










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkRevista EIA
Print version ISSN 1794-1237On-line version ISSN 2463-0950
Rev.EIA.Esc.Ing.Antioq no.10 Envigado July/Dec. 2008
CURVAS PARALELAS EXPLÍCITAS DE LAS CURVAS CÓNICAS NO DEGENERADAS PARA EL TORNEADO CNC DE LENTES Y ESPEJOS ASFÉRICO-CÓNICOS
EXPLICIT PARALLEL CURVES OF NON-DEGENERATE CONIC CURVES FOR THE TURNED CNC OF ASPHERIC-CONIC LENSES AND MIRORRS
Juan Camilo Valencia*, Álvaro Hernán Bedoya**
* Ingeniero de Producción y candidato a Magíster en Matemáticas Aplicadas, Universidad EAFIT. Profesor Asistente, Escuela de Ingeniería de Antioquia. jucava@eia.edu.co
** Licenciado en Matemáticas y Física, Universidad de Antioquia. Candidato a Maestría en Matemáticas Aplicadas, Universidad EAFIT. rigelbach@hotmail.com
Artículo recibido 28-IV-2008. Aprobado 9-XII-2008
Discusión abierta hasta junio de 2009
RESUMEN
Este artículo presenta el método para obtener, en coordenadas cartesianas, las líneas curvas paralelas de las curvas cónicas no degeneradas, por métodos analíticos y numéricos. Se define el offset como una función paralela a la función original a una distancia r. El offset de una cónica es importante para los procesos de fabricación de mecanismos, lentes, espejos y moldes; especialmente en el torneado con control numérico computarizado (CNC) de superficies de revolución con secciones cónicas, usando buriles de diamante con punta de radio r. También se presenta una técnica refinada usando interpolación circular segmentaria para construir numéricamente el offset de una parábola, que también puede usarse como modelo para determinar el offset de la elipse y de la hipérbola.
PALABRAS CLAVE: CNC; elipse; hipérbola; lente; offset; parábola.
ABSTRACT
This paper presents the method to obtain, in Cartesian coordinates, the parallel curve lines of non-degenerate conical curves, by analytical and numerical methods. Offset is defined as parallel function to the original function to a distance r. Offset of a conic is important for the manufacturing processes of mechanisms, lenses, mirrors, and molds; especially in the turning with computerized numerical control (CNC) of surfaces of revolution with conical sections, using diamond tools of radio r. Also a refined tip technique using segmental circular interpolation to numerically construct the parabola offset is presented, that also can be used as model to determine offsets of ellipse and hyperbola.
KEY WORDS: CNC; ellipse; hyperbola; lens; offset; parabola.
1. INTRODUCCION
El concepto del offset de las curvas planas ha sido estudiado desde Leibniz en 1692, en Generalia de natura linearum, anguloque contactus et osculi provocationibus allisque cognatis et eorum usibus nonnullis. Numerosos métodos matemáticos y computacionales se han desarrollado con técnicas de análisis numérico (Ablamowicz y Liu, 2006). Gracias al notable avance en el desarrollo de software, hoy es posible obtener soluciones analíticas explícitas para encontrar las raíces de los polinomios característicos de grado superior. Las soluciones explícitas reducen considerablemente el tiempo de cómputo y dan una descripción matemática mucho más simple que la mayoría de las técnicas con análisis numérico (Aigner, 1997).
El offset de líneas rectas o curvas se requiere en las modernas máquinas con control numérico computarizado (CNC) y se especifica comúnmente como la “corrección de herramienta”. La trayectoria de la herramienta de corte se efectúa siguiendo la geometría del offset para obtener la geometría esperada, con una distancia de paralelismo correspondiente al radio r de la punta de la herramienta
Este artículo presenta las soluciones analíticas para el offset de las curvas cónicas no degeneradas, restringidas a una distancia de paralelismo r menor que el mínimo radio de curvatura, ya que su uso se cumple generalmente con esta condición. Adicionalmente se presenta un método numérico para obtener el offset de una parábola.
2. OFFSET ANALÍTICO DE UNA PARÁBOLA
Se consideran dos parábolas suplementarias con vértices en el origen que se expresan como

donde f es la distancia focal, y el signo está definido según el sentido del maquinado, ya sea cóncavo o convexo.
En los puntos P(x0, ± z0), las ecuaciones de las rectas normales a las parábolas respectivas son de la forma:

con  . Construyendo unas circunferencias con radio r y con centro en los puntos P:
. Construyendo unas circunferencias con radio r y con centro en los puntos P:

donde las normales intersecan las respectivas circunferencias en dos puntos, cada una, si r > 0 y r menor que el mínimo radio de curvatura, que pertenecen al offset cóncavo y convexo.igualando (2) con (3) y elevando al cuadrado a ambos lados, y resolviendo a x0 se obtienen las funciones del offset explícitas y reales, de maneras recurrente:

con 
Reemplazando (4) en (3) se obtiene el offset de la parábola, si y solo si r = 2f, que corresponde al mínimo radio de curvatura en los vértices,

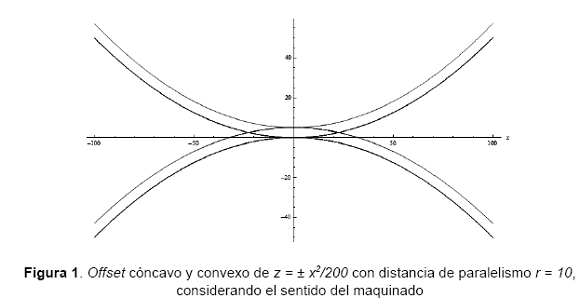
donde el signo positivo corresponde al offset cóncavo y el signo negativo corresponde al offset convexo, según el sentido del maquinado, que por lo general se conocen en la industria como “corrección a derecha” o “corrección a izquierda” según el sentido del avance, es decir, a la derecha de la trayectoria o la izquierda de la trayectoria.
En la figura 1 se presentan dos parábolas normalizadas, es decir, con vértice en el origen y sus respectivos offsets requeridos para el torneado CNC, usando buriles con radio de la punta r. Según las normas para la denominación de los ejes deburiles con radio de la punta r. Según las normas para la denominación de los ejes de las máquinas computarizadas se corresponden con la notación que usa en este documento, así, la ordenada z corresponde eje lineal en la dirección del husillo de la maquina.
También explícitamente, se obtiene mediante el mismo algoritmo, la solución para  del offset convexo:
del offset convexo:
sea el offset convexo se expresa como:
el offset convexo se expresa como:


y el offset cóncavo:


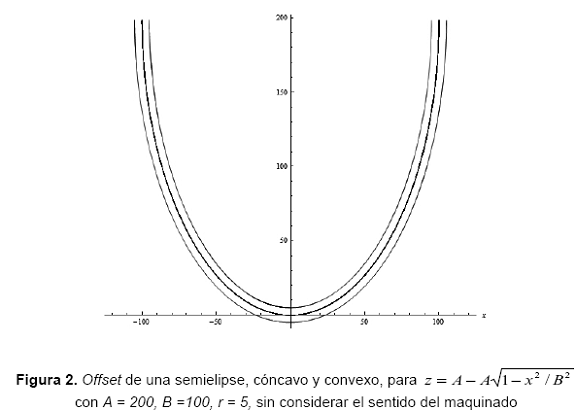
3. OFFSET ANALÍTICO DE UNA ELIPSE
Se consideran dos semielipses con vértices en el origen, que se expresan como

donde A y B semiejes y A > B, donde el signo esta definido según el sentido del maquinado, ya sea cóncavo o convexo.
Usando el mismo método analítico utiliza do para determinar el offset de la parábola se obtiene el offset de una elipse.
En los puntos P(x0, z0) la ecuación de las rectas normales a las elipses respectivas son de la forma:

Construyendo circunferencias respectivas con radio r, con centros en los puntos P(x0, z0):

Donde las normales intersectan las circunferencias respectivas en dos puntos, si r > 0, que pertenecen al offset cóncavo y convexo, según el sentido del maquinado. Igualando (11) con (12) y elevando al cuadrado a ambos lados, y resolviendo para x0 para obtener la función del offset explícita y real.

con 
y =
Reemplazando (13) en (12) se obtiene el offset de las elipses suplementarias, si y solo si, el radio de corrección es menor que el radio de curvatura del círculo osculador en el origen, es decir,


La figura 2 muestra el offset para una semielipse normalizada sin considerar el sentido del maquinado en el eje z.
Las interfases elípticas e hiperbólicas de revolución son importantes en la industria óptica para la fabricación de lentes especiales de alta precisión, por lo tanto, el uso de offset es necesario para garantizar la calidad geométrica.
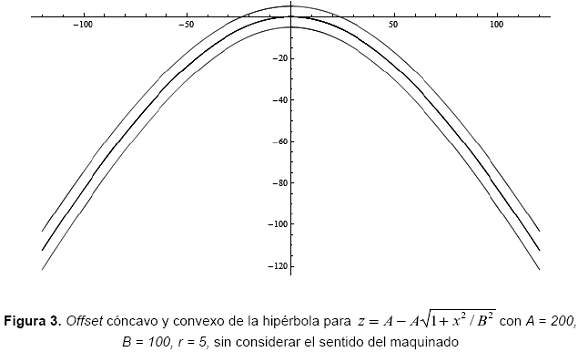
4. OFFSET ANALÍTICO DE UNA HIPÉRBOLA
Se consideran las semihipérbolas con vértices en el origen, que se expresan como

con A y B semiejes, y A > B, donde el signo está definido según el sentido de maquinado, ya sea cóncavo o convexo.
Usando el mismo algoritmo de las secciones 2 y 3, se obtiene el offset analítico de la hipérbola:


Se obtiene el offset de las hipérbolas suplementarias, si y solo si el radio de corrección r es menor que el radio de curvatura del mínimo círculo osculador, es decir,



En la figura 3 se muestra un ejemplo del offset de una hipérbola realizado con ayuda de software para verificar la validez de la expresión (19) de la misma manera que se efectuó para la parábola y la elipse.
5. SOLUCIONES NUMÉRICAS
La solución recurrente expuesta para el offset explícito de las curvas cónicas es mucho más simple que cualquier método con análisis numérico, ya que se reduce considerablemente el tiempo de cómputo y maximiza el acabado superficial usando interpolación fina de una etapa, en lugar de técnicas usuales como interpolación lineal segmentaria, interpolación circular segmentaria e interpolación circular usando elementos finitos (Aigner, 1997).
Las soluciones presentadas permiten desarrollar software de alta calidad geométrica y numérica para efectuar la corrección de herramienta en el torneado CNC de superficies de revolución, con sección longitudinal correspondiente a una cónica no degenerada, para su uso en la fabricación de lentes y espejos asféricos. Los métodos de interpolación permiten producir la geometría especificando un error máximo ei predeterminado, que generalmente es inferior a 0,1 μm, magnitud inferior a la longitud de onda de la luz violeta.
Existen circuitos integrados especializados para realizar interpolaciones de orden superior, como los fabricados por Toko en Japón, en especial para la parábola, usando técnicas de interpolación lineal segmentaria sin corrección de herramienta. Como los procesos de análisis numérico son por lo general extensos, se presenta a continuación un refinamiento de la interpolación circular segmentaria para el offset de una parábola. Procesos similares puede desarrollar el lector para cualquier geometría de orden superior.
5.1 Aplicación: Fundamentos matemáticos para la fabricación de moldes cóncavos con sección longitudinal parabólica
Para la fabricación de un molde o un espejo correspondiente a un paraboloide de revolución con resolución y rugosidad total inferior a un cuarto de longitud de onda de la luz ultravioleta (λ/4 ≈ 50 nm) se requiere el siguiente modelo que segmenta una parábola en tramos circulares para compensar la geometría de corte, según el radio de la herramienta rh, utilizando usualmente un buril de diamante con radio (0,5 ±0,001) mm, con líneas de Fourier claramente continuas1, para tornear la superficie con control numérico computarizado CNC, con interpolación compilada de una sola etapa, ya que los procesos de interpolación multietapa interpretados generan pausas entre instrucciones de segmentación, si el control de la máquina no tiene feed-forward enclavado entre ejes, usando un husillo aerodinámico de mando directo, sin rodamientos y carros cartesianos con lubricación aerodinámica con superficies de apoyo de bronce sinterizado, para minimizar la vibración de la máquina y aumentar la eficiencia del proceso. Dicho modelo se basa en un refinamiento de la interpolación segmentaria(spline) lineal que se describe en la sección 5.1.1.
5.1.1 Interpolación segmentaria lineal de una parábola
Para interpolar la sección longitudinal parabólica dada por la ecuación (1), tomando el signo positivo, se procede a determinar el error de la interpolación segmentaria lineal en el intervalo [a, b], el cual es máximo cuando la derivada es igual a la pendiente del segmento, así, el punto donde el error es máximo es el punto medio:

El versor2 del segmento es:

El vector del punto medio, es decir, el vector sagital es:

El error se define como la norma del producto vectorial de los vectores:

La sagita s de un círculo, o sea, la distancia máxima de una cuerda al arco, define el radio sagital ρs como:

donde es la magnitud de la cuerda es l = 
Construyendo una función para la cuerda

Así se puede obtener el radio de interpolación sagital entre dos puntos a y b

con lo anterior se define el radio total

Como prueba del acierto de la expresión (27), en el límite, cuando b = a + Δx y hallando el límite cuando Δx tiende a 0:

Se obtiene al simplificar el radio de curvatura:

5.1.2 Interpolación segmentaria circular de una parábola
A continuación se describe el procemiento para calcular las coordenadas del centro de la circunferencia que pasa por los puntos 


y

evaluando el sistema de las ecuaciones (30), (31) y (32), se tiene que:


y

Resolviendo el sistema de las tres últimas ecuaciones para h y k se obtiene:
La coordenada relativa del centro del segmento de la interpolación circular en x con respecto al punto (a, z (a,f)) es
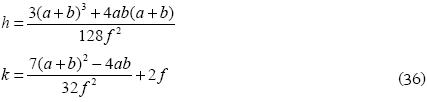
donde el radio del segmento circular será igual a:

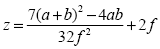
y sustituyendo las ecuaciones (36) en (37)se obtiene

Para llegar al punto final (b, z(b, f)) y repetir el proceso. Así, el segmento circular explícito del offset está determinado por

que de manera recurrente

variando a y b hasta completar la trayectoria desde x = a0 hasta x = 0.

6. RECOMENDACIONES TÉCNICAS
Se debe considerar también que en el proceso de torneado de superficies cónicas de revolución, con buril de diamante, el maquinado debe efectuarse en el cuadrante apropiado, para que los tornillos de bolas recirculantes del torno CNC estén sometidos a esfuerzos de tracción, y así obtener mayor rigidez, cuando se efectúa el avance del buril, desde la periferia hasta el centro. Además, la altura del filo de corte de la herramienta, sin ángulo de ataque, debe tener un acierto con relación al eje de revolución de husillo, inferior a 0,001mm, posicionando la herramienta, si es posible, mediante el uso de una cámara de video con aumento de 100x. Siempre debe usarse, si se requiere acabado espejo, un husillo aerodinámico. Está demostrado experimentalmente que cualquier velocidad del husillo superior a 6000 r. p. m. no tiene incidencia sobre el buen o mal acabado superficial. El avance es el parámetro con más influencia en el buen acabado. Es preferible usar velocidad de avance radial constante, para maximizar la estabilidad dimensional del sistema de control.
Para maximizar el acabado se recomienda una pasada de corte con profundidad de preacabado 0,1mm y una pasada con profundidad de corte de acabado 0,05 mm, y así minimizar las vibraciones inducidas por el corte regenerativo. En moldes se recomienda usar aleaciones de níquel-titanio por su alta maquinabilidad o acero inoxidable premaquinado y templado AISI420-54Rc puro o modificado, si se usan herramientas de cermet. También existen en el mercado local otros aceros de fácil adquisición especiales para la fabricación de moldes para lentes. En lentes plásticas con mecanizado directo, se puede usar PMMA (polimetilmetacrilato) y sus copolímeros, como N-hidroxietilmetacrilato y flurocarbonacrilato; también se puede usar policarbonato. En el mecanizado directo de espejos se puede usar aluminio PRODAX de alta resistencia y pureza, al final, se endurece la superficie para maximizar la vida útil, dar resistencia al rayado y a la corrosión atmosférica o para fabricar espejos fríos (cold mirrors).
7. CONCLUSIÓN
Es válido concluir que es mucho más fácil usar el offset explícito de una curva cónica no degenerada que un método de interpolación con análisis numérico, para los procesos de manufactura de lentes y espejos, ya que los cálculos son más simples y más rápidos; y si para la parábola es más complejo el offset numérico será aun más complejo para la elipse y la hipérbola, ya que se involucran muchos radicales enclavados.
Notación
A Semieje mayor de una elipse o una hipérbola
a Abscisa de partida
B Semieje menor de una elipse o una hipérbola
b Abscisa de llegada
f Distancia focal de una parábola
h Abscisa del centro de curvatura
k Ordenada del centro de curvatura
l Longitud de una cuerda
p Radio de curvatura
r Radio de corrección o distancia de paralelismo
ps Radio sagital
s Sagita
x Abscisa cartesiana
z Ordenada cartesiana
1 Las líneas de Fourier son causadas por la difracción de la luz en el filo, que indican su estado. Si las líneas de Fourier observadas bajo el microscopio con un aumento típico de 400x tienen cambios abruptos, es porque el filo de la herramienta está deteriorado en sus vecindades.
2 Denominación usada a principios del siglo XX para definir un vector unitario, cuyo empleo debería rescatarse.
BIBLIOGRAFÍA
Ablamowicz, R. and Liu, J. (2006). On the parallel lines for nondegenerate conics. http://arxiv.org/ PS_cache/math/pdf/0602/0602248v1.pdf. [ Links ]
Kincaid, D. y Cheney, W. (1994). Análisis numérico. Addison-Wesley Iberoamericana [ Links ]
Aigner, K. (1997). Symbolic computation of and with offset curves. http://citeseer.ist.psu.edu/cache/papers/cs/2577/ftp:zSzzSzftp.risc.unilinz.ac.atzSzpubzSztechreportszSz1997zSz97-21.pdf/aigner- 97symbolic.pdf. [ Links ]

