










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkBiotecnología en el Sector Agropecuario y Agroindustrial
Print version ISSN 1692-3561
Rev.Bio.Agro vol.7 no.2 Popayán Jul./Dec. 2009
TRATAMIENTO DE AGUAS RESIDUALES DE LA INDUSTRIA LÁCTEA EN SISTEMAS ANAEROBIOS TIPO UASB
TREATMENT OF DIARY INDUSTRY WASTEWATER USING UASB ANAEROBIC SYSTEM
1Ing. Agroindustrial. Esp. Desarrollo de Agroindustrias Rurales, M.Sc. Ingeniería Ambiental y Sanitaria. Docente Facultad de Ingeniería Agroindustrial. Universidad de Nariño. Pasto - Colombia.
2Ing. Sanitaria. Ph.D. Ingeniería Ambiental Universidad de Cantabria, España.
Correspondencia: oscar769@hotmail.com
Recibido para evaluación: 12 de mayo 2009. Aprobado para publicación: 26 de octubre 2009
RESUMEN
Debido a sus ventajas respecto a los procesos aerobios en términos de mayor grado de estabilización de las aguas residuales, bajo crecimiento de biomasa y requerimientos nutricionales, producción de metano y no requerimiento de oxígeno, la digestión anaerobia es una alternativa viable para el tratamiento de las aguas residuales de la industria láctea. En esta investigación se evaluó el rendimiento y capacidad de un reactor anaerobio de lecho de fangos (UASB) para remover la carga de materia orgánica contenida en suero de quesería. El reactor UASB fue operado con un tiempo de retención hidráulica (TRH) de 1,3 días y velocidades de carga orgánica entre 1,7 a 18,5 g de DQO/L.d. Los máximos niveles de reducción de la demanda química de oxígeno (DQO) y de sólidos totales volátiles (STV) alcanzados fueron 98% y 97,2% respectivamente, con una velocidad de carga orgánica en el reactor de 9,6 g DQO/L.d, observándose una reducción en la eficiencia de remoción de la DQO hasta niveles de 77% cuando la carga orgánica se llevó a 18,6 g DQO/L.d. La producción máxima de gas metano generado a partir del suero de queso estudiado fue de 0,27 L CH4/g DQO afluente, con un contenido de metano en el biogás de 56%. Con base en los resultados se puede concluir que es recomendable el uso de reactores UASB para el tratamiento anaerobio de sueros de quesería, obteniéndose un efluente de buena calidad para su descarga final.
PALABRAS CLAVE:
Aguas residuales, UASB, suero de queserías, biodegradabilidad.
ABSTRACT
Due to its advantages over aerobic process in terms of higher degree of wastewater stabilization, lower microbial yield and nutrient requirement, no oxigen requirement and methane production, anaerobic digestion presents as a viable alternative for dairy industry wastewater treatment. In this investigation the performance and capacity of an upflow anaerobic blanket reactor (UASB) treating whey for the organic matter removal were evaluated. The UASB reactor was operated at a hydraulic retention time (HRT) of 1,3 d and organic loading rates ranging from 1.7 to 18.5 g COD/L.d. The maximum total chemical oxygen demand (COD) and Total Volatile Solids (TVS) reduction was 98 and 97,2 % respectively occurred at the loading rates of 9.6 g COD/L.d. The COD removal efficiency was reduced to 77% when the organic loading rate was increasing to 18,6 g COD/L.d. The maximum anaerobic methane generation for the cheese whey studied was found to be 0,27 l CH4/g COD influent and the biogas methane content was 56%. Based on these results, it is recommended to use a UASB reactor for the anaerobic treatment of cheese whey to produce a good effluent quality.
KEYWORDS:
Wastewater treatment; UASB; cheese whey, Biodegradability
INTRODUCCIÓN
El tratamiento anaerobio de efluentes industriales está siendo estudiado intensivamente, mientras que efluentes ricos en carbohidratos (como los de la agroindustria láctea) aún necesitan ser investigados, debido a que poseen una alta tasa de materia orgánica fácilmente hidrolizable, lo que dificulta la estabilidad del sistema debido a que la fase de acidificación ocurre de forma excesivamente rápida, principalmente cuando son aplicadas altas tasas de velocidad de carga orgánica en los reactores [1].
Los principales procesos de la industria láctea que producen residuos contaminantes son los procesos de producción de quesos, cremas y mantequilla, el lavado de torres de secado y las soluciones de limpieza alcalina (CIP1 soda). Se estima que el suero generado en la elaboración de quesos tiene una DBO del orden de 40.000 - 50.000 mg/l.
Las aguas residuales de las industrias lácteas son generalmente neutras o poco alcalinas, pero tienen tendencia a volverse ácidas muy rápidamente a causa de la fermentación del azúcar de la leche produciendo ácido láctico, sobre todo en ausencia de oxígeno y la formación simultánea de ácido butírico, descendiendo el pH a 4,5 - 5,0. La composición de estas aguas incluye sustancias orgánicas disueltas como la lactosa, sales minerales y suspensiones coloidales de proteínas (caseína, albúminas, y globulinas) con una DQO entre 2000 - 4000 mg/l y una DBO entre 2000 - 3000 mg/l. El consumo de agua en las industrias lácteas oscila entre 8,0 - 35 l/kg de leche [2].
La principal limitación para tratar el suero de quesería radica en su gran facilidad de acidificar, principalmente cuando se utilizan velocidades de carga orgánica elevadas, donde la fase acidogénica y la metanogénica se extienden hacia la parte superior del reactor, ocasionando la inestabilidad del sistema [3]. Esa inestabilidad del proceso metanogénico durante el tratamiento anaerobio del suero de queso puede ser ocasionada por la gran cantidad de compuestos ácidos generados por la fermentación de la lactosa. La presencia y acumulación de estos ácidos producen un descenso en el pH, promoviendo el crecimiento de bacterias acetogénicas e inhibiendo la actividad metanogénica [4].
Los procesos biológicos anaerobios vienen siendo ampliamente utilizados en el tratamiento de aguas residuales agroindustriales como las de la fabricación de bebidas alcohólicas, productos lácteos, y cárnicos. Estos sistemas son más eficaces y económicos cuando hay elevada concentración de compuestos orgánicos biodegradables.
Algunas ventajas del proceso anaerobio son descritas a continuación [5].
- Producción de metano, gas combustible utilizado como fuente de energía
- Menor consumo de energía comparado con los tratamientos aeróbicos, resultando en costos operacionales más reducidos
- La fracción de materia orgánica convertida en células bacterianas es relativamente baja (cerca de 10%) en relación al tratamiento aerobio (cerca de 50%). Estos significa que la cantidad de fango biológico formado es menor, resultando en menores problemas de disposición de los mismos
- Las unidades de tratamiento son cerradas evitando la generación de olores
- Tolerancia a elevadas cargas orgánicas
En la digestión anaerobia la materia orgánica es transformada por acción de microorganismos anaerobios y facultativos en gas carbónico y gas metano. las reacciones que suceden son complejas, aunque se pueden dividir en cuatro etapas: hidrólisis, acidogénesis, acetogénesis y metanogénesis [6].
En la etapa de hidrólisis las moléculas complejas (proteínas, carbohidratos y lípidos) se transforman en compuestos solubles (aminoácidos, azucares, ácidos grasos) mediante la acción de enzimas extracelulares excretados por las bacterias. Esta primera fase es considerada muy lenta.
En la etapa de acidogénesis los productos solubles resultantes de la hidrólisis son convertidos en compuestos orgánicos simples con el auxilio de endoenzimas en el interior de las células bacterianas. Los productos fermentados son excretados por las células, entre ellos ácido propiónico, butírico, iso-butírico, valérico, acético, alcoholes, ácido láctico, dióxido de carbono e hidrógeno.
En la fase de acetogénesis los productos de la etapa anterior son convertidos en acetato, dióxido de carbono e hidrógeno y, finalmente, en la metanogénesis los productos anteriores son convertidos en gas metano. En general las bacterias metanogénicas son más sensibles a las condiciones del medio y tienen una tasa de crecimiento más lenta, por eso esta última fase es la más delicada y limita la velocidad del proceso de digestión anaerobia.
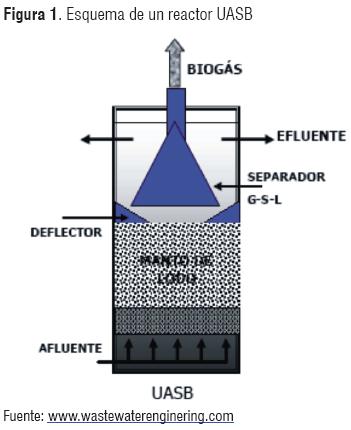
Reactores UASB. Los reactores UASB (del inglés Upflow Anaerobic Sludge Blanket) fueron desarrollados para el tratamiento de aguas residuales industriales con una concentración de materia orgánica media y elevada. En resumen, el reactor UASB es un tanque en el cual las aguas residuales son introducidas en la parte inferior y salen por la parte superior, estableciendo un flujo ascendente, siendo la mezcla del sistema promovida por el flujo ascensional del fluido y por las burbujas de gas.
En la figura 1 se presenta un esquema de un reactor UASB, que consiste básicamente de 3 zonas:
- Zona de entrada: donde en efluente a ser tratado es uniformemente distribuido en la base del reactor y encaminado ascensionalmente a la zona de digestión.
- Zona de digestión: el efluente pasa a través de un lecho de bacterias anaerobias donde los contaminantes son degradados y transformados en gas.
- Zona de sedimentación: está localizada en la parte superior del reactor, allí sucede la separación del gas, sólido y liquido [7].
Entre las ventajas de los reactores UASB se tienen: son sistemas compactos, con baja demanda de área, sin necesidad de utilización de un material de soporte, se obtienen niveles de remoción de DBO/DQO superiores al 80%, bajo costo de operación, elevada concentración del lodo excedente, no necesitando de una unidad de espesamiento de lodo, bajo consumo de energía.
El empleo de estos sistemas en la depuración de aguas residuales de la agroindustria láctea ha presentado resultados satisfactorios, inclusive con cargas orgánicas superiores a los 20 g DQO/L.d [8].
El objetivo de esta investigación fue evaluar el rendimiento y capacidad de un reactor anaerobio de lecho de fangos (UASB) a escala de laboratorio para remover la carga de materia orgánica contenida en suero de quesería.
MATERIALES Y MÉTODOS
Lugar de estudio. Esta investigación fue desarrollada en el laboratorio de Ingeniería Sanitaria del Departamento de Ciencias y Técnicas del Agua y del Medio Ambiente de la Universidad de Cantabria, España. Durante el periodo de estudio el reactor biológico anaerobio fue alimentado con suero de queso procedente de la industria quesera Lácteos de Liencres.
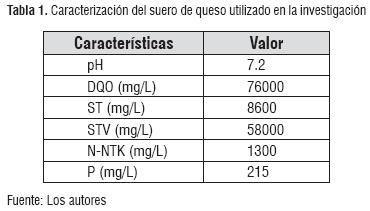
Caracterización del suero de queso. Se realizaron análisis de las principales características del suero de queso en distintos días de abastecimiento, los resultados se muestran en la tabla 1.
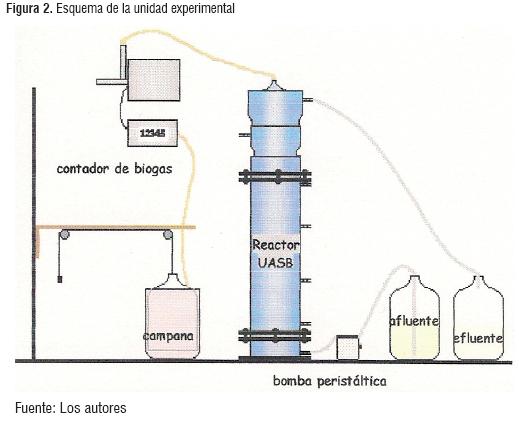
Descripción de la unidad experimental. Se utilizó un reactor UASB construido con piezas de PVC en tres cuerpos unidos por bridas como se muestra en la Figura 2. La altura total era 1.24 m, diámetro interno 0.8 m, volumen total 9.8 l, volumen del compartimiento de entrada 0,7 L, volumen del compartimiento de digestión 6 L. El biogás producido fue conducido a un depósito que consistía en una campana introducida en un recipiente con agua saturada de CO2 (2.8 g/L de NaHCO3), mantenida a un pH de 2,5 con H2SO4 y fuertemente salina (286 g/L de NaCl). El volumen de biogás producido diariamente era controlado por el desplazamiento de la campana al rellenarse. La campana estaba dispuesta con un sistema de poleas y tenía una regla de graduación para el control.
Programa experimental. El reactor fue sometido a velocidades crecientes de carga orgánica partiendo de un nivel mínimo de 1,7 hasta un nivel máximo de 18,5 g DQO/L.d. La experimentación se dividió en 10 etapas desarrolladas en 160 días, el caudal de alimentación fue de 5 L/d, el THR de 1,3 días y se trabajó a temperatura ambiente. Se utilizó el efluente del reactor para diluir el suero de queso, aportando así la alcalinidad externa necesaria para tamponar el sistema, sin embargo a partir de la séptima etapa se adicionó bicarbonato sódico al afluente para completar la alcalinidad.
Los parámetros físico-químicos que se evaluaron tanto en el afluente como en el efluente del reactor fueron:
pH: método electrométrico 4500-H+ B recomendado por Standard Methods [9].
DQO: método titulométrico de reflujo cerrado 5220C recomendado por Standard Methods [9].
Alcalinidad: método volumétrico recomendado por Anderson y Yan, [10].
Sólidos Totales y Sólidos Suspendidos: método gravimétrico 2540-D recomendado Standard Methods [9]
Nitrógeno Total Kjeldahl: método semi micro Kjeldahl 4500-NorgC recomendado por Standard Methods
RESULTADOS Y DISCUSIÓN
Debido a las características del suero de queso entero la puesta en marcha del reactor fue lenta, alcanzando estabilidad a los 69 días, aplicando una velocidad de carga orgánica en torno a 2 g DQO/L.d, con una adición media de 2 g/L de bicarbonato sódico al afluente para aportar alcalinidad externa. Kalyuzhnyi et al. [8] necesitaron un periodo de 3 meses para el arranque de un reactor UASB empleando suero de queso entero.
En la Tabla 2 se resume la evolución de los principales parámetros de operación y funcionamiento del reactor UASB durante la experimentación.
se observa que con velocidades de carga orgánica afluente por debajo de 11,9 g DQO/L.d las concentraciones medias de DQO en el efluente fueron inferiores a los 500 mg/L. Con velocidades de carga orgánica superiores al valor mencionado las concentraciones de DQO en el efluente presentaron una respuesta a la sobrecarga orgánica del sistema, obteniéndose en la etapa 10, al operar con una velocidad de carga orgánica de 18,5 g DQO/L.d, una concentración de DQO en el efluente de 5706 mg/L, esos elevados valores convierten el efluente en un elevado potencial contaminante.
En el efluente los valores de pH oscilaron entre 7,6 y 8,2 confirmando que debido a la biotransformación anaerobia el pH final del proceso tiende a ser básico.
El análisis de la concentración de Nitrógeno presente en el reactor resulta importante para el control de la evolución del proceso anaerobio, ya que informa las posibles carencias nutricionales. Se observó un porcentaje de reducción de Nitrógeno en el sistema fluctuando entre 6,7 a 30,2%, sin embargo no representa una posible eliminación de Nitrógeno sino la transformación de Nitrógeno Total en Nitrógeno Amoniacal.
El reactor UASB presentó elevados rendimientos de eliminación de materia orgánica, superior a 93% al operar a velocidad de carga orgánica de hasta 11,9 g DQO/L.d. el mayor porcentaje de eliminación fue de 98% y se obtuvo a una velocidad de carga orgánica de 9,6 g DQO/L.d. no obstante, nunca es conveniente operar a la velocidad de carga máxima, sino a una velocidad de carga que garantice la estabilidad de la operación [11].
Los resultados de este estudio corresponden a los obtenidos por Malaspina et al. [12] que lograron una depuración de 98,4% a una velocidad de carga orgánica afluente de 10 g DQO/L.d., y por Hwang y Hansen [13] que obtuvieron rendimientos de eliminación de 96,9% a velocidad de carga orgánica afluente de 10,3 g DQO/L.d. Sin embargo otros autores como Erguder et al. [14] reportaron una eliminación de 91,9 y 97% a velocidades de carga orgánica de 20,8 y 11,8 g DQO/L.d respectivamente.
Tawfik et al. [15] en un estudio donde se trataba en un reactor UASB una mezcla de aguas residuales de una industria láctea con aguas residuales domésticas, lograron porcentajes de reducción de 69 y 79%, operando con velocidades de carga orgánica de 1,9 y 4,4 g DQO/L.d respectivamente.
Ramasamy et al [16] operaron un reactor UASB con aguas residuales de una industria láctea con TRH de 3 a 12 horas y velocidades de carga orgánica de 2,4 a 13,5 g DQO/L.d logrando niveles de reducción de DQO de 95,6% y 96,3% respectivamente.
Los porcentajes de metano y dióxido de carbono en el biogás oscilaron entre 64 a 55% y entre 25 a 44% respectivamente. Se observa que al incrementar la carga orgánica afluente el porcentaje de metano tiende a descender y el de dióxido de carbono a aumentar. En la etapa de mayor eliminación de materia orgánica hubo una producción de 4,67 L de biogás/L de reactor, siendo su composición en metano y dióxido de carbono de 56 y 43%, con una tasa de producción de metano de 0,27 L CH4/g DQO afluente.
Al aumentar la carga orgánica en los reactores el crecimiento de las bacterias fue favorecido, sin embargo la tasa de crecimiento de los microorganismos acidogénicos es cinco veces superior a la de los microorganismos metanogénicos, ocasionando mayor generación de productos intermedios resultantes de la acidificación, que la biomasa metanogénica no es capaz de metabolizar totalmente, por lo cual se produce una disminución en el porcentaje de eliminación de materia orgánica al aumentar, por encima de cierto límite, la velocidad de carga orgánica afluente.
CONCLUSIONES
El reactor UASB operó a condiciones estables para el tratamiento de suero de quesería con velocidades de carga orgánica hasta de 9,6 g de DQO/L.d, ya que a velocidades superiores se observó una reducción en el porcentaje de eliminación de DQO y de sólidos totales volátiles.
La máxima eliminación de materia orgánica alcanzada fue de 98%, la cual se obtuvo al operar el sistema a una velocidad de carga orgánica de 9,6 g de DQO/L.d, lo que indica una buena adaptación de la biomasa al sustrato.
Al aumentar la velocidad de carga orgánica afluente de 1,7 a 18,5 g de DQO/L.d hubo un incremento en la producción de biogás de 0,66 a 5,56 L biogás/L reactor.d, aunque en la composición del biogás se disminuyó la proporción de metano y se incrementó la de dióxido de carbono. En la etapa en que se alcanzó un 98% de eliminación de materia orgánica hubo una producción de 4,67 L de biogás/L de reactor, siendo su composición en metano y dióxido de carbono de 56 y 43% respectivamente.
Los reactores UASB son un sistema muy apropiado para el tratamiento de aguas residuales agroindustriales con alta carga de materia orgánica, tales como los sueros de queserías, ya que permiten obtener eficiencias de remoción de DBO/DQO, superiores al 90% con velocidades de carga orgánica de alrededor de 10 a 20 g DQO/L.d., ofreciendo otras ventajas como poco requerimiento de espacio, baja producción de lodos, bajo consumo de energía y bajos costos de operación.
REFERENCIAS
[1] LO, K.V.; LIAO, P.H. (1998). "Laboratory scale studies on the mesophilic anaerobic digestión of cheeese whey in dufferent digester configurations". J. Agric. Engng. Res. Vol. 39, pp. 99-105. [ Links ]
[2] RICO GUTIÉRREZ, J. L.; GARCÍA, P.A. (1991) "Anaerobic treatment of cheese production wastewater using a UASB reactor". Bioresource technology. No. 37, pp. 271-276. [ Links ]
[3] YAN, J.Q.; LO, K.V.; LIAO, P.H. (1990) "Anaerobic digestión of cheese whey using an upflow anaerobic sludge blanket reactor: III sludge and substrate profiles". Biomass. Vol. 21, pp. 257-271. [ Links ]
[4] RANALLI, G.; ANDREONI, V.; BONFANTI, P.; CORRADINI, S.; SORDINI, C. (1995) "Anaerobic digestion of cheese whey in a two stage reactor". American Society of Agricultural Engineers. Vol. 7, pp. 347-356. [ Links ]
[5] CHERNICHARO, C.A. (1990) "The effect of temperature and substrate concentration upon the performance of UASB reactors". Tesis Doctoral. University of Newcastle Upon Tyne, Newcastle Upon Tyne - England. [ Links ]
[6] SOUBES, M. (1994) "Microbiología de la digestión anaerobia". En: III Taller y Seminario Latinoamericano "Tratamiento Anaerobio de Aguas Residuales". Montevideo Uruguay, pp. 15-28. [ Links ]
[7] CASSEEB, M.M. (1995) "Avaliacao do desempenho de um reactor anaerobio de fluxo ascendente e manta de lodo, em escala piloto, tratando esgotos sanitarios da cidade de Belo Horizonte". Tesina Master. Escola de Engenheria da Universidade Federal de Minas Gerais, Belo Horizonte - Brasil. 126 p. [ Links ]
[8] KALYUZHNYI, S.V.; PÉREZ MARTÍNEZ, E.; RODRÍGUEZ MARTÍNEZ, J. (1999) "Anaerobic treatment of highstrength cheese-whey astewater in laboratory and pilot UASB-Reactors". Bioresource Technology. Vol. 60, pp. 59-65. [ Links ]
[9] LS CLERCER, A.E. GRENBERG, R.R. TRUSSEL. (1989) "Standard methods for the examination of water and wastewater". APHA, AWWA, WPCF. 17 ed. [ Links ]
[10] ANDERSON, G.K.; YANG, G. (1992) "Determination of bicarbonate and total volatile acid concentration in anaerobic digester using a simple titration". Water Environment Research. Vol. 64, N 1 pp. 53-59. [ Links ]
[11] WEILAND, P. ; ROZZI, A. (1991) "The start-up, operation and monitoring of high-rate anaerobic treatment systems: Discusser´s report". Water Science Technology. Vol. 24, No. 8 pp. 257-277. [ Links ]
[12] MALASPINA, F; CELLAMARE, C.M. (1996) "Anaerobic treatment of cheese whey with a downflow-upflow hybrid reactor" Bioresource Technology. Vol. 55, pp. 131-139. [ Links ]
[13] HWANG, S.H.; HANSEN, C.L. (1992) "Biokinetics of an upflow anaerobic sludge blanket reactor treatment whey permeate". Bioresource Technology. Vol. 41, pp. 223-230. [ Links ]
[14] ERGUDER, T.H.; TEZEL, U; GUVEN, E.; DEMINER, G.N. (2001) "Anaerobic biotransformation and methane generation potential of cheese whey in batch and UASB reactors". Waste Management. No. 21, pp. 643-650. [ Links ]
[15] TAWFIK, A.; SOBHEY, M.; BADAWY, M. (2008). "Treatment of a combined dairy and domestic wastewater in an up-flow anaerobic sludge blanket (UASB) reactor followed by activated sludge (as system)". Desalination Journal, Vol. 227, Issues 1-3, 30, pp. 167-177. [ Links ]
[16] RAMASAMY, E.V.; GAJALAKSHMI S.; SANJEVI, R.; JITESH, M.N. (2004). "Feasibility studies on the treatment of dairy wastewaters with upflow anaerobic sludge blanket reactors". Bioresource Technology, Vol. 93, Issue 2, pp. 209-212. [ Links ]

