










Servicios Personalizados
Revista
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en
SciELO
Similares en
SciELO -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkBiotecnología en el Sector Agropecuario y Agroindustrial
versión impresa ISSN 1692-3561
Rev.Bio.Agro vol.14 no.1 Popayán ene./jun. 2016
https://doi.org/10.18684/BSAA(14)110-118
DOI: http://dx.doi.org/10.18684/BSAA(14)110-118
EFECTO DE ADITIVO MASTERBATCH EN PELÍCULA BIODEGRADABLE DE ALMIDÓN TERMOPLÁSTICO DE YUCA Y ÁCIDO POLILÁCTICO
EFECT OF MASTERBARCH ADITIVE OVER A BIODEGRADABLE FILM FROM THERMOPLASTIC STARCH AND POLYLACTIC ACID
EFEITO DE UM ADITIVO MASTERBATCH EM UM FILME BIODEGRADÁVEL DE AMIDO TERMOPLÁSTICO MANDIOCA E ÁCIDO POLILÁTICO
SANDRA PATRICIA PAZ PEÑA1, PEDRO ALBÁN BOLAÑOS2, HÉCTOR SAMUEL VILLADA CASTILLO3
1Universidad del Cauca, Grupo de investigación CYTBIA. Ingeniera agroindustrial. Popayán, Colombia.
2Universidad del Cauca, Grupo de investigación CYTBIA. Ingeniero agroindustrial. Popayán, Colombia.
3Universidad del Cauca, Departamento de Agroindustria, Grupo de investigación CYTBIA. Ph.D en alimentos. Popayán, Colombia.
Correspondencia: hsamuelv@yahoo.com
Recibido para evaluación: 25 de Mayo de 2015. Aprobado para publicación: 9 de febrero de 2016.
RESUMEN
Dados los requerimientos actuales en materiales plásticos no contaminantes, se llevó a cabo el estudio del efecto de un aditivo Masterbatch sobre las propiedades mecánicas, de barrera y ópticas de un polímero elaborado por extrusión-soplado a partir de almidón de yuca, ácido poliláctico (PLA) y Masterbatch gris (MBG). Se estableció que la película presentó una permeabilidad al vapor de agua en el día 90 de seguimiento (5,75E-14 g/m*s*Pa), en el caso de la permeabilidad al oxígeno el valor más bajo se presentó en el día 30 (9,57503E19 mol/m*s*Pa), la absorción de agua y porcentaje de solubilidad decrecieron a lo largo del tiempo pasando de 97,9% (día 8) a 86,3% (día 90) y 25,41% (día 8) a 19,61% (día 90), respectivamente. En relación a la resistencia máxima a la tensión no hubo diferencia significativa durante el tiempo de evaluación, se presentó una disminución en el módulo de Young (235,50 a 173,10 MPa) y aumentó la elongación máxima en el punto de rotura (2,64 a 11,34 %). En cuanto al color, las muestras presentaron una luminosidad superior al valor de 50, es decir, neutralidad en el color, de igual forma con respecto a Chroma (o saturación) (promedio de 1,46) y una tendencia hacia el neutro en el matiz por sus valores cercanos a 0. Como prueba de apoyo se realizó una prueba de Calorimetría Diferencial de Barrido (DSC).
PALABRAS CLAVE:Pigmento, Polímero, Absorción de agua, Colorimetria
ABSTRACT
Due to the current requirements in clean plastic materials, the project was conducted to study the effect of a masterbatch additive on mechanical properties (stress analysis), barrier (desiccant method), optical (CIELab and CIECh scale) of a polymer composed by cassava starch, polylactic acid (PLA) and grey masterbatch (MBG) and by using the blown film extrusion technology polymer. It was established that the films has a permeability to water vapor on the 90th day of monitoring (5,75E-14 g/m*s*Pa), in the case of the oxygen permeability, the lower value occurred on day 30 (9,57503E19 mol/m*s*Pa), the water absorption and the solubility percentage decrease throughout changing to 97,9 % (day 8) a 86,3% (day 90) y 25,41% (day 8) a 19,61% (day 90), respectively. In relation whit the tensile modulus there wasnt significant difference during the evaluation time, a decrease occurs in Young modulus (235,50 to 173,10 MPa) and the maximum elongation at break point (2,64 to 11,34 %). Regarding color, samples presented a luminosity value over 50, that is, neutrality in color; in the same manner in relation to Chroma (or saturation) (average value of 1,46) and a trend to neutral position on hue due to values close to 0. As supporting evidence was realized a Differential Scanning Calorimetry (DSC) test.
KEY WORDS:Pigment, Polymer, Water absorption, Colorimetry.
RESUMO
Dados os requerimentos actuais em materiais plásticos não contaminantes, se levou a cabo o estudo do efeito de um aditivo Masterbatch sobre as propriedades mecânicas, de barreira e ópticas de um polímero elaborado por extrusão-soprado a partir de almidón de yuca, ácido poliláctico (PLA) e Masterbatch cinza (MBG). Estabeleceu-se que o filme apresentou uma permeabilidade ao vapor de água no dia 90 de rastreamento (5,75E-14 g/m*s*Pa), no caso da permeabilidade ao oxigénio o valor mais baixo se apresentou no dia 30 (9,57503E19 mol/m*s*Pa), a absorção de água e percentagem de solubilidad decrecieron ao longo do tempo passando de 97,9% (dia 8) a 86,3% (dia 90) e 25,41% (dia 8) a 19,61% (dia 90), respectivamente. Em relação à resistência máxima à tensão não teve diferença significativa durante o tempo de avaliação, se apresentou uma diminuição no módulo de Young (235,50 a 173,10 MPa) e aumentou a elongación máxima no ponto de rompimento (2,64 a 11,34 %). Quanto à cor, as mostras apresentaram uma luminosidade superior ao valor de 50, isto é, neutralidade na cor, de igual forma com respeito a Chroma (ou saturação) (média de 1,46) e uma tendência para o neutro no matiz por seus valores próximos a 0. Como prova de apoio se realizou uma prova de Calorimetría Diferencial de Varredura (DSC).
PALAVRAS-CHAVE:Pigmento, Polímero, Absorção de água, Colorimetria
INTRODUCCIÓN
La creciente concientización por el cuidado del medio ambiente ha generado la búsqueda de nuevos materiales amigables con el medio ambiente, los cuales provengan de fuentes renovables y representen una alternativa al uso de materiales procedentes de fuentes petroquímicas como es el caso de las bolsas biodegradables o compostables [1]. Uno de los polímeros con mayores posibilidades para el desarrollo de empaques respetuosos con el medio ambiente es el almidón termoplástico (TPS) obtenido mediante un proceso que requiere la aplicación de calor y energía mecánica para conformar una masa amorfa a partir de almidón y plastificante, este último pueden ser agua, glicerol u otros [2]. Sin embargo, el TPS presenta alta permeabilidad al vapor de agua, alta absorción de humedad y bajas propiedades mecánicas en comparación con los materiales sintéticos [3, 4, 5]: Para superar estos inconvenientes se han realizado estudios de mezclas de TPS y poliésteres biodegradables como el ácido poliláctico (PLA), la policaprolactona (PCL) y el polibutileno adipato-co-tereftalato (PBAT), obteniendo incrementos en las propiedades mecánicas, especialmente en la elongación máxima en el punto de rotura, así como una disminución de la permeabilidad al vapor de agua [6, 7, 8].
La mezcla de almidón termoplástico (TPS) con ácido poliláctico (PLA) es un método eficaz para incrementar la biodegradabilidad y rentabilidad del PLA, así como para ampliar las aplicaciones del almidón termoplástico [9, 10, 11], aunque presenta el inconveniente de sus fases inmiscibles [12] para lo cual se emplean agentes acoplantes como el anhídrido maléico que permite aumentar la interacción entre las fases poliméricas y la producción de películas con propiedades superiores [13, 14].
En este trabajo se evaluó el efecto de un aditivo de color o Masterbatch sobre las propiedades mecánicas de tensión, de barrera, absorción de agua y color de una película flexible biodegradable elaborada a partir de almidón nativo de yuca y PLA durante un periodo de almacenamiento de 90, a condiciones de 23°C y 50% HR.
MÉTODO
Materiales
Se empleó almidón de yuca (Manihot sculenta Crantz) variedad Verónica con tamaño de partícula inferior a 125 µm y un pH de 6,38 ± 0,041, suministrado por la empresa Almidones de Sucre, Colombia. Glicerol grado comercial con un nivel de pureza de 99,5%, suministrada por DISAN S.A. Ácido esteárico con pureza de 99,3%, suministrado por Merck. Se utilizó PLA bajo las referencias 4032D, proveído por la compañía Cargill Dow Polymers LLC de Estados Unidos. Anhídrido maléico con 99% de pureza suministrado por Merck, peróxido de benzoilo provisto por Merck. El Masterbatch color gris en la referencia RENOL®-SILVER BLSN300001-ZN suministrado por Clariant.
Equipos
Se empleó una extrusora de tornillo simple HAAKE RHEOMEX OS para producir tanto el almidón termoplástico (TPS) como el ácido poliláctico injertado (PLA-inj). Se empleó un molino pelitizador INMAGRAM, un horno de convección forzada marca Memmert y una balanza de humedad PRECISA XM60 (Japón). Para el acondicionamiento de las muestras, previo a la evaluación de las propiedades, se utilizó una cámara Climática BINDER Serie KBF 115 (Alemania).
En la prueba de permeabilidad al vapor de agua (PVA) se emplearon una balanza analítica RADWAG XA 110/X, un micrómetro Mitutoyo 7326S (Japón) y cápsulas de vidrio elaboradas con ese fin.
La prueba de permeabilidad al oxígeno (PO2) se llevó a cabo en al Analizador de Permeabilidad PERME VAC VSC (China).
En la prueba de calorimetría de barrido diferencial (DSC), se utilizó Calorímetro marca TA Instruments modelo Q20.
Métodos
Obtención de almidón termoplástico (TPS). El almidón nativo de yuca de la variedad Verónica se sometió a secado por 12 horas a 60°C hasta alcanzar una humedad inferior a 3%, a continuación se mezcló con glicerol y ácido esteárico y se depositó en un recipiente hermético por 24 horas. Pasado este tiempo, la mezcla se procesó en la extrusora de tornillo simple. Las condiciones de proceso fueron: velocidad del tornillo 50 rpm y temperatura promedio de 132°C. El TPS obtenido en forma de cordón se peletizó, se secó (hasta una humedad inferior al 0,5%) y se guardó en un recipiente hermético [15, 16, 17].
Elaboración de PLA injertado (PLA-inj) y pigmentado. El ácido poliláctico se secó hasta alcanzar una humedad menor o igual a 0,025% w/w, a una temperatura de 80°C por 4 horas. El PLA seco se mezcló con anhídrido maléico, peróxido de benzoílo y Masterbatch gris y se procesó en la extrusora de tornillo simple con una velocidad del tornillo de 30 rpm y temperatura promedio de 186°C. El PLA-inj pigmentado se obtuvo en forma de cordón, se peletizó, se secó y se guardó en un recipiente hermético [17].
Obtención del Film biodegradable. Los pellets obtenidos de las etapas anteriores fueron mezclados y procesados mediante extrusión-soplado a una velocidad de tornillo de 35 rpm y temperatura promedio de 160,25°C. El film se obtuvo en forma de un tubular, luego de cortó y almacenó a 23±2°C y humedad relativa de 50±10% durante de 90 días.
Pruebas mecánicas. Se procedió de acuerdo a lineamientos contemplados en la norma ASTM D882-10 [18]. Se cortaron cinco probetas por triplicado, el corte se realizó en sentido longitudinal y en sentido transversal. El rompimiento de la película se llevó a cabo bajo las siguientes condiciones de operación: una celda de 500 N, velocidad de cabezal de 25 mm/min, velocidad de recolección de datos de 500 puntos/s y una distancia entre las mordazas de 50 mm. Se empleó una máquina universal de ensayos marca Shimadzu modelo EZ-L del Laboratorio de Reología y Empaques de la Universidad del Cauca.
Prueba de permeabilidad al vapor de agua (PVA). Con base en el método desecante que se fundamenta en la norma ASTM E-96-00 [19], las muestras se cortaron en forma circular con un diámetro de 8 cm, por triplicado. En una celda de permeación (con abertura circular de 0,00181 m2) se agregó sílica gel (0% HR) y se cubrió con la película, este montaje se colocó en un recipiente hermético que contenía una solución de cloruro de sodio saturada (68% HR). Los montajes fueron pesados en una balanza analítica RADWAG XA 110, cada hora hasta obtener una correlación igual o mayor a de 0,9 ± 0,05.
Permeabilidad al oxígeno (O2). Esta propiedad de barrera se determinó con base en la norma ASTM D1434-82 [20]. Se cortaron mínimo 6 muestras en forma circular con un diámetro de 80 mm. Se tomaron tres porciones circulares y se situaron dentro de las celdas de transmisión de gases, formando una semibarrera entre dos cámaras y la diferencia de presión provoca que el gas permee a través de la muestra desde la cámara de mayor presión hacia la de menor presión. La prueba se llevó a cabo en el equipo de permeabilidad a gases fabricado por Labthink modelo VAC-VBS.
Prueba de absorción de agua. Se realizó según la norma ASTM D570-98 [21]. Las muestras se cortaron de una dimensión de 76,2 mm de largo por 25,4 mm de ancho y se secaron a una temperatura de 50±3°C durante 24 horas. Pasado este tiempo, se registró el peso inicial en una balanza analítica y fueron sumergidas en agua destilada a 23±1°C durante 2±0,07 horas, a continuación se secó su superficie y se pesaron nuevamente (peso húmedo). El valor de absorción de agua se tomó como la suma del aumento de peso en la inmersión y del peso de la materia soluble en agua.
Calorimetría. Se realizó según la norma ASTM D3418-08 [22] empleando un calorímetro marca TA Instruments modelo Q20 (USA). Se depositaron aproximadamente 10 mg de muestra de las películas dentro de una cápsula de aluminio, la que se selló y ubicó dentro de la cámara térmica del calorímetro. Se realizó un ciclo de calentamiento de -80 hasta 200°C con el fin de determinar la temperatura de transición vítrea (Tg), la temperatura de cristalización (Tc) y la temperatura de fusión (Tm) en las respectivas muestras, y se analizaron los resultados del segundo ciclo de calentamiento.
Colorimetría. Las muestras fueron remitidas al Laboratorio de Control de Calidad de Alimentos de la Universidad Nacional de Colombia Sede Medellín, y evaluadas con las normas ASTM E313 y TAPPI 452.
Diseño experimental
Se planteó un diseño factorial 2x5: dos factores que fueron tipo de película y tiempo; el factor película a su vez tuvo dos niveles, película con masterbatch y película sin masterbatch, por su parte el factor tiempo comprendió cinco niveles: días 8, 15, 30, 60 y 90. Las variables de respuesta fueron las propiedades mecánicas de tensión, propiedades de barrera, absorción de agua y colorimetría. La calorimetría de barrido diferencial sirvió como insumo para los análisis. Los datos se analizaron empleando el software SPSS V20 para los datos obtenidos de las pruebas mecánicas, de barrera, absorción y solubilidad.
RESULTADOS
Permeabilidad al vapor de agua (PVA)
No se encontraron diferencias significativas tras la adición del Masterbatch y la modificación del tiempo, así como tampoco en la interacción entre estos dos factores.
Se ha reportado que el agua puede penetrar las mezclas PLA/almidón a través de los vacíos entre fases y alguna cantidad de agua puede ser absorbida por el almidón (<20%) [23]. Algunos investigadores [24] determinaron que durante el tiempo de almacenamiento (90 días), los valores de PVA en películas plastificadas (20 y 40% de glicerol a 54% de HR) mostraron una tendencia a permanecer constantes debido a la estabilidad de las películas de almidón en condiciones de almacenamiento, de acuerdo con los valores de cristalinidad y propiedades mecánicas.
Permeabilidad al oxígeno
Se obtuvieron datos de permeabilidad en los días 8, 15 y 30 mientras que la evaluación en los días 60 y 90 no pudo efectuarse debido a la ruptura de la muestra durante la prueba. Sin embargo, no hubo diferencias significativas en los datos obtenidos, los cuales se encontraron entre 1,79174E-15 (blanco día 8) y 9,57503E19 (MBGD90), a diferencia de reportes de permeabilidad de 2,83×10-14 kg m/m2sPa, para una película conformada con PLA- β-CD4 30% [23], y si bien se reportan diferencias con respecto al contenido de β-CD, el análisis que realizan podría ser aplicado para explicar las diferencias entre las blanco y 2%MBG: el incremento en la permeabilidad fue posiblemente causado por la discontinuidad entre β-CD y el PLA: los vacíos entre fases permitieron a las moléculas de oxígeno difundirse rápidamente a través de la matriz, por lo que se deduce que el uso de Masterbatch mejoró las propiedades de la mezcla debido a la reducción de irregularidades en la matriz polimérica.
El aumento en la permeabilidad al oxígeno que se presentó en las películas testigo puede asociarse a las grietas formadas a causa de la rigidez del material y a los enlaces libres este cadenas de almidón [25, 26].
Absorción
Se realizó una prueba Tukey-b para el análisis de datos de absorción y se formaron dos subconjuntos con promedio de 95,78% para el subconjunto 1 y 106,83% para el subconjunto 2.
Cabe resaltar que los tratamientos que se diferencian en el subconjunto 1 con respecto al subconjunto 2, son aquellos conformados por las muestras testigo y con Masterbatch para los días 60 y 90, lo que indicaría que es la cristalización del material la que ocasiona la disminución de los valores de absorción en estos días. La transferencia de masa a través de una película hidrofílica inicialmente seca a diferentes humedades relativas se presenta en tres diferentes etapas y depende de la resistencia del agua a moverse a través de la matriz polimérica (porosidad) en términos del coeficiente de difusión y la afinidad entre el material de la película y el agua, representado por el coeficiente de solubilidad [25], lo que permite interpretar que el comportamiento de las películas de almidón de yuca se debe a que tiene zonas por las cuales es posible el proceso de difusión del agua, mientras que la disminución que se presenta a lo largo del tiempo puede deberse al proceso de cristalización del material [25, 26, 27].
Solubilidad
Se obtuvieron cuatro subgrupos, presentando un comportamiento decreciente para los tratamientos con y sin Masterbatch, fenómeno similar al encontrado sobre almidón nativo e hidrolizado de banano y evaluado a 25°C5 [27], los cuales sugieren que este comportamiento puede ser ocasionado por un proceso de "envejecimiento" donde se reduce el volumen libre, dando lugar a una baja penetración del agua, lo cual podría disminuir el carácter polar del TPS.
Propiedades mecánicas de tensión
La interacción de los factores tiempo y tipo de película mostró diferencias significativas respecto a la resistencia máxima a la tensión, elongación máxima en el punto de rotura y módulo de elasticidad.
La resistencia máxima a la tensión fue procesada en ambas direcciones, las muestras en sentido longitudinal presentaron homogeneidad de varianzas y se les aplicó Tukey-b, mientras que en sentido transversal se aplicó una prueba T3 de Dunnett ya que no se cumplió esta condición: se obtuvo un resultado máximo de 6,91 MPa, correspondiente con la muestra testigo el día 8° de envejecimiento lo que conllevaría a pensar que el proceso de estructuración generado por la extrusión incrementa esta propiedad al otorgar direccionalidad al polímero elaborado.
En cuanto a elongación máxima en el punto de rotura, se aplicó un test T3 de Dunnett, debido a la heterogeneidad de varianzas tanto en el sentido longitudinal como transversal, arrojando cada uno dos subconjuntos. En este punto, los tratamientos significativamente diferentes fueron MBGD15 y MBGD30, cuyo comportamiento cuyo comportamiento de mayor grado hidrofóbico podría haber contenido la plastificación de las cadenas y otorgar mayor rigidez, lo que pudo desencadenar un porcentaje menor de elongación con respecto al segundo subconjunto.
Con respecto al Módulo de Young en sentido transversal no se presentaron diferencias significativas obteniéndose un único subconjunto con un promedio de 166,75 MPa tras la aplicación de una prueba de Tukey-b, pero en sentido longitudinal se aplicó una prueba T3 de Dunnett surgiendo dos subconjuntos. Los resultados para el testigo muestran un decremento en las propiedades mecánicas de este material hacia el día 30, sin embargo, en los días 60 y 90 se presenta un ligero incremento que puede atribuirse a que el agua presente en el ambiente ejerce acción como plastificante, otorgando flexibilidad al material, lo que se traduciría en un aumento de la elongación [23].
Las películas de almidón puro son muy frágiles y necesitan la incorporación de plastificantes para hacerlas más fácilmente manipulables y lograr las propiedades mecánicas deseadas [26]. Los plastificantes reducen las fuerzas cohesivas en películas hidrocoloides, aumentan la flexibilidad, elongación y la resistencia de películas pero deben ser compatibles con el polímero formador de la película [26], así mismo, encontraron que el porcentaje de elongación disminuye con el tiempo, pero el módulo de Young y la resistencia a la tensión aumentan, en este proyecto se encontró un comportamiento similar para las películas del almidón oxidado dado que se incrementó la resistencia en sentido transversal, sin embargo, se presentan diferencias en el módulo de Young longitudinal y en la elongación en ambas direcciones.
Algunos autores [23] señalan que la adición de Masterbatch mejora las propiedades mecánicas de las películas ya que se genera un mejor mezclado de fases, bajo esta premisa se puede explicar el aumento en la resistencia a la tensión y la elongación, para películas de almidón de yuca y Masterbatch gris.
Calorimetría
El cuadro 1 muestra los resultados de la prueba de DSC y otros similares:
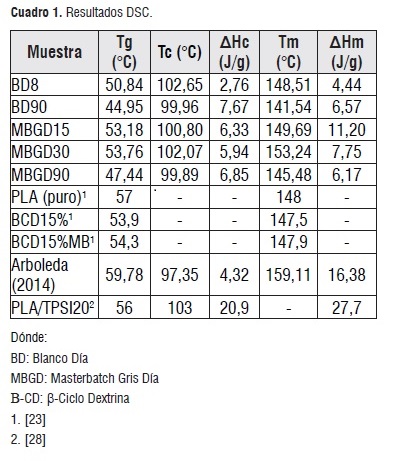
Algunos investigadores [23] indican que el uso de Masterbatch no afectó las propiedades térmicas en las mezclas de Masterbatch y PLA y señalan que la distribución de β-CD entre las cadenas del polímero incrementa la separación de las mismas y la movilidad, lo que se manifiesta en la disminución de la Tg del PLA; otros autores encontraron que este aditivo no genera un efecto sobre estos puntos de medida en el PLA [29]. Sin embargo, si se observa la entalpía de fusión (ΔHm), se podría considerar que hay un efecto diferencial entre el testigo y las películas que incluyen Masterbatch, posiblemente porque el pigmento se encuentra disperso en una matriz de PLA y su contenido metálico del pigmento (Zn) puede interferir en la re-estructuración de las cadenas del almidón o del PLA, generándose una posible lectura interferida o bien por una lectura del metal o porque este mismo favorece el estado amorfo de las cadenas.
Es factible que el TPS actúe de forma similar al β-CD, siendo esta la razón de la disminución en el Tg y Tm de la muestra y que al día 90 estos valores hayan decaído debido al envejecimiento del material. En cuando a los valores de Tc, quizá se presentó una posible nucleación [28] debida al efecto de la humedad circundante en el medio [30] o por el glicerol previo a su proceso de migración. Este autor indica también que la reducción en la Hm puede estar asociada a la reorganización de las cadenas, basada probablemente en el progreso de la movilidad de las macromoléculas que contribuye en el rompimiento de algunos puentes de hidrógeno que se formaron desde la plastificación del almidón y concluye en su análisis que el análisis de la ΔHm en el TPS se basa en los fenómenos de re-cristalización y enredamiento de cadenas que se presentaron durante el proceso de envejecimiento.
Colorimetría
La luminosidad sobre el fondo blanco (tanto para la muestra testigo como para la muestra con Masterbatch) no presentó cambios radicales durante los 90 días de seguimiento y, según los datos obtenidos, fue más luminoso sobre este fondo que sobre el fondo negro, posiblemente influenciado por la absorbancia del material y el grado de incidencia de la luz sobre éste.
En el caso de las películas de almidón de yuca y Masterbatch, la luminosidad (L*) por parte de aquellas que contenían el aditivo fue más cercana a 0 (baja luminosidad o negro) debido al pigmento gris, a diferencia de las blancas de la muestra testigo (más cercanas de 100 o color blanco).
a* es la franja que agrupa los colores verdes (-128) a rojos (+127) y b* azules (-128) y los amarillos (+127), en el caso de las muestras de película de yuca y Masterbatch los valores negativos para el parámetro a* (–1,40) ubican a la muestra en el sector verde y los negativos para el parámetro b* (-1,20) lo sitúan en el azul, sin embargo éstos valores son bajos con respecto a la escala, lo que conlleva a determinar que en la escala CIEL*a*b, dichas muestras se encuentran más cerca al neutro (o color gris).
Los valores de saturación de la muestra se mantienen cerca del valor central según la escala de color empleada para CIE L*C*h que es el gris, esto puede afirmarse dado que dicha escala va desde 1 hasta 100 [32]. Los valores de h° se encuentran entre 150° y 250°, lo que indica que está en la franja de verde (180°) y el azul (250°) [31], coincidiendo con los resultados encontrados para los parámetros a* y b*, pero en conjunto, muestran una tendencia hacia el neutro por sus valores cercanos a 0.
CONCLUSIONES
El Masterbatch no generó influencia significativa sobre las propiedades de barrera y absorción, posiblemente porque las características del TPS son efectivas contra el O2 y el PLA tiene carácter hidrofílico.
La solubilidad se vio afectada por el proceso de envejecimiento del almidón por la posible dismunición de los espacios intermoleculares, interfiriendo entre las zonas polares del almidón, decreciendo la posibilidad de unión entre plastificantes (glicerol o agua circundante) y el TPS.
Las propiedades mecánicas se vieron influenciadas por la direccionalidad dada durante el proceso de extrusión, el cizallamiento y el efecto de la temperatura a la que se ve sometido el material: bajo estas condiciones se obtuvo un material con un alto porcentaje de elongación, pero con una resistencia y módulo de Young bajos en comparación con las muestras elaboradas por otros autores.
El análisis térmico realizado por DSC, permite establecer que el envejecimiento es un factor que determina las características y tiempo de uso del material elaborado, y muestra que el material con Masterbatch tiende a tener valores más elevados de Tg, Tm y ΔHm con respecto al testigo.
Con respecto al análisis colorimétrico se puede concluir que las muestras tienden a mostrar valores neutros para los parámetros de a*, b* (excepto para las muestras testigo en fondo blanco SPIN y SPEX), C° y h°; en cuanto al brillo, las muestras sobre fondo blanco presentaron mayores valores, probablemente porque sobre este fondo se presenta menor absorbancia. La luminosidad no presentó diferencias significativas.
4 β-CD: β-Ciclodextrina
5El estudio también realizó la evaluación a 80°C sin embargo, para efectos este proyecto, se han tomado los valores de referencia los generados a 25°
AGRADECIMIENTOS
A COLCIENCIAS (Programa Joven Investigador, ID 4008) y a los Grupos de Investigación CYTBIA y ASUBAGROIN.
REFERENCIAS
[1] JAKOVCEVIC, A., STEG, L., MAZZEO, N., CABALLERO, R., FRANCO, P., PUTRINO, N. and FAVARA, J. Charges for plastic bags: Motivational and behavioral effects. Journal of Environmental Psychology, 40, 2014, p. 372–380. [ Links ]
[2] LÓPEZ, O., ZARITZKY, N., GROSSMANN, M. and GARCÍA, M. Acetylated and native corn starch blend films produced by blown extrusion. Journal of Food Engineering, 116(2), 2013, p. 286-297. [ Links ]
[3] MENDOZA, R. y VELILLA, W. Metodología para la caracterización termo-mecánica de películas plásticas biodegradables. Prospect, 9(1), 2011, p. 6–51. [ Links ]
[4] YANG, X., WISTRAND, A. and HAKKARAINEN, M. Improved dispersion of grafted starch granules leads to lower water resistance for starch-g-PLA/PLA composites. Composites Science and Technology, 86, 2013 p. 149-156. [ Links ]
[5] REOLON, V., MARQUES, L., BORGES, J. and MENEGALLI, F.C. Water vapor barrier and mechanical properties of starch films containing stearic acid. Industrial Crops and Products, 41, 2013, p. 227-234. [ Links ]
[6] SHI, R., ZHANG, Z., LIU, Q., HAN, Y., ZHANG, L., CHEN, D. and TIAN, W. Characterization of citric acid/glycerol co-plasticized thermoplastic starch prepared by melt blending. Carbohydrate Polymers, 69(4), 2007, p. 748-755. [ Links ]
[7] OLIVATO, J.B., GROSSMANN, M., BILCK, A., YAMASHITA, F. and OLIVEIRA, L.M. Starch/polyester films: simultaneous optimisation of the properties for the production of biodegradable plastic bags. Polímeros, 23(1), 2013, p. 32-36. [ Links ]
[8] GARCÍA, P., AYUMI, M., YANASHITA, F., EIRAS, M.V., LAZARETTI, M. and MULLER, C.M. Improving action of citric acid as compatibiliser in starch/polyester blown films. Industrial Crops and Products, 52, 2014, p. 305-312. [ Links ]
[9] AVÉRROUS, L. y HALLEY, P. Biocomposites based on plasticized starch. Biofuels, bioproducts and biorefining, 3, 2009, p. 329-343. [ Links ]
[10] AYANA, B., SUIN, S. and KHATUA, B. Highly exfoliated eco-friendly thermoplastic starch (TPS)/poly (lactic acid) (PLA)/clay nanocomposites using unmodifed nanoclay. Carbohydrate Polymers, 110, 2014, p. 430-439. [ Links ]
[11] WOKADALA, O., EMMAMBUX, N. and SINHA, S. Inducing PLA/starch compatibility through butyl-etherification of waxy and high amylose starch. Carbohydrate Polymers, 112, 2014, p. 216-224. [ Links ]
[12] DETYOTHIN, S. Production and characterization of thermoplastic cassava starch, functionalized poly (lactic acid), and their reactive compatibilized blends [Tesis Doctor en Filosofía]. Michigan (USA): Michigan State University, 2012. [ Links ]
[13] HUNEAULT, M. and LI, H. Morphology and properties of compatibilized polylactide/thermoplastic starch blends. Polymer, 48, 2007, p. 270-280. [ Links ]
[14] ZUO, Y.F, GU, J., QIAO, Z., TAN, H., CAO, J. and ZHANG, Y. Effects of dry method esterification of starch on the degradation characteristics of starch/polylactic acid composites. International Journal of Biological Macromolecules, 72, 2015, p. 391-402. [ Links ]
[15] JOAQUI, D. Estudio de las propiedades ópticas y permeabilidad de vapor de agua en biofilms producidos a partir de almidón termoplástico de yuca (TPS), ácido poliláctico (PLA) y e-policaprolactona (PCL) obtenidos por extrusión de tornillo simple [Tesis Ingeniero Agroindustrial]. Popayán (Colombia): Universidad del Cauca, Facultad de Ciencias Agrarias, 2012. [ Links ]
[16] ALBÁN, P. Efecto del ácido cítrico en las propiedades de tensión y propiedades de barrera en películas elaboradas a base de almidón termoplástico de yuca [Tesis Ingeniero Agroindustrial]. Popayán (Colombia): Universidad del Cauca, Facultad de Ciencias Agrarias, 2014. [ Links ]
[17] ARBOLEDA, M.G. Obtención de una película flexible a partir de almidón termoplástico de yuca (Manihot esculenta Crantz) y ácido poliláctico [Tesis Ingeniero Agroindustrial]. Popayán (Colombia): Universidad del Cauca, Facultad de Ciencias Agrarias, 2014. [ Links ]
[18] AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM). Standard Test Method for Tensile Properties of Thin Plastic Sheeting: ASTMD882–10. Philadelphia (USA): 2002, 9 p. [ Links ]
[19] AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM). Standard Test Methods for Water Vapor Transmission of Materials: ASTM E96/E96M – 05. Philadelphia (USA): 2005, 11 p. [ Links ]
[20] AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM). Standard Test Method for Determining Gas Permeability Characteristics of Plastic Film and Sheeting: ASTM D1434-82. Philadelphia (USA): 2009. [ Links ]
[21] AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM). Standard Test Method for Water Absorption of Plastics: ASTM D570 – 98- 2010. Philadelphia (USA): 2010, 4 p. [ Links ]
[22] AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM). Standard Test Method for Transition Temperatures and Enthalpies of Fusion and Crystallization of Polymers by Differential Scanning Calorimetry: ASTM D 3418-08. Philadelphia (USA): 2008. [ Links ]
[23] JOO, M., AURAS, R. and ALMENAR, E. Preparation and characterization of blends made of poly(l-lactic acid) and α -cyclodextrin: Improvement of the blend properties by using a Masterbatch. Carbohydrate Polymers, 86, 2011, p. 1022–1030.
[24] MALÍ, S., GROSSMANN, M.V., GARCÍA, M., MARTINO, M. and ZARITZKY, N. Effects of controlled storage on thermal, mechanical and barrier properties of plasticized films from different starch sources. Journal of Food Engineering, 75, 2006, p. 453–460. [ Links ]
[25] HERRERA, B., EIRAS, M.V. and YAMASHITA, F. Effect of the method of production of the blends on mechanical and structural properties of biodegradable starch films produced by blown extrusion. Carbohydrate Polymers, 86, 2011, p. 1344–1350. [ Links ]
[26] JIMÉNEZ, A., FABRA, M.J., TALENS, P. and CHIRALT, A. Effect of re-crystallization on tensile, optical and water vapour barrier properties of corn starch films containing fatty acids. Food Hydrocolloids, 26, 2012, p. 302-310. [ Links ]
[27] GARCÍA-TEJEDA, Y., LOPEZ, C., PEREZ, J.P., RENDÓN, R., JIMÉNEZ, A., FLORES, E., SOLORZA, J. and BASTIDA, C.A. Physicochemical and mechanical properties of extruded laminates from native and oxidized banana starch during storage. LWT-Food Science and Technology, 54, 2013, p. 447-455. [ Links ]
[28] TEIXEIRA, E., CURVELO, A., CORREA, A.C., MARCONCINI, J.M., GLENN, G. and MATTOSO, L. Properties of thermoplastic starch from cassava bagasse and cassava starch and their blends with poly (lactic acid). Industrial Crops and Products, 37, 2012, p. 61– 68. [ Links ]
[29] BYRNE, F., WARD, P.G., KENNEDY, J., IMAZ, N., HUGHES, D. and DOWLING, D. Study of the effect of masterbatch addition on the mechanical, thermal, optical and surface properties of poly (lactic acid). Journal of Polymers and the Environment, 17(1), 2009, p 28–33. [ Links ]
[30] CASTAÑEDA, J.P. Estudio de la retrogradación en películas flexibles obtenidas a partir de mezclas de almidón nativo de Yuca, ácido poli-láctico (PLA) y policaprolactona (PCL) [Tesis Magíster en ingeniería, énfasis en ingeniería de materiales]. Cali (Colombia): Universidad del Valle, Facultad de Ingeniería, Escuela de Ingeniería de Materiales, 2012. [ Links ]
[31] CRUSE, P. Introduction to Color Spaces. CIE Lab & Lch [online]. 2015. Citado en Julio 7 de 2015. Disponible desde internet: http://www.colourphil.co.uk/lab_lch_colour_space.shtml [ Links ]
