










Services on Demand
Journal
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkProspectiva
Print version ISSN 1692-8261
Prospect. vol.14 no.1 Barranquilla Jan./June 2016
https://doi.org/10.15665/rp.v14i1.648
Quality improvement of a casting process using design of experiments
Mejoramiento de la calidad de un proceso de fundición utilizando diseño de experimentos
Ramón Ángel Pons Murguía1, Eulalia María Villa González del Pino2, Yanko Bermúdez Villa3, Janeisy Hernández del Sol4
1,2 Ph.D. Lecturer. Researcher. University of Guayaquil. Research Institute, Faculty of Industrial Engineering. Ecuador.
3,4 M.Sc. Lecturer. Researcher. University of Guayaquil. Research Institute, Faculty of Industrial Engineering. Ecuador. Email: rpons2015@gmail.com
Cite this article as: R. Pons, E. Villa, Y. Bermúdez, J. Hernández, "Quality improvement of a casting process using design of experiments", Prospect, Vol 14, N° 1, 47-53, 2016.
Doi: http://dx.doi.org/10.15665/rp.v14i1.648
Recibido 11/05/2015 Aceptado 10/12/2015
ABSTRACT
In order to minimize the castings which do not meet the customer acceptance specifications, it is not only necessary to identify the process parameters related to the specific defects, but also it is necessary to identify the levels of these parameters to produce acceptable castings. This research study, was aimed to optimize the production of grey cast pump impellent castings using Response Surface Methodology (RSM) approach in a foundry producing grey cast iron components. Process factors like clay percentage, moisture percentage and mold hardness were found to be dominant factors for production process control. Three different levels of each factor were considered for experimentation. Statgraphics Centurion Statistical Software was used to analyze and optimize process parameters for further confirmatory experiments. Significant parameters were identified by means of an Analysis of Variance (ANOVA) test. Parameter optimal settings obtained, and validated from confirmatory experiments, produced a high per cent of defect free pump impeller castings. The research concluded that careful adjustment of process dominance parameters is necessary, since they have significant effects on quality improvement of castings produced.
Key words: Design of Experiments; Quality of Castings; Response Surface Methodology; Analysis of Variance (ANOVA); Optimization; Quality Improvement in Foundry.
RESUMEN
Para minimizar la cantidad de piezas fundidas que no cumplen las especificaciones de los clientes, es necesario no sólo identificar los parámetros relacionados con los defectos específicos, sino también identificar los niveles de estos parámetros para elaborar piezas aceptables. Este estudio de investigación, fue orientado a optimizar la producción de impelentes de bombas, utilizando la Metodología de Superficies de Respuesta (RSM) en una empresa productora de componentes de fundición gris. Factores tales como los porcentajes arcilla y de humedad, así como la dureza del molde resultaron predominantes para el control del proceso de producción. Tres niveles diferentes de cada factor fueron considerados para la experimentación. El paquete de Software Estadístico Statgraphics Centurion fue utilizado para analizar y optimizar los parámetros del proceso, cuyos valores fueron ajustados mediante experimentos de confirmación . Los parámetros más importantes fueron identificados por medio del Análisis de Varianza (ANOVA). La configuración óptima de los parámetros del proceso, validada por las corridas experimentales confirmatorias, produjo un elevado porcentaje de impelentes no defectuosos. Esto permitió concluir que es necesario el ajuste cuidadoso de los parámetros de predominio del proceso, porque estos tienen efectos significativos en el mejoramiento de la calidad de las piezas producidas.
Palabras clave: Diseño de Experimentos; Calidad de las Piezas Fundidas; Metodología de Superficies de Respuesta; Análisis de la Varianza (ANOVA); Optimización; Mejora de la Calidad en la Fundición.
1.INTRODUCTION
Most of the pumping and allied components in today's world are produced by metal casting. Sand casting is the oldest method of producing castings in which a molten metal is poured into the mold cavity made of sand. The essential components of sand casting process are sand (Silica), clay (bentonite), and water. The silica sand is bonded with clay and water to mold the sand. The silica sand can be used for a number of times but each time, it is required to add clay and water in a sufficient amount to aid bonding strength. Variation in bonding strength of sand would produce defects in castings. Optimal settings can be defined as the best level of process parameters that produce the desired response (good quality castings). Optimal settings can be obtained with parameters of predominance factors such like green strength, moisture content, permeability and mold hardness using Design of Experiments (DOE) and Response Surface Methodology (RSM) [1]. Other methods like Taguchi approach can be used to determine the best parameter settings for the green sand casting process [2] [3] . Casting defects can be analyzed using DOE to improve yield [4]. Central composite design of experiments can be applied to investigate the effects of predominance factors like bentonite, water, curing time and sand mixture on sand mold properties [5]. Mixture experimental design and response surface methodology can be used to optimize the composition of the molding sand mixture for reducing the number of casting defects [6]. A strategy to find optimum values of process factors in casting process and a considerable improvement in reduction of casting defects was achieved in this research. It provided an insight on the use of Box Behnken Design of Experiments and Response Surface Methodology (RSM) in the iron casting sand mold process for eliminating defects and improve the quality of castings.
2. METHODOLOGY
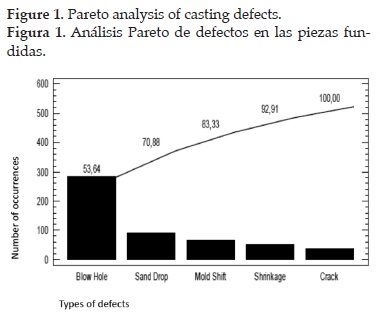
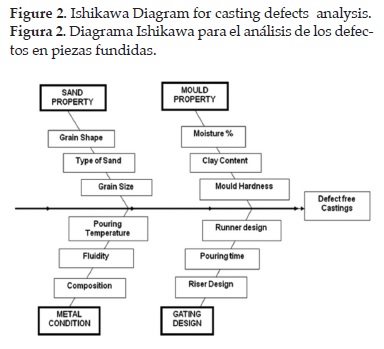
A Pareto chart is often used to know the most frequently occurring defects, the most common causes of defects or the most frequent causes of customer complaints [7]. A Pareto analysis was constructed with six months production data of the EF- 300 pump impeller castings. The Pareto chart revealed that blow-hole defect is the key defect that recur and account for the loss in quality of the castings produced as shown in figure 1. The quality of this experiment was analyzed by using an Ishikawa diagram. This diagram is a tool for identifying the root causes of quality problems [2]. Ishikawa diagram helps to identify the key parameters affecting the quality of castings during production [8]. Key parameters namely clay content, moisture content and mold hardness were identified from an analysis of the Ishikawa diagram shown in figure 2, by means of hypothesis testing.
For carrying out the experiments, following steps were adopted in each setting of mold preparation for pump impeller castings. A mass of 400 kg of fresh dry molding sand was taken for each experimental setting. Quantities of clay such like 8 kg, 12 kg and 16 kg were added along 12 liters, 16 liters and 20 liters of water to molding sand per each requirement. The mold hardness was kept in the range between 70 and 90 psi (5 to 6 kg/cm2) so that permeability was maintained within acceptable limits. Mold hardness was tested by means of a portable mold hardness tester which has a steel ball indentation that ranges from 0 to 100 psi.
The molten metal was poured into molds and then allowed to cool and solidify to form castings. With each parameter setting, twenty cast impellers were produced. Visual inspection was carried out for defect identification of cast components. Defective components were separated from the good ones.
The experimental runs were conducted according to the design matrix of a Box-Behnken DOE. This is a rotatable second-order design based on a three-level incomplete fractional factorial design. The arrangement of design levels allows the increasing of design points at the same rate of the polynomial coefficients. For example, in the case of three factors, the design can be constructed as three blocks of four experiments consisting of a full two-factor factorial design with the level of the third factor set at zero [1].
A response surface method, based on the Box-Behnken design, was used in this research to carry out the optimal design of the EWMA control chart parameters, A and L, while there was no shift in the process. The main objective was to optimize the composition of the new molding sand, clay and water to achieve process quality improvement. The levels of the new molding sand, clay and water were 90-99%, 4-6% and 6-10%, respectively. These levels were selected from literature and foundry experience. The surface of the iron castings was analyzed qualitatively by the quality people of the company and the hardness test was conducted using a Rockwell hardness testing machine in the laboratory.
In this study, the goal was to optimize the response variable y (defect free components). It was assumed that the independent variables like clay percentage, moisture percentage and mold hardness are continuous and controllable by the experimenters with negligible errors, to find a suitable approximation for the true functional relationship between independent variables and the response surface. Usually a second-order model is used in response surface methodology.
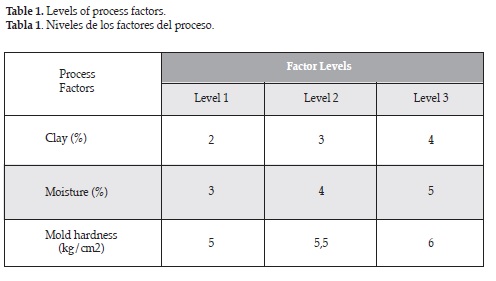
The objective of this study is to minimize the defects of cast components that will reduce rejects. Present study made emphasis on the development of an empirical relationship for correlating process factors like clay percentage, moisture percentage and mold hardness which are predominant in predicting the quality of castings [9]. Parameters have been optimized applying the response surface methodology to data obtained from experiments. The adequacy of the model was also tested by means of an Analysis of Variance (ANOVA). Numerical optimization of process parameters was achieved for quality control of castings. The effects of process factors like clay percentage, moisture percentage and mold hardness on quality of castings, were studied by means of 15 runs of a Box-Behnken experimental design. Levels of each factor are shown in table 1. Design analysis and parameter optimization were conducted using the Statgraphics Centurion V. 16 Statistical Software Package [10].
In order to study the effects of process parameters on quality of castings, a second order polynomial response surface mathematical model was developed. The model was of the form:
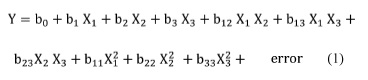
3. RESULTS AND DISCUSSION
The results obtained by conducting the Box-Behnken DOE are shown in table 2.
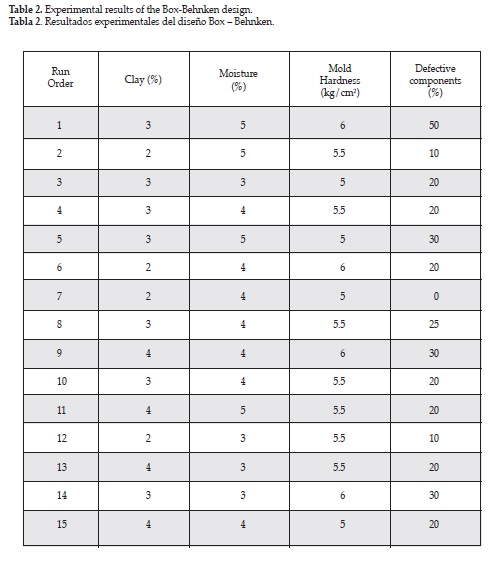
Table 3 summarizes the best analysis of variance (ANOVA) for the response surface quadratic model. It is noted that the clay percentage and mold hardness which have less than 0,05 P-values are statistically significant at 95% confidence level, when the P-values of regression model are considered.
Hence it can be understood that clay percentage and mold hardness are major contributing in controlling defects of castings than moisture percentage.
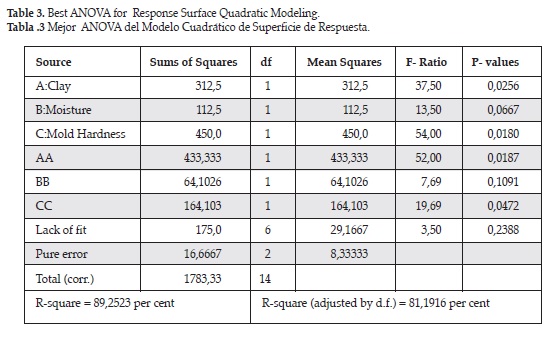
P-values less than 0,05 indicate model terms that are significant. In the experiment, A, C, A2, C2 are significant model terms and p-values greater than 0.1000 indicate the model terms that were not significant. P-value greater than 0,05 for lack of fit indicates that the model is suitable for predicting future response values. The value of the adjusted R-square statistic indicates that 81,1916 per cent of the total variability is explained by the model.
Hence, a second order polynomial model equation can be used to find a suitable approximation for the functional relationship between the process parameters and the response surface. The regression equation reveals the relationship between each of the parameters i.e., clay percentage, moisture percentage and mold hardness using the experimental data. This equation in turn can be used to estimate the expected values of the response.
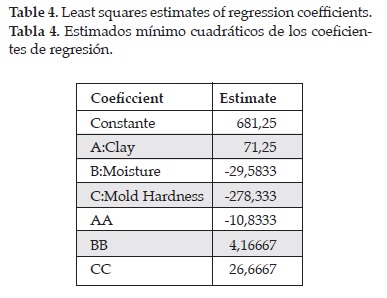
% Defective components = 681,25 + 71,25*Clay - 29,5833*Moisture - 278,333*Mold Hardness - 10,8333*Clay^2 + 4,16667*Moisture^2 + 26,6667*Mold Hardness^2 (2)
3.1 Model validation
The main purpose of this step is to predict and verify the response using the optimum values of the process parameters involved in the experiments.
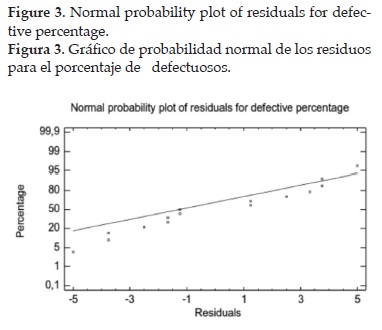
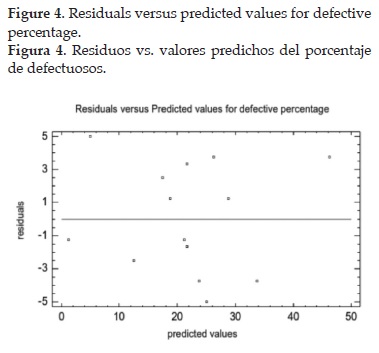
Normal probability plot of residuals and plots of the residuals versus predicted responses for defective per cent are shown in figure 3 and figure 4, respectively. figure 3 revealed that the residuals almost fall in a straight line meaning that the errors are normally distributed. figure 4 revealed that there is no unusual pattern or structure affecting variance stability.
3.2 Numerical optimization
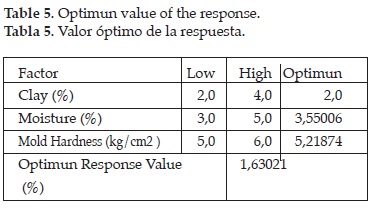
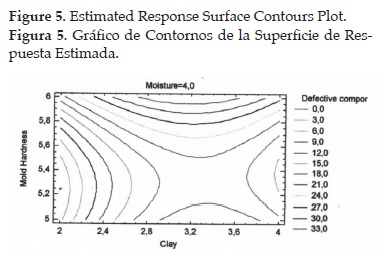
The aim was to minimize defective components in pump impeller castings. From table 5, it was noted that the optimal solution (best setting of parameters) minimized the defect percentage to the estimated value of 1,63 %. This also was observed from the estimated response surface plot shown in figure 5.
The research concluded that careful adjustment of process dominance parameters is necessary, since they have significant effects on quality improvement of castings produced.
3.3 Analysis of result
The main purpose of these experiments was to validate if the best setting obtained from the experimental runs is likely to achieve defect free castings. A set of 12 confirmation experiments conducted four times with the optimal setting, produced 48 samples of pump impeller castings. By means of inspection it was observed that 96 per cent castings were found to be defect free.
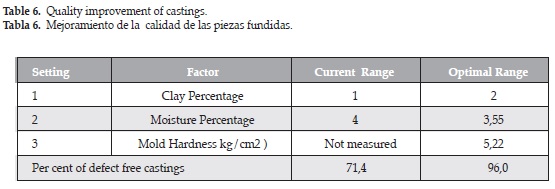
Therefore, the estimated setting may be taken as optimal for producing large quantities of pump impeller castings with minimal defects. The use of higher clay content and mold hardness with a moderate moisture percentage led to the quality improvement of castings shown in table 6. The research concluded that careful adjustment of process dominance parameters was necessary, since they have significant effects on quality improvement of castings produced. The range of process parameters before experimentation resulted in 71,4% castings that were found to be defect free, i.e., process fraction defective was 28,6 %. Optimal setting of process dominance parameters, by means of DOE and confirmation runs, resulted in a reduced fraction defective of 4%, as shown in table 6. The optimized values, validated by means of confirmation runs, were recommended to improve process quality and obtain sound castings.
4. CONCLUSIONS
- In this research, parametric optimization for quality improvement of EF- 300 pump impellers was performed by means of the Response Surface Methodology using a Box-Behnken design of experiments. Experiments were conducted in a foundry producing pump components. The main process factors that were responsible for producing casting defects of pump components were identified as proportions of clay, moisture and mold hardness. Each factor was analyzed with three different levels according to the design matrix. The contribution of factors using an ANOVA test to estimate their main and Interaction effects was also studied. ANOVA tests revealed that proportion of clay and moisture, as well as mold hardness were highly significant parameters in casting process quality improvement. These parameters were noted to be more critical in producing quality cast components. The optimized parametric setting determined by Statgraphics Centurion Software was: Clay (2%), Moisture (3,55 %), Mold Hardness (5,22 kg/cm2).
- Confirmation runs validated that the optimized parametric setting is likely to achieve an improved process performance of 96 per cent defect free castings with respect to a previous one of 71,4 per cent, before the improvement actions were implemented. This research confirms how useful is design of experiments in process improvement.
REFERENCES
[1] H. Gutiérrez, Análisis y Diseño de Experimentos. 3.edición. México: Mc Graw-Hill, 2013, pp. 343-383. [ Links ]
[2] A. Tegegne, A.P. Singh, "Experimental Analysis and Ishikawa Diagram for Burn-on Effect on Manganese Silicon Alloy Medium Carbon Steel Shaft", International Journal for Quality Research, 7 (4), 545-558, 2013. [ Links ]
[3] R. A. Upadhye, "Optimization of Sand Casting Process Parameter Using Taguchi Method", International Journal of Engineering Research & Technology, 1 (7), 1-9,2013. [ Links ]
[4] B.J. Singh, D. Khanduja, "Introduce Quality Processes through DOE: a Case Study in Die Casting Foundry", International Journal for Productivity and Quality Management, 8 (4), 373-397, 2012. [ Links ]
[5] A. Achamyeleh, "Minimization of Casting Defects", IOSR Journal of Engineering, 3 (5), 17-21,2013. [ Links ]
[6] C. Saikaew, S. Wiengwiset, "Optimization of Molding Sand Composition for Quality Improvement of Iron Castings", Applied Clay Science, 2 (6), 67-68, 2012. [ Links ]
[7] Y. M.Awaj, "Quality Improvement Using Statistical Process Control Tools in Glass Bottles Manufacturing Company", International Journal for Quality Research., 7 (4), 107- 126, 2013. [ Links ]
[8] S. Chadhauri, "Review on Analysis of Foundry Defects for Quality Improvement of Sand Casting", International Journal of Engineering Research and Applications, 4 (3), 615- 618, 2014. [ Links ]
[9] Y. Damor, H. Thakkar, "A Literature Review on Quality and Productivity Improvement in Foundry Industry", Journal of Emerging Technologies and Innovative Research, 1 (7), 827-829, 2014. [ Links ]
[10] N. Polhemus, Statgraphics Centurion 16 User's Guide, USA: Statpoint Technologies Inc., 2013, pp. 257- 279. [ Links ]

