











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares en
SciELO
Similares en
SciELO  Similares en Google
Similares en Google 
 Permalink
PermalinkINTRODUCCIÓN
El mango (Mangifera Indica) es uno de los frutos más consumidos dentro de una alimentación sana, es uno de los frutos de mayor importancia para el hombre, sus cultivos empezaron a ser practicados desde hace 4.000 años. La producción de este fruto exótico durante los últimos 10 años fue de 40.258.695 ton resaltando a India como el país de mayor producción durante esta temporada, con una producción actual de 18.779.000 ton/año; mientras que a nivel Suramericano, Colombia ocupa el tercer lugar en producción por debajo de Brasil y Perú, con una producción anual de 314.034 ton [1]. Dentro de los usos que se le asignan al mango destacan la elaboración de néctares, mermeladas, compotas, refrescos, extracción de almidones (semilla), consumo de la pulpa en fresco, uso de extracto de sabores y olores en la elaboración de perfumes, esencias y cremas (Industria de cosméticos), entre otros [2]. Dentro de las variedades más destacadas de mango se encuentran: Keitt, Tommy Atkins, Kensington, Osteen, entre otros. En Colombia, las variedades más cosechadas son: Tommy Atkins, Brechoso, Común, Hilacha y Criollo lorito [3]. El mango en Colombia tiene un bajo grado de transformación agroindustrial, solamente el 5,97% de la producción anual se destina a la producción de pulpa, y el restante 94,03% es consumido a nivel nacional como producto fresco y en preparaciones hogareñas [4].
La fritura por inmersión, como tratamiento consecuente a la deshidratación osmótica, es un proceso que consiste en sumergir un alimento en un fluido de características comestibles y a temperatura mayor a la del punto de ebullición del agua [5]. Durante el proceso se generan procesos de transferencia de calor y masa en modo simultáneo, en donde el aceite transfiere calor por convección a la superficie de las rodajas sometidas al tratamiento, esta energía es transferida al centro térmico de la rodaja por mecanismos de conducción; consecuente a ello el agua contenida en el producto se evapora debido al intercambio de energía con el medio, mientras este fenómeno ocurre el producto gana aceite generando un intercambio de masa por mecanismos de difusión [6]. La deshidratación osmótica como pretratamiento al proceso de fritura por inmersión favorece la liberación de humedad en la matriz alimentaria, este proceso se apoya en los mecanismos de transferencia de masa, más precisamente en el de difusión [7], lo que forma una capa externa sobre la matriz, que resulta de gran importancia durante el proceso de fritura por inmersión, pues genera características importantes sobre la textura del snack; además de potencializar características organolépticas como sabores en el producto final [8].
Dentro de algunas investigaciones realizadas sobre la fritura al vacío en matrices alimentarias deshidratadas osmóticamente, destaca estudios que van desde tratamientos de fritura por inmersión en matrices alimentarias del tipo fructífero y tubérculos como el caso del tratamiento de pre-fritura de papas saborizadas por inmersión en solución de albahacas como lo presenta Mancero Peña et al. [9], hasta trabajos más sofisticados obteniendo productos tipo snack como el llevado a cabo por, Pillajo et al. [10] donde se evaluaron procesos previos a la fritura por inmersión de mashua, como lo son la cocción en una solución salina de los chips del producto de interés posterior a ello se realiza un proceso de fritura al vacío cuantificándose los parámetros de calidad percibibles por los consumidores en un snack procesado. El autor señala la importancia de la deshidratación osmótica como pretratamiento a la fritura por inmersión al vacío en el producto terminado, debido a que este pretratamiento genera sobre el producto una superficie adicional permitiéndole aplicar la técnica de procesamiento final sobre matrices sensibles a los cambios elevados de temperatura, como es el caso de las frutas y tubérculos. En el caso específico de fritura por inmersión en frutas se encuentra el estudio llevado a cabo por Pandey and Chauhan [11] en donde se evaluó el comportamiento de la fritura al vacío en la producción de snack de papaya, resaltando de sus resultados que los snacks obtenidos variaban en su coloración y textura de acuerdo a variables como tiempo de inmersión, temperatura y presión del sistema, geometría del fruto, estado de madurez y acidez, por otro lado, estudios desarrollados por Zhang et al. [12] evalúan la formación de sabores desarrollados dentro de los procesos de fritura por inmersión de anillos de cebolla verde y Devi et al. [13] que evalúan el efecto de la fritura al vacío en el desarrollo de snack de setas; ambos trabajos plantean la fritura al vacío como una técnica comprometedora en la búsqueda de texturas, sabores y colores adecuados y catalogados de gran calidad dentro de los procesos de formulación de este tipo de productos, además de resaltar las características nutricionales y fisicoquímicas de este tipo de productos. El objetivo de este trabajo fue evaluar el efecto de la deshidratación osmótica y la presión del sistema en rodajas de mango “Tommy Atkins” sometidas a fritura por inmersión por medio de una metodología de superficie de respuesta en donde los factores fueron: Fuerza impulsora (ΔT), Presión del sistema (P) y Tiempo de inmersión (t), y las variables de respuesta: contenido de humedad, contenido de grasa, cambio de color y textura.
MÉTODO
Materia prima
Para llevar a cabo la investigación se tomó como materia prima Mangos de variedad “Tommy Atkins”, en estado de maduración “verde”, proveniente del mercado local ubicado en Manizales - Colombia. Los frutos fueron examinados verificando que estuvieran libres de daños físicos y de cualquier tipo de contaminación. Además, se determinaron los siguientes parámetros fisicoquímicos:
Solidos solubles. Para la determinación de sólidos solubles se siguió el método oficial 932.12 de la AOAC. Se utilizó un refractómetro digital marca Atago PAL-1 (0-53%).
Acidez titulable. La acidez se determinó como el porcentaje de ácido málico, según el método oficial 942.15 de la AOAC; fue calculado con la ecuación 1.

Dónde: A es el volumen gastado de hidróxido de sodio (NaOH) en mL, B es la normalidad de la base utilizada en la titulación (NaOH), C son los mili-equivalentes de ácido málico y D es la masa de la muestra en gramos.
Análisis de color. Para el análisis de color se utilizó un colorímetro marca Konica Minolta modelo CM-5 midiendo espacio de color CIE-L*a*b*; con ello se determinó el cambio de color (ΔE) con la ecuación 2 [14].

Donde los Δ de cada una de las coordenadas consisten en la comparación entre las muestras sometidas a determinado tratamiento con el blanco o muestra de rodaja de mango de mayor aceptación sobre el panel sensorial.
Contenido de humedad. El contenido de humedad se determinó por medio del método oficial 930.15 de la AOAC; en un horno convencional natural marca Binder, modelo ED053-UL.
Deshidratación osmótica
Los mangos fueron procesados en una tajadora industrial marca Omega, tomando un espesor de las tajadas de 2 ± 0,2 mm; de cada tajada se extraen fragmentos de pulpa con un sacabocados de 29,4 mm de diámetro. Las muestras cilíndricas obtenidas fueron sumergidas en una solución con sacarosa (C12H22O11) (28,9%), cloruro de sodio (NaCl) (3,2%) y ácido cítrico (C6H8O7) (0,3%). El proceso de deshidratación fue llevado a cabo a temperatura ambiente (aproximadamente 20°C) y evaluado durante los tiempos (min): 0, 5, 10, 15, 30, 45, 60, 90, 120, 180, 240. Para cada tiempo se realizó el análisis de humedad y sólidos solubles, según metodología descrita en la caracterización de la materia prima.
Fritura por inmersión
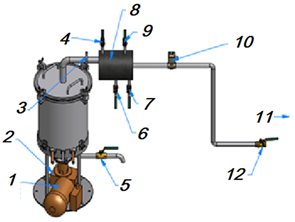
El proceso de fritura por inmersión de las muestras deshidratadas de mango se realizó en un equipo de 7 L de capacidad de aceite que consta de: (1) Motor TRANCOL, (2) Reductor SITI, (3). Acople rápido, (4) Salida de agua, (5) Drenaje tanque, (6) Entrada de agua, (7) Salida de agua, (8) Colector, (9) Rompe vacío, (10) Válvula solenoide, (11) A bomba de vacío y (12) Válvula de bola, tal como se describe en la figura 1, además está provisto de tres termocuplas tipo k, un tablero de control automatizado, una bomba de vacío y un software de registro y control de variables. La relación producto/aceite fue de 6,67 g/L.El aceite utilizado fue una mezcla de aceites vegetales refinados de soya y oleína de palma con antioxidante Terbutil Hidroquinona (TBHQ).
Variables de respuesta
Las variables de respuesta que se tuvieron en cuenta para el análisis de la fritura por inmersión de las rodajas de mango fueron:
Contenido de humedad y color. Tanto el contenido de humedad como el color se llevaron a cabo según la metodología planteada para el acondicionamiento de la materia prima.
Contenido de grasa. El contenido de grasa se determinó según el método oficial 920.39 de la AOAC, en un montaje Soxhlet, marca Centricol con capacidad para 6 balones y un horno convencional natural marca Binder, modelo ED053-UL.
Textura. La dureza del snack fue determinado por medio de un analizador de textura marca SHIDMASU EZ-S, utilizando el software TRAPEZIUM2 y una celda de carga de 500 N; la prueba realizada fue un test de punto triple con una sonda en forma de diente de 30 mm de ancho, un ángulo de 60° y una base con 2 puntos de apoyo con una separación de 20 mm entre ellos, la velocidad de la sonda fue de 20 mm/min [15].
Análisis sensorial
El análisis consistió en evaluar las rodajas de mango frito con mejores resultados sensoriales dentro del diseño experimental (tratamientos corridos). Las muestras con mayor grado de aceptación se seleccionaron por medio de una prueba hedónica, con una escala de 5 puntos (donde 1=Me disgusta mucho y 5=Me gusta mucho). Para esta prueba se contó con la valoración de 100 jueces consumidores.
Deshidratación osmótica
Para la determinación del tiempo de deshidratación osmótica sobre las rodajas de mango, se utilizó un análisis de varianza (ANOVA) con un nivel de confianza del 95%, al momento de encontrar diferencias significativas (p<0,05) se compararon mediante una prueba de múltiples rangos.
Fritura por inmersión
Para la determinación del óptimo estadístico en el proceso de fritura por inmersión de las rodajas de mango, se planteó una metodología de superficie de respuesta con un diseño central compuesto rotable, donde se planteó un diseño de 20 tratamientos y los límites de cada factor fueron: (-1, 1): fuerza impulsora (ΔT) (33 - 93°C), y presión (P) (24 - 65 kPa) y tiempo de inmersión (t) (180 - 540 s) [15]. Cada variable de respuesta (y) es estimada de forma general con la ecuación 3.

Donde βi, desde i: 0-9, corresponde a los coeficientes estimados por cada variable de respuesta analizada, de acuerdo al comportamiento sobre la temperatura, presión y tiempo de inmersión en el proceso de fritura. Dentro de la optimización estadística se toma en cuenta el comportamiento y el cambio que presenta en cada uno de los tratamientos las variables de respuesta planteadas.
RESULTADOS
Previamente a la realización de las experiencias de deshidratación osmótica y fritura por inmersión se procedió a la determinación fisicoquímica de la materia prima a utilizar. Para ello se determinó el porcentaje de acidez (0,79±0,02), concentración de sólidos solubles (7,2±0,6), contenido de humedad (90,9±0,3), coordenadas de color L* (69±1), a* (2,8±0,6) y b* (43±2).
Deshidratación osmótica
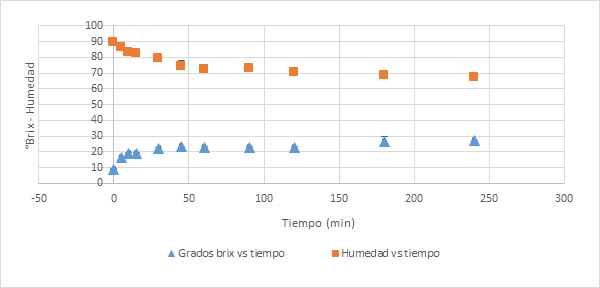
En la Figura 2, se puede observar que para lograr un equilibrio entre la matriz y la solución hipertónica se requiere un tiempo mínimo de 180 minutos. Este tiempo de deshidratación se debe a la baja porosidad que presenta el mango Tommy Atkins en estado de maduración “verde” [16]. Durante el proceso de deshidratación osmótica, se encontraron diferencias significativas tanto para la variación de la concentración de sólidos solubles como para la pérdida en masa y/o pérdida de humedad, presentando (p-valor<0,05). Estas variaciones generan cambios fisicoquímicos en la estructura de la matriz analizada, en la Figura 2, se puede observar el comportamiento de estas dos variables en el tiempo, concluyendo una deshidratación osmótica adecuada sobre las rodajas de mango a un tiempo de 240 min, alcanzando el equilibrio sobre la concentración de sólidos en la solución, logrados a través de mecanismos de transferencia de masa desde la superficie hacia el centro geométrico de cada rodaja de mango. Los resultados obtenidos logran ser comparados por los planteados por García Parternina et al. [17] en donde concluyen que el proceso de deshidratación osmótica en mango (Tommy Atkins) en estado de maduración verde debe de ser llevado a cabo, como mínimo, por un tiempo de 240 minutos. A demás de lo representado en la figura 2, se puede denotar que a medida que disminuyó el contenido de humedad en el tiempo, la concentración de sólidos solubles aumentó en el producto, resultados similares se reportan por Ciurzynska, et al. [18] en donde se planteó la deshidratación osmótica de papaya, y que la concentración de sólidos solubles en el producto final aumentaron considerablemente, a comparación, de la materia prima de la cual se partió, se reportó que se retiró el 28% de la humedad de la matriz, siendo una cantidad considerablemente alta.
Fritura por inmersión
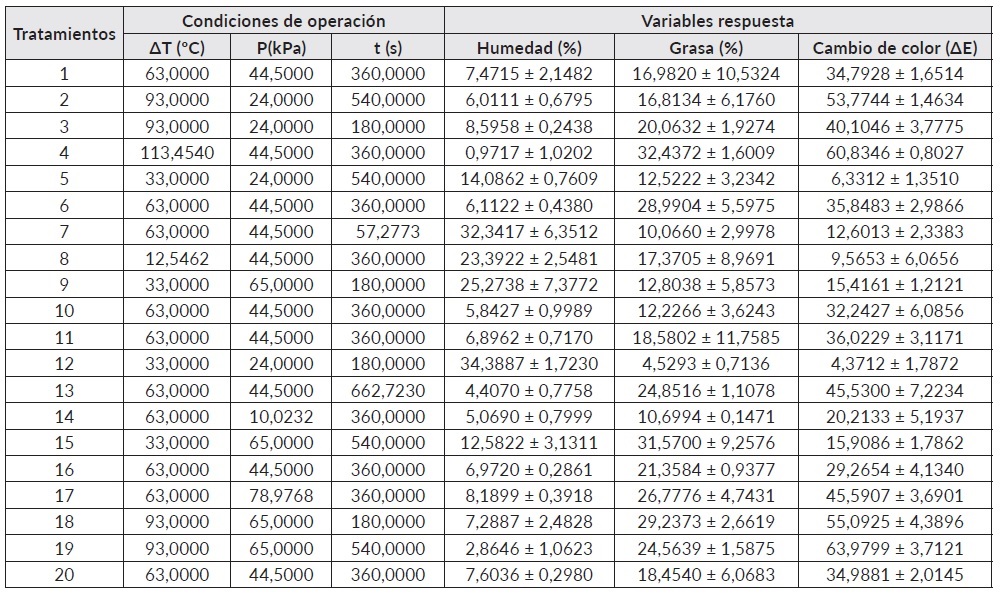
El cuadro 1, es una representación de cada uno de los tratamientos planteados por el DCCR y el resultado cuantificable de las variables de respuesta utilizadas en el análisis de los diferentes snacks obtenidos.
En el cuadro 2 , se muestran los coeficientes de regresión estimados según el comportamiento de cada variable de respuesta al ser sometida al proceso de fritura, en función de los factores de proceso.
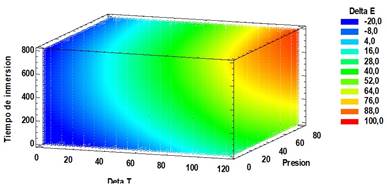
El comportamiento del cambio de color (ΔE), mostrado en la Figura 3 y en el cuadro 1, evidencia que los tres factores (ΔT, P y t) en su forma lineal influyen sobre esta variable.
Cuadro 2 Coeficientes en la estimación estadística de regresión polinómica de segundo orden.
*Valores no significativos (p-valor > 0,05)
El propósito de este estudio fue minimizar el ΔE, ya que los consumidores prefieren un producto de coloración similar al natural donde se resalten características de naturalidad en el producto, en este sentido se realizó una comparación entre el color de las muestras de mango en fresco y las muestras fritas. En esta investigación se puede afirmar que dicho objetivo es alcanzado cuando el proceso de fritura por inmersión se realiza en los siguientes rangos de operación: ΔT (40-50°C), P (0-20) kPa y t (200-400) s. Algunos autores han reportado estudios sobre este fenómeno, por ejemplo, Ortega Quintana et al. [19] reportaron que los cambios en la coloración de rodajas de yuca posterior a diversos tratamientos de fritura variando el tiempo, la presión y la temperatura del sistema, haciendo especial énfasis en que la temperatura es el factor preponderante en el cambio de este parámetro (haciendo énfasis en el uso de esta misma metodología experimental) resaltando que a menor temperatura de aceite los cambios en la coloración con respecto al color natural de la yuca no resultan tan altos. Adicionalmente, se logra evidenciar el fundamento de la hipótesis según lo reportado por Belkova, et al. [20], en cuyo trabajo se evaluó el propósito de la fritura a presión de vacío en la evolución de las características sensoriales, fisicoquímicas y en la formación de acrilamida en el producto final como en el medio de fritura, demostrando que con el óptimo obtenido en el procesos de fritura al vacío de papa, el panel de expertos evidencia un cambio disminuido sobre el producto obtenido después del procesamiento, principalmente sobre el color del snack.
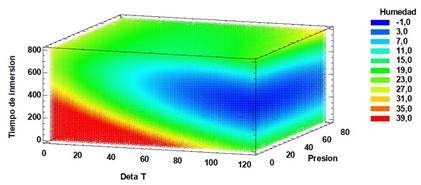
En cuanto al contenido de humedad, se puede observar en la figura 4 y en el cuadro 2 , como los factores más influyentes sobre esta variable fueron: ΔT y t, tanto en su forma lineal y cuadrática, como en la interacción de entre ellos. Teniendo en cuenta que la característica de un producto tipo snack son contenidos de humedad bajos para garantizar la conservación y crocancia sobre el producto final, el objetivo en este estudio fue minimizar dicha variable, concluyendo así rangos de operación en el proceso de: ΔT (70-120°C), P (10-80 kPa) y t (200-600 s), para conseguir concentraciones de humedad entre el 1,5% y 3%, que son los valores reportados en la bibliografía como porcentajes de humedad apropiados para productos tipo snack.
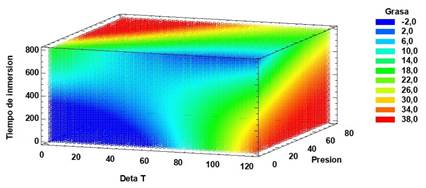
Por otra parte, para el contenido de grasa se puede observar en la figura 5 y cuadro 2, que los tres factores en su forma lineal y la interacción entre el ΔT y el t, afectaron esta variable de respuesta, concluyendo así que a bajas P y ΔT, la absorción de grasa sobre el producto será menor, esto en búsqueda de lograr porcentajes por debajo del presente en los productos tipo snack ofertados en el mercado actualmente, que se encuentra alrededor del 33%. Cabe resaltar que el contenido de grasa deseado en un producto tipo snack sobre los intereses actuales de los consumidores se basan en la necesidad de ser bajos debido a intereses nutricionales y de salud [21]. De esta manera, sobre el análisis de esta variable de respuesta se obtuvieron los siguientes rangos de operación, con el objetivo de minimizar la misma: ΔT (0-80°C), P (10-20 kPa) y t (200-400 s), resultados similares se encontraron planteados en el trabajo de [Torres et al. [5] donde el producto fue arepa con huevo, y se plantea una disminución en el contenido de grasa del producto final.
Con respecto a los resultados obtenidos sobre el análisis de textura, es importante resaltar que debido a la naturaleza de la matriz después de ser sometida a cada uno de los tratamientos de fritura, no presentaron la consistencia necesaria para lograr ser analizados por el equipo; gracias a que presentaban consistencia blanda y endeble. Presentadas estas características en el producto, no se lograba determinar la carga requerida para realizar la fractura del chip.
En general, los tres factores en la operación de fritura influyeron en todos y cada uno de los parámetros evaluados como variables respuestas. También es importante resaltar que, durante el proceso de fritura, la presión actúa como una variable de control importante en cuanto a la generación de productos con bajo porcentaje de grasa. Esta apreciación se debe a que el mango es una matriz compuesta por tejido vegetal, su estructura es sumamente susceptible a daños por tratamientos a temperaturas altas y a tiempos prolongados de operación. El uso de principios fisicoquímicos en los que se usan diferenciales de presión bajos para disminuir de modo simultaneo la temperatura de ebullición del agua contenida dentro de los poros de las rodajas de mango, actúa como método de transformación y conservación en el producto final, razón por la cual aparece la deshidratación osmótica como técnica predecesora al tratamiento de fritura por inmersión, puesto que no solo actúa como potencializadora de características organolépticas del producto; sino que además forma una película alrededor de la rodaja para evitar problemas de desintegración molecular y perdidas en cuanto a rendimientos en la operación de fritura, dicho lo anterior, resalta los rasgos favorables que le confiere al snack de mango. Finalmente, el análisis estadístico del diseño experimental para cada variable determinó la optimización del proceso con una deseabilidad en la localización del óptimo igual a 77,81% los valores óptimos obtenidos por medio de la metodología de superficie de respuesta fueron: 42,4°C en la fuerza impulsora, una presión de 10 kPa y un tiempo de operación de 473,5 s.
Análisis Sensorial
Dentro de la prueba sensorial se evaluaron tres muestras seleccionadas del total de los 20 tratamientos realizados, teniendo en cuenta un criterio objetivo de características tradicionales en snack. Con los resultados obtenidos por panelistas se logró concluir que existe diferencia significativa entre las muestras (p-valor <0,05), la muestra con mayor grado de aceptación fue la obtenida bajo las condiciones de ΔT: 64°C, P: 24 kPa y t: 540 s. Dentro de los resultados obtenidos por el proceso de optimización y lo obtenido del panel de análisis sensorial, es correcto afirmar que el modelo estadístico analiza de forma acertada las variables de control y lo obtenido a las variables de respuesta; señalando las condiciones adecuadas para obtener un producto frito de buena aceptación sensorial.
CONCLUSIONES
Teniendo en cuenta los valores óptimos obtenidos del proceso de fritura: ΔT (42,4°C), P (10 kPa) y t (473,5 s), se puede considerar la técnica de fritura al vacío como un tratamiento adecuado en los procesos de modificación estructural sobre snacks de fruta, puesto que al modificar la presión del sistema de operación se reduce el uso de altas temperaturas en el aceite, por lo tanto, promueve un menor daño al momento de deshidratar el alimento. La deshidratación osmótica y la evaluación de la presión del sistema sobre el proceso de fritura al vacío de rodajas de mango frito, resulta ser benéfico para pensar en un proceso estandarizado de producción en cuanto a la elaboración de un producto autóctono colombiano como es: mango biche con esencia acida y salada; puesto que el producto elaborado cumple con una buena aceptación sensorial, y podría convertirse en una alternativa de consumo paralela a la elaboración artesanal de esta fruta en nuestro país, donde se adiciona sal y limón para el consumo final.

