factores como el desarrollo de deterioro por fatiga debido a la vibración que ocurre cuando el flujo no se despega de la superficie del álabe y genera desgaste abrasivo y cavidades para la corrosión intergranular debido a la presencia del ion Cl-.
[48] desarrollaron un análisis correlacional entre forma, lugar de producción y causa raíz del agrietamiento de álabes de turbinas eólicas de potencia de 100 kW y 300 kW que fueron diseñas para tener una duración entre 6,5 x 107 ciclos y 1,1 x 108 ciclos. Este estudio se desarrolló sobre 18 álabes de turbina de 100 kW con longitud de 9,5 m y 81 álabes de turbina de 30 kW con longitud de 14,2 m, que fueron limpiadas completamente y se realizó la inspección visual desde la punta del álabe hacia el cubo registrando con cámara fotográfica cada una de las grietas y discontinuidades presentes en cada álabe.
A partir de este análisis visual, se establecieron tres grandes conjuntos de grietas presentes en los álabes: grietas longitudinales (136), transversales (73) y de borde (83), para 292 grietas. Para el análisis de estas grietas, se realizó la normalización en cuanto a la distancia en la que se encontró la grieta respecto de la longitud del álabe. De este análisis, se encontró que el número de grietas por unidad de longitud es mayor en las turbinas de 300 kW que en las de 100 kW para las grietas longitudinales y las grietas de borde, mientras que para las grietas transversales este parámetro es mayor en las de 100 kW que en las de 300 kW.
Los autores realizaron la diferenciación de cada uno de los tipos de grietas encontradas y analizaron sus posibles causas de la formación. En cuanto a las grietas longitudinales, fueron encontradas tanto en la zona aerodinámica de los álabes como en la zona cercana a la raíz. Algunas grietas alcanzan longitudes de hasta 60 cm y en general se hallaron en la zona de transición donde se presentan cambios abruptos de espesor del material del álabe donde se generan concentraciones de esfuerzos. Por lo general, la mayoría de las grietas longitudinales encontradas en los álabes de turbina de 100 kW estaban cerca del cubo que une el álabe al rotor de la turbina y cercanas a la zona aerodinámica en contraste con las grietas longitudinales de los álabes de las turbinas de 300 kW, que se ubicaron en su mayoría cerca de la punta del álabe. Dado que existe una disminución abrupta del espesor del material del álabe, se incrementa la deflexión y se generan esfuerzos cortantes en la interfaz entre la carcasa del rotor y las superficies de unión del álabe a la carcasa de forma que se inducen grietas en los filos de ataque del flujo.
En cuanto a las grietas transversales alineadas perpendicularmente respecto de la longitud del álabe, los autores encontraron que están presentes en mayor medida en los álabes de los rotores de 100 kW y se inician en el filo de ataque del álabe, que alcanzan longitudes de hasta 4 cm. La producción de este agrietamiento puede deberse al desalineamiento entre cada una de las mitades del álabe que son corregidas mediante pulido de las superficies que disminuye el espesor del refuerzo de fibra de vidrio, lo que motiva la formación de grietas debido a las altas condiciones de esfuerzo. También se encontraron grietas transversales redondeadas, que se inician en una de las mitades que conforman el álabe y se extienden agrietando la otra mitad. Estas grietas se nuclean como grietas transversales simples y avanzan hasta la otra superficie debido a la baja resistencia que presenta la región agrietada a los altos esfuerzos aplicados. Los agrietamientos en direcciones de 45° o -45° respecto de la longitud del álabe fueron observados y su formación se puede explicar debido a que con el aumento de la velocidad del flujo se genera una condición de recirculación que incrementa la vibración y motiva la nucleación de estas grietas. Además, puede darse la condición de que las grietas avancen en la misma dirección en la que se dispone el material de la matriz de la fibra de vidrio durante la fabricación del álabe.
Como conclusión, los autores exponen que las grietas longitudinales se iniciaron en la región donde existe un cambio de la geometría del álabe, lo que ocasiona concentración de esfuerzos, mientras que las grietas transversales se produjeron en las regiones donde las altas vibraciones inducen daño por fatiga del material de fibra de vidrio del que está fabricado el álabe.
[49] desarrollaron el análisis de falla de un álabe de una turbina de gas sin refrigeración que presentó agrietamiento y fractura total. Los investigadores realizaron el análisis visual previo en el que encontraron que un álabe presentaba rotura en aproximadamente 2/3 de su longitud hacia el eje del rotor, donde la parte seccionada no pudo ser encontrada. Otro álabe mostraba una fractura de tipo elíptico aproximadamente a un 15% de su longitud desde la punta hacia el centro del rotor. Además se tomó un álabe intacto con el fin de realizar la comparación con los otros álabes dañados, de forma que se tenía un álabe fracturado, un álabe dañado y un álabe intacto. Los álabes fueron analizados químicamente mediante técnicas espectroscópicas, tras lo cual se encontró que el metal corresponde a una aleación del 53,4% Ni, del 15% Cr y del 15% Co, además de molibdeno, aluminio y titanio, que cumple con la especificación para Nimonic-115, de acuerdo con el fabricante de la turbina.
El análisis fractográfico se realizó mediante el uso de un equipo SEM, que mostró marcas de playa propias del agrietamiento por fatiga, lo que indica cambios abruptos entre la fatiga de alto y bajo ciclaje (HCF-LCF). Las estriaciones por fatiga señalan que fueron originadas en el filo de ataque del álabe e igualmente se encuentran algunos productos de óxido que permanecieron incluso después de la limpieza con ultrasonido. El análisis SEM manifiesta la presencia de estriaciones de fatiga en las que no pudo identificarse el origen de las grietas. En lugares cercanos al filo de ataque, se observaron cúpulas que son características de sobrecargas dúctiles que indica el final de la zona de ruptura.
A partir del microexamen de los tres álabes, se establece que estos cumplen los requerimientos de acuerdo con la especificación del material. Asimismo, no presentan evidencia de calentamiento respecto de que no existe aglomeración, disolución o reprecipitación de carburos o alguna otra fase ni en el borde de ataque ni en el borde de salida del álabe. No obstante, cercano al filo de ataque donde se presentó la fatiga se encontraron productos de la corrosión, con espesores entre 60 y 90 um. Numerosas grietas intergranulares producto de la corrosión fueron observadas debajo de la capa externa del lado de ataque en el álabe fracturado y en el álabe dañado.
Como conclusión, los autores sugieren que el agrietamiento en el álabe fracturado y en el álabe dañado se inició en las grietas intergranulares que se formaron en las zonas corroídas cercanas al borde de ataque en estos álabes. Sin embargo, debido a la naturaleza aleatoria de las estriaciones por fatiga, se establece que el agrietamiento tuvo varios lugares de inicio. Las fallas de los sensores de temperatura produjeron un mayor suministro de combustible al motor de la turbina que causó fatiga térmica en los álabes donde se nuclearon capas espesas de corrosión.
[50] realizaron un análisis de falla en la producción de alambres de aluminio e investigaron sobre las causas de fallas tempranas para las líneas de transmisión. El material de los alambres de estudio fueron el AA1070 y el AA6101. Las probetas de este estudio fueron analizadas fractográficamente mediante la técnica de SEM y se analizaron cada uno de los defectos nombrados. En las muestras tomadas para este estudio, se detectaron siete modos de falla distintos. El primer defecto analizado fue provocado por un proceso de extrusión continua a altas velocidades a una temperatura de 500°C que combinado con una lubricación excesiva y suciedad provoca el defecto de agujeramiento. Este defecto causa que el cable pierda conductividad en el momento del funcionamiento. El segundo defecto analizado es una inapropiada solidificación en el núcleo del alambre ocasionado por una inadecuada cristalización en el proceso de trefilado del alambre. Este tipo de defectos puede ser posible a fallas en la conducción de energía debido a la vibración aérea y a los puntos de corrosión que pueden albergar este tipo de vacancias. El tercer defecto analizado en los alambres de aluminio fueron las inclusiones embebidas en la superficie de una rotura. Estas inclusiones son en su mayoría óxidos que proceden del proceso de fundición. Según los autores, estas inclusiones podían estar asociadas a un flujo inapropiado de la aleación fundida o a velocidades altas de la fundición que habrían podido ocasionar turbulencias en el proceso de enfriamiento. Este tipo de inclusiones puede ocasionar concentradores de esfuerzos que, a su vez, pueden ser puntos de inicio de fractura de los alambres fabricados. El cuarto defecto encontrado en los alambres fue el astillamiento, ocasionado por un defecto en el proceso de fabricación en el dado de extracción. El quinto defecto analizado en los alambres fue un desbordamiento de material debido a esfuerzos torsionales. Esto es ocasionado por brechas en el proceso de rolado, lo que provocó que la aleación del alambre sobresalga de manera irregular en la superficie. El sexto defecto encontrado fue la acumulación de óxido metálico en la superficie del alambre y, por último, aparecen partículas de óxido de aluminio embebidas en la microestructura del material de estudio. Todos estos defectos llevan como conclusión que las causas más comunes de fallas en este tipo de alambres hechos con las aleaciones de estudio son ocasionadas por partículas de óxido y porosidades. Estos causan puntos de concentración de esfuerzos que se pueden asociar a procesos de inicio y propagación de grietas de manera interna en el alambre que ocasionan la fractura posterior.
[51] examinaron la corrosión de algunos componentes fabricados en acero inoxidable de una bomba hidráulica para agua que se utilizaba en una planta de fundición y permitía recircular el agua de enfriamiento. Las piezas bajo análisis fueron el eje y el acople cónico que se utiliza para adaptar el impulsor al eje. Del análisis visual se establece que estos elementos presentaban corrosión grave y acelerada, además fueron analizados mediante estereomicroscopio y análisis SEM-EDS. Los resultados muestran que el material de ambos componentes era acero AISI 403 inoxidable tratable térmicamente, que no presentaba defectos considerables para el inicio de la corrosión. El eje exhibía zonas de picadura por corrosión puntualmente en áreas de contacto con otro elemento de esta bomba; las picaduras en el eje alcanzaban profundidades de hasta 1 mm en la circunferencia del acople cónico. Los principales elementos presentes en las escamas de la corrosión eran Cr, Fe, Si, Ca y Mg en forma de hidróxidos. Estos depósitos de frágiles de escamas de corrosión presentan gran tendencia al agrietamiento y desprendimiento por lo que causan atascamiento y erosión de los componentes de la bomba e interrupción de su funcionamiento.
Según estos análisis, los investigadores concluyeron que la corrosión acelerada en los componentes internos de la bomba fue causada por la presencia de sulfatos/sulfuros y cloruros que generaron variaciones en el pH del líquido en contacto con los componentes de la bomba con el agravante de que el fluido que estaba siendo impulsado se encontraba a una temperatura más alta que la temperatura ambiente (20-50°C). Además, la presencia de silicio en el contenido de sólidos suspendidos totales en el fluido generó erosión en estos componentes y propició el desarrollo de las picaduras por corrosión. Asimismo, en las áreas de acoplamiento entre el eje y el impulsor, se encontraron evidencias de la corrosión por hendidura (crevice corrosion), que se debió al desarrollo de gradientes de concentración sobre defectos superficiales de los componentes y permitió la formación de microceldas galvánicas.
[52] hicieron el análisis de falla de un brazo de equilibrio en un vehículo de oruga. El elemento de estudio es una de las partes más críticas en ese tipo de vehículo que está sometido a doblado, compresión, cargas torsionales, además del peso que debe soportar. El brazo de equilibrio es ensamblado a la llanta en uno de sus lados, mientras que en el otro está unido a la barra de torsión. En este tipo de piezas, normalmente se pueden presentar fallas por fatiga o carga excesiva por el régimen de trabajo de los vehículos de oruga. Para este estudio, el vehículo analizado sufrió una actualización en el casco en cuanto a mejorar su resistencia. Este vehículo de oruga contaba con diez brazos de equilibrio, y cuando se realizó una inspección, seis de estos presentaban fracturas y uno fracturado. Hay que considerar que estos vehículos antes de la actualización estaban programados cada 9000 km para reconstruir este brazo. Sin embargo, las fallas presentadas fueron a los 5320 km de recorrido. Inicialmente, los autores hicieron una caracterización química del material del brazo mediante un espectrómetro de 60 canales, y junto con un ensayo de tracción de acuerdo con la norma ASTM A370, se confirmó que el material del elemento de estudio era acero AISI 4340. Luego, se midió la dureza en los ejes longitudinal y radial de los brazos con lo que se comprobó que no hubo un endurecimiento o ablandamiento de la pieza en el proceso de falla. En cuanto al análisis metalográfico, se pudo observar en la superficie del brazo que tuvo múltiples puntos de iniciación de grietas. Las grietas se iniciaron desde el diámetro interno del elemento en la zona cercana al maquinado que tiene forma de estrías. Los brazos inspeccionados presentaban corrosión. En la fractografía, los brazos fueron analizados mediante SEM y microscopia óptica. En estas pruebas, se encontró que los ejes tenían porosidades repartidas en diferentes zonas de la sección de la pieza. Estos poros pudieron desarrollar grietas por fatiga. Los poros más grandes fueron de 100 μm aproximadamente. También se encontraron inclusiones no metálicas como MnS y Al2O3. Para completar los análisis, los autores realizaron un ensayo de tintas penetrantes de acuerdo con los artículos 1, 2 y 6 de la norma ASME Section V. Los resultados obtenidos de esta prueba fueron que las grietas encontradas oscilaban desde 2 mm hasta un máximo de 45 mm de longitud en el eje x (longitudinal del vehículo) de referencia. Para asegurar que las grietas se presentaron en un estado frágil, los autores realizaron un cálculo en cuanto al factor de intensidad de esfuerzo crítico. Evaluando este factor, que siempre fue menor del del material de estudio, los autores probaron que los esfuerzos en la punta de la grieta en los diferentes elementos de estudio estaban en el plano de la deformación elástica. Los autores concluyen que los brazos de equilibrio tenían características de fractura frágil y múltiples puntos de iniciación. Los poros observados con el SEM fueron atribuidos a inclusiones de MnS en la superficie. Estos huecos en la superficie son propensos a ser puntos de propagación de grietas y provocar una falla temprana en el brazo, por lo que los autores proponen mejorar los procesos de manufactura para mitigar el riesgo de fractura.
[53] analizaron un caso de falla producto de un trágico accidente de trenes en la población alemana de Northeim el 15 de noviembre de 1992. En este accidente, un tren descarriló y cayó en la vía de otro tren que venía a gran velocidad en sentido opuesto. Como resultado se llegó a la cifra de 11 personas fallecidas y 51 heridos de consideración. Los autores establecieron, de acuerdo con los resultados, que la falla primaria se debió a la ruptura del amortiguador que evita la colisión directa entre vagones durante el movimiento del tren que cayó en la vía y causó el descarrilamiento. En la parte frontal, las soldaduras y el parche metálico que se había colocado para la sujeción del amortiguador presentaba corrosión, sin embargo, en el análisis se concluyó que los colores de los gradientes de corrosión mostraban que las marcas de óxido tenían pocos días de haberse iniciado, por tanto, estas marcas de oxidación localizada no tuvieron influencia sobre la falla de los amortiguadores.
Los refuerzos del soporte del amortiguador fracturado fueron analizados debido a que las marcas de inicio de grieta parecían provenir de la aplicación de esfuerzos de tensión predominantemente. Sin embargo, a través del análisis se encontró que las costillas no presentaban deformaciones visibles, lo que es común en fallas por fatiga. Del análisis metalográfico, se encontró que las soldaduras presentaban inclusiones no metálicas y microsegregación de fósforo. Además, las superficies de fractura mostraban un aspecto laminar similar a las fibras de la madera.
La determinación de los esfuerzos en el amortiguador para diversas condiciones de carga y la comparación de estos valores respecto de la normativa alemana para el diseño de estos sistemas permitió establecer que el amortiguador con sus dimensiones originales y un soporte de 6 mm de espesor estaba subdimensionado para algunas de las condiciones de carga establecidas, además el nuevo soporte con un espesor de 5 mm disminuyó el módulo de sección en un 30%, por tanto, esta condición aumentó los esfuerzos en un porcentaje similar y disminuyó la vida a la fatiga en un factor entre 2 o 3. El estado de las imperfecciones reveladas a través del análisis de la microestructura condujo al posible desgarramiento laminar debido a la fatiga en el material del parche utilizado para soportar el amortiguador. De igual forma, las imperfecciones encontradas en la soldadura, aunque no son el factor primario de la falla o de inicio de grieta, contribuyeron a su desarrollo.
Principales fallas raíz en elementos mecánicos
En los casos analizados, se presentaron diferentes mecanismos de falla correspondientes a diversos sectores productivos de la economía alrededor del mundo y diferentes regímenes de trabajo según el elemento mecánico que se analiza por parte de los autores. De los casos de falla consultados, se evidencia una correspondencia con que la principal causa raíz de falla en elementos mecánicos fue la corrosión (SCC, picaduras y diferentes tipos de corrosión) con un 52% (figura 1).
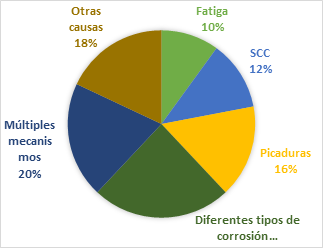
En todos los casos consultados, se realizó una clasificación por sectores productivo, entre ellos, oil & gas, obras civiles, energía, alimentos y manufactura y medios de transporte. Se puede deducir que la mayoría de los casos de falla en el sector oil & gas se encuentran directamente relacionados con causas por algún tipo de corrosión, así como en los sectores energético y manufactura y alimentos. Esto se debe a que los elementos de estudio están sometidos a un ambiente agresivo, lo que conlleva el favorecimiento de la actividad electroquímica de óxido reducción de los metales. En las obras civiles, la mayoría de los estudios apuntaron a que hubo múltiples causas de falla raíz debido a la complejidad de las condiciones de trabajo de los objetos de estudio. Por último, en los medios de transporte, se encontró que la fatiga es la causa raíz más común cuando se trata de este tipo de máquinas, lo que es coherente con el régimen de 2 muestra en detalle la totalidad de los casos de estrabajo que poseen estos. A continuación, la tabla tudio según la clasificación mencionada.
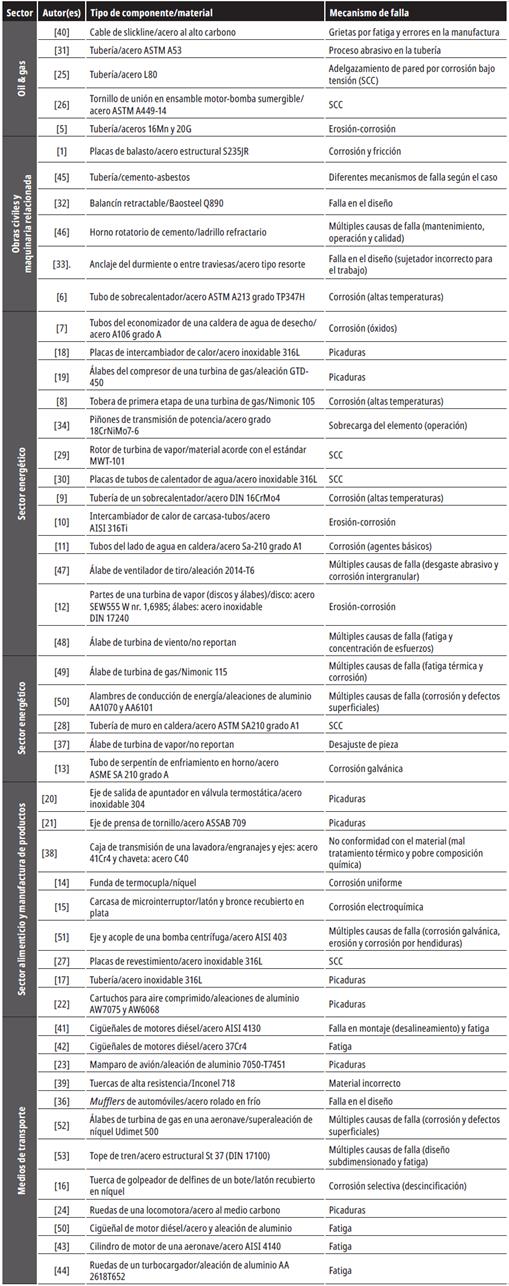
Conclusiones
El análisis de causa raíz permite al ingeniero indagar, evaluar y comprender las condiciones de trabajo a las que fueron sometidos diversos componentes mecánicos para determinar su fuente de falla. Es una metodología altamente estructurada que permite identificar diferentes daños, hacer una evaluación de antecedentes, exponer las condiciones de trabajo y situaciones particulares a las que son expuestos los componentes mecánicos, que no les permitieron cumplir los requerimientos previamente esperados, no solo evidenciando las principales causas, sino generando una lección aprendida con el fin de identificar antes la falla para evitar que esta se presente nuevamente en el futuro. Además, proporciona herramientas para la obtención de conocimientos en el uso de pruebas y equipos de laboratorio, que se rigen bajo normativa internacional, con el fin de identificar los cambios en las propiedades fisicoquímicas que pueden ocurrir en un material, según el sistema para el que fue diseñado. Con ayuda de este análisis, se pueden determinar contramedidas en pro de mejora en cuanto a la confiabilidad de los procesos que se presentan en las diversas industrias y el funcionamiento de los distintos elementos mecánicos en condiciones específicas.
De los casos de estudio que se han mostrado, se encontró que las causas raíces de falla más comunes en los elementos mecánicos fueron la corrosión y la fatiga. En relación con el primero, la importancia del medio al que se encuentran expuestas las piezas de las máquinas hace que sea crítica la acción de mantenimiento de las máquinas en los tiempos correctos, para corregir elementos que provoquen fatiga por mal funcionamiento (vibraciones), para salvaguardar la integridad de las propiedades tribológicas del lubricante (desgaste) o para mitigar la exposición del material de las piezas sin una capa protectora (corrosión).
Glosario
AISI: American Iron and Steel Institute
ANOVA: análisis de varianza
Al2 O3: óxido de aluminio ASME: American Society of Mechanical Engineers
ASTM: American Society for Testing and Materials
BaTiO3: titanato de bario
CH4: metano
CO: monóxido de carbono
CO2: dióxido de carbono
Cr2O3: óxido de cromo (III)
DIN: Instituto Alemán de Normalización
EDS/EDX: espectroscopia de rayos X de energía dispersa
EN: European Norms
EPS: tamaño efectivo de pregrieta
FeS: monosulfuro de hierro
FeS2: pirita/marcasite
Fe2O3: óxido de hierro (III)
Fe3O4: óxido de hierro (II, III)
Fe7S8: pirrotita
FTA: Fault Tree Analysis
HBW: Hardness Brinell
HCl: ácido clorhídrico hp: caballos de fuerza
HRC: Hardness Rockwell C
HRB: Hardness Rockwell B
HV: Hardness Vickers
H2S: sulfuro de hidrógeno
MnS: sulfuro de manganeso (II)
mpy: milipulgadas por año
NaCl: cloruro de sodio
NaOH: hidróxido de sodio
Na2 SO3: sulfito de sodio
Na2SO4: tetraoxidosulfato de disodio
Na2S2O3: tiosulfato de sodio
NH4HF: bifluoruro de amonio
NiO: óxido de níquel (II)
Ni(OH)2: hidróxido de níquel (II)
OES: espectroscopia de emisión óptica
RCA: Root Cause Analysis
RCFA: Análisis de causa raíz y falla
SCC: Stress Corrosion Cracking
SEM: microscopia por barrido electrónico
TEM: microscopia de transmisión electrónica
TIG: Tungsten Inert Gas
UNF: Unified Thread Standard
V2O5: pentóxido de vanadio
XRD: difracción de rayos X
XRF: fluorescencia por rayos X

