











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink1. INTRODUCCIÓN
En el transcurso de los años la explotación de los combustibles fósiles ha incrementado significativamente, presentando un aumento en la demanda y baja disponibilidad futura de este material energético1. Según la agencia internacional de energía (AIE), las emisiones de CO2 que se propagan a la atmósfera, son procedentes un 44% de emisiones de carbón, 36% de petróleo y el 20% son emisiones de gas natural. La incapacidad que presentan los sistemas energéticos fósiles es reflejada en el costo de la producción de gasolina y extracción de petróleo, ya que se presenta un aumento de demanda y una baja disponibilidad futura de estas materias energéticas. El uso de combustibles fósiles como el petróleo y la gasolina conllevan una problemática ambiental, ya que su explotación genera contaminación hídrica y de suelos, son los principales contaminantes con la producción de gases de efecto invernadero y además son fuentes agotables de energía que a futuro su uso será limitado2 generalmente hongos, que tienen la capacidad de producir diferentes enzimas que degradan la lignina. Sin embargo se comportan de manera diferencial respecto al sustrato, además de que cada uno tiene sus propios requerimientos fisiológicos tanto para su crecimiento como para la producción de dichas enzimas. De esta manera, la producción de bioetanol segunda generación a partir de diferentes sustratos requiere determinar previamente que microorganismo y mediante qué condiciones se logra la mayor degradación de la lignina de cada sustrato específico. En este trabajo se evaluó la deslignificación del bagazo de caña de azúcar por P. ostreatus, P. chrysosporium y T. versicolor. Para ello se comparó la cinética de producción de las enzimas Lacasa, Manganeso Peroxidasa, Lignino Peroxidasa y Carboximetilcelulasa por fermentación de estado sólido (SSF).
En la actualidad la generación de energías alternativas diferentes a las convencionales se ha incrementado mediante el uso de materias primas naturales en la fabricación de los conocidos biocombustibles, entre los cuales se destaca el bioetanol. Según Sánchez et. al3 la producción de energías renovables ha surgido a raíz de la necesidad de proteger el medio ambiente, preservar los recursos, tanto renovables como no renovables y aumentar el potencial de uso de productos agrícolas, y en especial, de los subproductos que estos generan al someterlos a distintos procesos agroindustriales, cuya disposición final también generan un gran problema ambiental4.
La producción de bioetanol otorga beneficios ambientales económicos y sociales como generación de empleos formales, reduce la dependencia y preserva las fuentes energéticas no renovables, mitiga el impacto de las emisiones de CO2 y gases de efecto invernadero. Estadísticamente se conoce que por cada kilogramo quemado de petróleo son emitidos a la atmósfera 7,1 kilogramos de CO2, a diferencia del bioetanol quemado, el cual por cada kilogramo emite solo 0,9 kilogramos de CO2. Existen tres tipos de etanol, primera, segunda y tercera generación dependiendo de su metodología de obtención. El etanol de segunda generación (2G) es un etanol obtenido de los desechos agroindustriales el cual no compite con la producción alimenticia a diferencia del etanol de primera generación (1G), el cual es procedente de plantas y vegetales alimenticios. El etanol de tercera generación (3G) se obtiene de insumos vegetales no alimenticios y de rápido crecimiento como pastos, algas y algunos árboles5.
Los subproductos agrícolas son también conocidos como biomasas lignocelulósicas, debido a su composición físicoquímica y a su estructura de polímeros celulósicos y hemicelulósicos3. La biomasa lignocelulósica es el componente mayoritario de la corteza terrestre, se encuentra en materiales vegetales como el bagazo de caña de azúcar, maderas, cascarilla de café, raquis de palma, cáscara de plátano, aserrín, hojarasca, pericarpio de maracuyá, cáscara de yuca y otros residuos vegetales6. La caña de azúcar es un cultivo abundante, que se compone principalmente de agua y azúcares, es ampliamente utilizada en la industria azucarera, panelera y actualmente en la producción de biocombustibles, además esta industria genera residuos agroindustriales como el bagazo de caña de azúcar (biomasas lignocelulósicas). Las ventajas del bagazo de caña de azúcar como productor de bioetanol, es que es una materia prima previamente molida y procesada, está disponible en grandes cantidades y su costo es mínimo7. Actualmente Colombia cubre un 70% de la demanda en producción de etanol obteniendo 1,1 millones de litros diarios, a partir de la caña de azúcar a nivel nacional3. La producción de etanol a partir de biomasa lignocelulósica como el bagazo de caña de azúcar panelera, se divide en cinco etapas, la caracterización del material, el pretratamiento, la hidrólisis, la fermentación y finalmente separación del alcohol8.
La etapa más importante en la producción de bioetanol es la del pretratamiento, el cual permite el aumento de la accesibilidad de la celulosa, deslignificación, eliminación de hemicelulosa, y disminución de la cristalinidad de la celulosa, también maximizar el rendimiento de azúcar y disminuir la formación de compuestos inhibidores en la etapa de hidrólisis y fermentación3. Los pretratamientos pueden ser físicos, químicos, biológicos o una mezcla de ellos9. Los pretratamientos oxidativos tienen como objetivo acelerar la hidrólisis enzimática y biodegradación del material, además de disolver los componentes de la matriz lignocelulósica como la lignina y la hemicelulosa3. Un pretratamiento de bajo costo y alta remoción de lignina, es el pretratamiento con peróxido de hidrógeno (H2O2) que se implementó en esta investigación, el cual produce el rompimiento de las paredes de lignina que conforman la capa exterior del material lignocelulósico de la biomasa, y produce un aumento de la accesibilidad de celulosa para un posterior ataque enzimático10 hemicellulose, and lignin. The present work demonstrates that the alkaline hydrogen perox-ide (AHP).
Un pretratamiento de bajo costo y alta remoción de lignina es el pretratamiento con peróxido de hidrógeno (H2O2) que se implementó en esta investigación, y que produce el rompimiento de las paredes de lignina que conforman la capa exterior del material lignocelulósico de la biomasa, y produce un aumento de la accesibilidad de celulosa para un posterior ataque enzimático10 hemicellulose, and lignin. The present work demonstrates that the alkaline hydrogen perox-ide (AHP). Un pretratamiento de bajo costo y alta remoción de lignina es el pretratamiento con peróxido de hidrógeno (H2O2) que se implementó en esta investigación, el cual produce el rompimiento de las paredes de lignina que conforman la capa exterior del material lignocelulósico de la biomasa, y produce un aumento de la accesibilidad de celulosa para un posterior ataque enzimático10 hemicellulose, and lignin. The present work demonstrates that the alkaline hydrogen perox-ide (AHP). La figura 1 ilustra la estructura del material lignocelulósico en su estado natural antes de la etapa de pretratamiento junto con sus componentes.
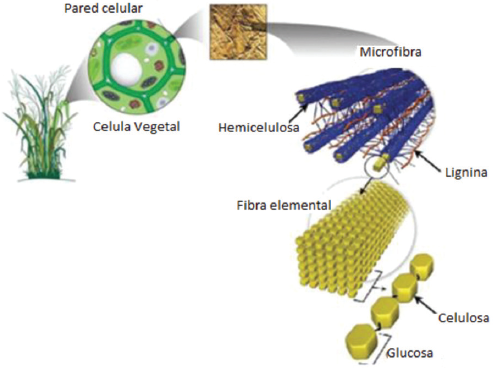
En la figura 1 se muestra los principales componentes que hace parte de la pared celular de todas la plantas y su morfología en estado natural antes de ser sometido a un tipo de pretratamiento, inicialmente la celulosa se encuentra cubierta de hemicelulosa y la barrera de lignina lo que impide el ataque enzimático, el pretratamiento con peróxido de hidrogeno alcalino (H2O2) rompe las paredes de lignina solubilizándola, lo que hace accesible la celulosa a las etapas posteriores del proceso de obtención de etanol de segunda generación.
En este contexto, el objetivo general de esta investigación fue pretratar mediante métodos químicos mezclas de material lignocelulósico que permitieran un mayor rendimiento en la eliminación de la lignina y disminución de la cristalinidad, ensayando bajo un diseño experimental 23 con triplicado en el punto central12. Esta investigación propone una alternativa de uso energético, como mitigante a la alta producción de combustibles fósiles, evaluando el desempeño de un pretratamiento que permita aumentar la disponibilidad de la celulosa en la etapa de la hidrólisis enzimática a partir de mezclas de biomasas lignocelulósicas como bagazo de caña panelero y hojarasca13.
2. METODOLOGÍA
La metodología de esta investigación se dividió en tres fases: caracterización de las biomasas lignocelulósicas para conocer el contenido inicial de lignina. La evaluación del diseño experimental 23 con triplicado en el punto central para evaluar la eficiencia del pretratamiento químico oxidativo con peróxido de hidrógeno y, por último, la caracterización química del material pretratado para conocer el contenido final de lignina después de aplicar el pretratamiento. La determinación del contenido de humedad y cenizas, y de lignina se realizó siguiento el protocolo de NREL TP-510-42621, NREL TP-510-42622, y NREL TP-150-42618.
2.1 Determinación de lignina soluble, insoluble
Para determinar la composición de lignina inicial y después de la etapa del pretratamiento se siguió el protocolo de NREL TIP 150-42618, el cual se llevó a cabo pesando 300 mg de muestra y se añadieron 4 ml de ácido sulfúrico a 72% mezclados durante un minuto, posteriormente las muestras se dejaron en un baño térmico durante 60 minutos y se agitaron cada 5 minutos para asegurar la impregnación del ácido en el material lignocelulósico. Las muestras se diluyeron con 84 ml de agua destilada. Finalmente, las muestras se pasan por una autoclave durante 60 min a 121°C. Para el análisis de lignina soluble e insoluble se filtraron las muestras, posteriormente se tomaron alícuotas de 50 ml para el análisis de la lignina soluble. Las muestras de lignina soluble en ácido se analizaron por espectrofotómetro UV-VIS, usando una longitud de onda de 270 nm. La fracción sólida resultante de la separación se utilizó para la determinación de la lignina insoluble14.
2.2 Pretratamiento químico-oxidativo con peróxido de hidrógeno
La etapa del pretratamineto de las biomasas lignocelulósicas se llevó a cabo con 15% de sólidos de la mezcla del material lignocelulósico: el bagazo de caña de azúcar y hojarasca en una única proporción de 90:10, para evaluar la eficacia del pretratamiento en la remoción de lignina. Para ello se utilizó un diseño experimental 23+ triplicado en el punto central donde las variables de estudio consideradas fueron la temperatura, el tiempo y la concentración de peróxido de hidrógeno. El pH de la reacción se mantuvo entre 11-12 utilizando NaOH. Luego las muestras se lavaron hasta tener un pH neutro, finalmente el sólido fue secado a 105°C hasta peso constante, para hacer el análisis del rendimiento y contenido de lignina luego del proceso del pretratamiento.
Los valores codificados de los niveles de cada una de las variables por estudiar en el diseño experimental se presentan en la (Tabla I).
Tabla I RANGO DE VALORES ESTUDIADOS EN EL DISEÑO EXPERIMENTAL FACTORIAL 23 COMPLETO DEL PRETRATAMIENTO CON PERÓXIDO DE HIDRÓGENO ALCALINO
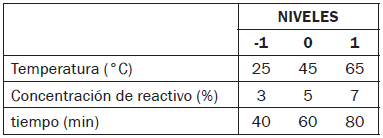
Fuente: Los autores
Luego del pretratamiento los sólidos fueron caracterizados para determinar el contenido de lignina removido durante el pretratamiento oxidativo con peróxido de hidrógeno.
3. RESULTADOS
3.1 Caracterización de las materias primas
Los resultados se muestran en la Tabla II.
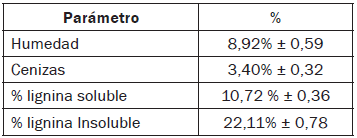
Como se puede apreciar en la Tabla II los resultados obtenidos de humedad para la mezcla de bagazo de caña de azúcar y hojarasca en una proporción 90:10 son de 8,92%, el porcentaje obtenido se encuentra dentro del rango reportado en la literatura que oscila entre 7,5-9,4315. Sin embargo, se debe tener en cuenta la humedad presente en la hojarasca para la cual no hay reportes de caracterización del material.
El contenido de cenizas que se reporta en la literatura para el bagazo de caña de azúcar es de 1,5-2,5%15. En los resultados obtenidos para la mezcla (90:10) de bagazo de caña de azúcar y hojarasca se reporta un contenido de cenizas de 3,40%, la diferencia que se observa probablemente es debida a la exposición mineral que sufre la hojarasca al caer naturalmente de los árboles y el contacto que tiene con el suelo y rocas, además se debe tener en cuenta el proceso de colecta del bagazo de caña de azúcar y la exposición de la biomasa a los elementos de la naturaleza, sin embargo se destaca que la mezcla de la biomasa utilizada no supera el nivel máximo de cenizas de 10%16.
3.2 Pretratamiento químico oxidativo con peróxido de hidrógeno
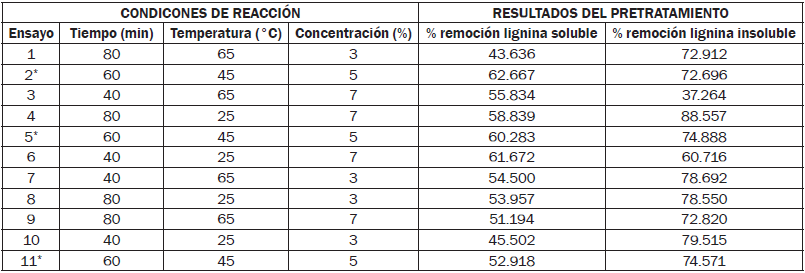
Los resultados del pretratamiento en porcentaje de remoción de lignina soluble en insoluble de la fracción sólida que fue sometida a una hidrólisis ácida y posteriomente al pretratamiento con peróxido de hidrógeno alcalino en las condiciones de reacción del diseño experimental 23 (Tabla I) se muestran en la Tabla III.
De acuerdo con los resultados que se observan en la Tabla III, se obtuvo un alto porcentaje de remoción de la lignina insoluble en ácido, en el ensayo 4 con una remoción de 88,5% con condiciones de reacción de (80 min, 25°C, 7%) y en el ensayo 10 una remoción del 79,5% con condiciones de reacción de (40 min, 25°C, 3%). Respecto a la lignina soluble se evidencia una alta remoción para el triplicado en el punto central, además de los ensayos 4 con una remoción de 58,83% y el ensayo 6 una remoción de 61.67% con condiciones de reacción de (40 min, 25°C, 7%).
En los ensayos 4 y 10 para el porcentaje de remoción de lignina insoluble se puede observar que la concentración más alta y baja de peróxido de hidrógeno alcalino es de 7 y 3%, respectivamente, y a su vez el más alto nivel de remoción de lignina. Estos resultados indican que la concentración de peróxido de hidrógeno podría no ser una variable significativa en el diseño experimental que se evidenciaría bajo el análisis estadístico. El análisis estadístico permite identificar las variables significativas y los efectos principales que se presentan en el diseño experimental para la optimización del proceso y mejora de los resultados, teniendo en cuenta el nivel de confianza de 95% a través del software Statistic (modo de prueba) se trazó el gráfico de pareto como se observa en la Fig. 2.
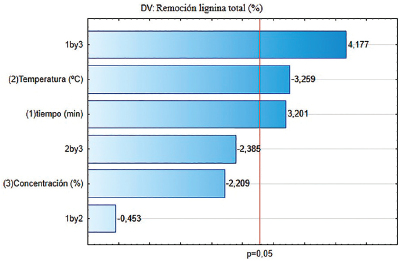
Al analizar el gráfico de Pareto se observan las variables estadísticamente significativas que sobrepasan la línea de magnitud 0,05 con un nivel de confianza del 95% para las variables temperatura y tiempo, las cuales son estadísticamente significativas en el rango de trabajo estudiado. En el gráfico de pareto se observa que la concentración de peróxido de hidrógeno alcalino no es una variable significativa, sin embargo, la interacción (1*3) que corresponde al tiempo y la concentración de peróxido de hidrógeno presenta el mayor efecto significativo.
Tabla III REMOCIÓN DE LIGNINA DE LA BIOMASA PRETRATADA CON PERÓXIDO DE HIDRÓGENO
Fuente: Los autores.
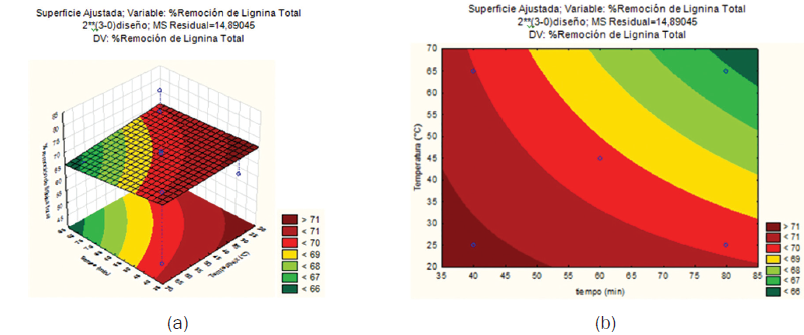
En este contexto para el estudio de las siguientes superficies de respuesta se evaluaron las interacciones entre las variables temperatura y tiempo, manteniendo la concentración de peróxido de hidrógeno en el nivel -1 equivalente al 3%, con el fin de comparar la influencia que ejerce la concentración en la remoción de la lignina y tiempo de reacción. La figura 3 a-b muestra el análisis de las superficies de respuesta del porcentaje de remoción de lignina total del diseño experimental 23 con triplicado en el punto central, manteniendo la concentración en 3%.
La figura 3-a presenta la superficie de respuesta tridimensional del porcentaje de remoción de lignina, donde se pueden observar las condiciones más favorables de temperatura y tiempo para obtener un mayor porcentaje de remoción que corresponde a las regiones sombreadas de color rojo, siendo las más significativas del modelo estadístico.
En la superficie de respuesta se presentan buenos niveles de remoción de lignina para los valores experimentales de 60°C y 45 min con un porcentaje de remoción de lignina del 60%, pero es de destacar que a condiciones más leves (20°C, 35 min) se obtuvo un mayor porcentaje de remoción de lignina de 75-80%.
Fuente: Los autores
Fig. 3 SUPERFICIE DE RESPUESTA DEL PORCENTAJE DE REMOCIÓN DE LIGNINA, MANTENIENDO LA CONCENTRACIÓN EN EL PUNTO CENTRAL 3%(a), CURVA DE NIVEL (b)
Fuente: Los autores
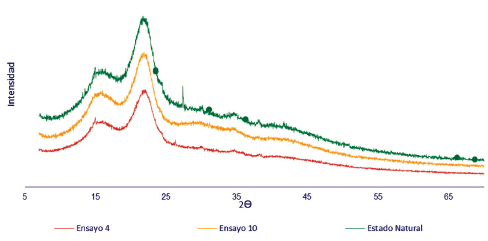
Fig. 4 DIFRACTOGRAMA DE ENSAYOS 4 Y 10 DESPUÉS DEL PRETRATAMIENTO. DETERMINACIÓN DEL ÍNDICE DE CRISTALINIDAD
En condiciones severas como 70°C y 85 min de reacción solo se presenta una mínima remoción de lignina como se observa en la región de color verde. La figura 25-b de curvatura permite observar las interacciones entre la temperatura y el tiempo óptimas para el modelo, desde 60 min y 30°C hasta 40 min y 25°C sin presentar ninguna influencia por la concentración mínima del diseño de 3%.
En la figura 4 se muestran los resultados de Difracción de Rayos X (DRX) de las muestras que presentaron mayor remoción de lignina después de la etapa de pretratamiento para los ensayos 4 y 10 de lignina insoluble, como se indica en la Fig. 4 y el comparativo con el índice de cristalinidad en la biomasa natural.
En el difractograma que se presenta en la figura 6 se observan las señales para la celulosa cristalina que se encuentra en el rango de 2θ en 22,6° y para la celulosa amorfa que se encuentra en el rango de 2θ en 19,0°. El Difractograma presenta tres bandas, la primera banda en color rojo corresponde al ensayo 4 del pretratamiento químico en el que se obtuvo un porcentaje de remoción de lignina de 88,55% en condiciones de reacción de 80 min, 25°C, 7%, en esta condición el índice de cristalinidad de la celulosa fue de 24,57% la banda amarilla indica los resultados de cristalinidad del ensayo 10 del pretratamiento para el cual se obtuvo un 79,51% de remoción de lignina en condiciones de 40 min, 25°C, 3%, y en donde el índice de cristalinidad de la celulosa fue de 20,77% y, finalmente, se presenta la banda verde, la cual corresponde a la mezcla 90:10 de bagazo de caña de azúcar y hojarasca natural, antes de la etapa de pretratamiento con un índice de cristalinidad de celulosa de 34,05%. El índice de cristalinidad del bagazo de caña de azúcar es reportado en la literatura entre el 49-59%17. y otras investigaciones reportan un índice de cristalinidad del 41%18. En nuestra investigación encontramos que al mezclar el bagazo de caña con la hojarasca en proporción 90:10 tenemos un índice de cristalinidad de 34,05%.
El difractograma permite observar una reducción en la intensidad de la señal de la celulosa cristalina para los ensayos 4 y 10 en comparación con la biomasa en estado natural, lo que indica la disminución del porcentaje de la celulosa cristalina después de la etapa de pretratamiento químico con peróxido de hidrógeno siendo favorable para las etapas posteriores de hidrólisis enzimática y de fermentación en la ruta de obtención de etanol de segunda generación.
4. CONCLUSIONES
El diseño experimental 23 fue una herramienta adecuada que permitió evaluar las variables de temperatura, concentración de peróxido de hidrógeno y tiempo para obtener las condiciones más favorables para la de remoción de lignina. Con el diseño de experimentos se encontró que las variables significativas estadísticas fueron al temperatura y el tiempo y la interacción (1*3) que corresponde al tiempo y a la concentración de peróxido de hidrógeno si bien la concentración no se mostró como una variable significativa su interacción con el tiempo sí es una variable significativa, por lo tanto no puede ser eliminada del diseño. Las mejores condiciones de pretratamiento para la solubilización de lignina obtenidas a partir de las superficies de respuestas, manteniendo la concentración del pretratamiento químico en el nivel -1 (3%) y considerando una interacción directa entre la concentración y el tiempo de reacción, las condiciones que mostraron los mayores porcentajes de remoción de lignina se encuentran en los ensayos 4 y 10 donde la concentración del peróxido de hidrógeno estaba en el nivel mínimo 3% y máximo 7% estudiados, en la que se obtuvo mayor porcentaje del 70% reduciendo los costos del pretratamiento, tiempo de reacción y energía empleada.

