











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink1. Introducción
Las organizaciones logran crecer de manera sostenible, a partir de la apropiada gestión de sus relaciones con diversos grupos de interés (Niemi y Pekkola, 2017). Asimismo, se expresa que los procesos de investigación de los sistemas de producción "Job Shop", se han orientado tradicionalmente, hacia el análisis de un conjunto de aspectos asociados con la eficiencia de las operaciones (Shen et al., 2014). En consecuencia, se afirma que la programación del tipo de sistema de manufactura examinado, presenta especial énfasis en la evaluación de indicadores que permiten satisfacer las expectativas de los accionistas y clientes, desconociendo la importancia de cumplir las expectativas de otros grupos de interés: sociedad, colaboradores de la organización, proveedores, entre otros. De este modo, se propone en el presente artículo minimizar, el comportamiento de las siguientes variables, durante la programación de producción de un sistema tipo "Job Shop" de una compañía perteneciente al sector metalmecánico: emisiones equivalentes de dióxido de carbono (C02) en el sistema productivo y en sus sistemas soporte, nivel de fatiga, factor global de desperdicio, costos de producción y tiempo de proceso.
Con relación a las variables mencionadas en el párrafo previo, se señala que su determinación procede de la interpretación de los resultados obtenidos después de aplicar ciertos métodos generales de diagnóstico, cuya utilización es habitual en los procesos de mejora de la empresa observada. Respecto a los métodos en cuestión, se expone que son estructurados y aprobados por competentes organismos internacionales y a la vez, son implementados por organizaciones localizadas en diferentes sitios del mundo. Es así como, se registran a continuación, las denominaciones de dichos métodos de diagnóstico: evaluación de aspectos ambientales (He et al., 2018), (ISO 14001:2015, 2015), evaluación de matriz de riesgos industriales (Abbas et al., 2018), (ISO 45001:2018) y evaluación de prioridades competitivas de fabricación (Boyer y Lewis, Castrillón Gómez, Santiago Ruiz Herrera 2002). Con base en lo descrito, se establece que cada compañía y específicamente, cada empresa del sector metalmecánico, podría revisar los resultados provenientes de la aplicación de los métodos de diagnóstico en referencia, determinando de manera consecuente, cuales son las variables prioritarias que deberán modelarse en el campo general del análisis multiobjetivo, con el propósito de representar de forma satisfactoria, los requerimientos o necesidades de sus grupos de interés.
De acuerdo con lo expuesto, se plantea que en el contexto de la compañía objeto de análisis, la evaluación simultánea de las variables identificadas es relevante, debido a los hechos ilustrados enseguida: la dirección de la organización, se ha comprometido a reducir las emisiones equivalentes de dióxido de carbono (evaluación de aspectos ambientales); la causa básica de la accidentalidad laboral, es asignable a la fatiga significativa en los distintos puestos de trabajo (evaluación de matriz de riesgos industriales); la obtención de no conformes de calidad y la ocurrencia de fallos en los equipos, ocasionan el no cumplimiento en las fechas de entrega (evaluación de la prioridad competitiva, tiempo de entrega); controlar los costos de producción, constituye una medida fundamental para alcanzar las metas de rentabilidad de la compañía (evaluación de la prioridad competitiva, costos) y por último, se argumenta que la reducción en los tiempos de proceso podría incrementar la frecuencia de compra de materia prima (beneficio para los proveedores) (evaluación de la prioridad competitiva, flexibilidad) y mejoraría potencialmente, los estándares de servicio desde el área productiva (evaluación de la prioridad competitiva, tiempo de entrega).
A su vez, se denota que la determinación del tiempo de procesamiento sub-óptimo de los sistemas "Job Shop Flexible", corresponde a la categoría de problemas del tipo "NP duro", puesto que dada la existencia de "F" órdenes de fabricación y de "T" centros de trabajo, surge la necesidad de evaluar un total de F!T soluciones posibles (Karimi et al., 2017). Es así como, después de identificar el comportamiento de la variable tiempo de proceso, se podrá evaluar el problema multiobjetivo de interés. En este sentido, la revisión de la literatura de corriente principal, permite discriminar las siguientes categorías, en el campo de la programación multiobjetivo de los sistemas "Job Shop":
Evaluación de eficiencia en cuánto a asignación de carga de trabajo. Para el caso, se relacionan entre otros, 6 desarrollos, los cuales buscan minimizar el comportamiento de las variables: tiempo de proceso, total de carga de trabajo y total de carga de trabajo en la operación crítica (Azadeh et al., 2016), (Huang y Süer, 2015), (Kaplanoglu, 2016), (Ojstersek et al., 2018), (Pérez y Hernández, 2018), (Zhu et al., 2016).
Evaluación de eficiencia en entrega. Desde esta perspectiva, se observan entre otros, 5 artículos, cuyo enfoque se orienta hacia la minimización del comportamiento de las variables tiempo de proceso y tardanza, con el objetivo de garantizar la entrega oportuna, en el área de producción (Hao et al., 2017), (Rudy y Zelazny, 2014), (Shivasankaran, 2015), (Singh et al., 2016), (Yan y Yue, 2015).
Evaluación complementaria de eficiencia productiva. Para el caso, se relacionan entre otros, 5 desarrollos académicos, los cuales analizan la minimización simultánea de las variables tiempo de proceso y costo de manufactura. De esta forma, se pretende asegurar el adecuado control de los costos asignables al proceso de transformación (Coca et al., 2013), (Geng et al, 2018), (Haider y Mirza, 2015), (Ma et al., 2014), (Robaninejat et al., 2016).
Evaluación de consumo de energía. Para la categoría se detectan específicamente 5 desarrollos académicos. En relación a lo enunciado, en el primer desarrollo se implementa el algoritmo NSGA-II, con el fin de minimizar el comportamiento de las variables tardanza total y consumo de energía eléctrica, en cierto contexto productivo (Liu et al., 2014). En cuanto al segundo artículo, se examina para el mismo contexto revisado en el artículo previo, aquel consumo de energía generado, durante la suspensión periódica del fluido eléctrico por parte del estado (Liu et al., 2015). En el tercer artículo, se evalúa también la situación descrita en el segundo desarrollo, pero se utiliza esta vez con fines de comparación, un algoritmo basado en NSGA-II (Liu et al., 2016). En los artículos, cuarto y quinto, se aprecia la minimización del tiempo de fabricación y del consumo de energía eléctrica, procediendo a definir en lo que respecta particularmente a la segunda variable, aquel consumo de energía relacionado con los diferentes estados de funcionamiento de las máquinas (cambio de herramental, encendido, apagado, en espera, en procesamiento de material) (Moon y Park, 2014), (Wu y Sun, 2018). Finalmente, se plantea que en los trabajos revisados, sólo se ilustra la determinación del consumo de energía eléctrica en el sistema de producción, pero no se observa el análisis integral del consumo energético (consumo de energía eléctrica y consumo de combustibles de origen fósil), y su desprendimiento equivalente de C02, considerando a nivel global, tanto el sistema de producción como sus sistemas o equipos de apoyo (mantenimiento, calderas, sistemas de refrigeración, equipos de control de calidad, entre otros).
Evaluación de la salud ocupacional. Para el caso, se detectan específicamente solo dos desarrollos académicos, bajo los cuales se propone la minimización de las variables: tiempo de proceso y accidentalidad laboral (Gong et al., 2018), (Ruiz et al., 2012). De la misma manera, en este artículo se representa la última variable, por medio de una curva de probabilidad horaria, en el respectivo modelo matemático de solución. Sin embargo, en tal desarrollo, no se explora con profundidad el análisis de las causas de la accidentalidad laboral, como tampoco se establece su posible inclusión, en el modelo metaheurístico propuesto.
Complementariamente, se indica que al realizar la consulta en las bases de datos: Web of Science y Scopus, utilizando para este efecto, las ecuaciones de búsqueda: Multibojective and "Job Shop" y Stakeholders and "Job Shop", se detectaron un total de 123 artículos diferentes. Con posterioridad, para cada artículo dentro del conjunto de los 123 artículos, se procedió a identificar cada variable analizada (tiempo de proceso, total de carga de trabajo, entre otras). Después, se obtuvo la cantidad porcentual de artículos que incluyen en su tratamiento metodológico cada clase de variable. De este modo, se aprecian enseguida, las participaciones porcentuales de los artículos, en referencia al abordaje de algunas variables identificadas: 95,12 % de los 123 artículos, evalúan la variable tiempo de proceso; 22,76 %, el costo de manufactura; 12,19 %, el tiempo de flujo; 8,94 %, el tiempo de preparación; 3,25 %, el consumo de energía eléctrica y 0,81 %, la accidentalidad laboral.
2. Metodología
La metodología se estructura como sigue: en los pasos 1 a 12, se presenta el método propuesto (método puntos referencia); en el paso 13, se observa la descripción general del método de comparación (método subgrupos); en el paso 14, se indica el esquema de comparación de los métodos en cuestión y finalmente, en el paso 15, se aprecia el esquema de cotejo del "método puntos referencia" con la forma de operación de la compañía objeto de estudio.
Paso 1. Identificar la configuración del Individuo. La configuración del individuo permite apoyar la ejecución pertinente de dos métodos evolutivos (método puntos referencia y método subgrupos). Ambos métodos detectan parentales (individuos padre) y, obtienen filiales (individuos hijo). Los anteriores individuos mejoran su comportamiento a través de la implementación de las operaciones de cruzamiento, de mutación y de análisis de dominancia realizados en cada ciclo del programa. De esta forma, se espera determinar los individuos de mejor desempeño para el conjunto de variables evaluadas, después de ordenar la población final de respuesta por frentes de Pareto.
Igualmente, se anota que cada individuo está conformado por "g" genes (ver Tabla 1). Al respecto: los genes número "1" a número "g-2", contienen el número de las órdenes a ser procesadas; mientras que el gen número "g-1", indica las horas de trabajo al día y a su vez, el gen número "g", señala el número de días a laborar por semana. De esta forma, el gen número "g-1" puede tomar 3 valores: 8, 16 o 24 horas por día; mientras que el gen número "g", puede tomar 2 valores: 6 o 7 días por semana. En la Tabla 1, se observa la configuración del individuo y en la Tabla 2, se aprecia el ejemplo de esta configuración.

En la Tabla 2, se observa que la orden de trabajo 7, ingresaría en primer término al proceso de fabricación, luego ingresaría la orden de trabajo 3 y, por último, ingresaría la orden de trabajo 4. A su vez, el sistema productivo operaría 16 horas al día y 7 días a la semana. Con relación a lo descrito, se señala que cada una de aquellas posibles secuencias de ingreso de tales órdenes de trabajo al sistema de fabricación (ver Tablas 1 y 2), constituye una permutación dentro del conjunto total de permutaciones posibles (9! para el caso de 9 órdenes de trabajo). En consecuencia, para cada permutación bajo análisis, se determinaría en primera instancia durante el proceso de optimización, el respectivo tiempo de proceso expresado en horas (fitness del individuo en horas), mientras que, con posterioridad, se establecería su tiempo equivalente expresado en semanas (fitness del individuo en semanas).

Paso 2. Generar población aleatoria. En este caso, se toma del universo de soluciones, un total de "P" individuos. Es así como, para la situación analizada, existen: 9 órdenes de trabajo, 3 posibles horarios de programación al día (8 horas, 16 horas o 24 horas) y 2 formas de organización de las actividades laborales por semana (6 días o 7 días).
Paso 3. Determinar el valor de las funciones objetivo por individuo. Para los P" individuos, se determina el valor correspondiente a cada una de las funciones objetivos, así:
Definición de tiempo de procesamiento. Con este propósito, se aplica la Ecuación 1, a aquella información registrada en las Tabla 3 (Ver experimentación).
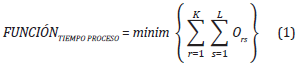

En la Ecuación 1, "K" hace referencia al número de órdenes de trabajo; "L" hace referencia al número de equipos y "Ors" hace referencia al tiempo de operación de la orden de trabajo "r" en el equipo "s".
Determinación de desprendimiento de CO2 por equipo o por sistema soporte al sistema productivo. Después de identificar el tiempo de proceso por equipo, se procede a establecer aquel tiempo utilizado en la transformación del material, como también se procede a discriminar su tiempo de espera. Luego, se suman los tiempos de transformación y los tiempos de espera. Más adelante, se calcula la cantidad de energía requerida, multiplicando la potencia del equipo en procesamiento o espera (ver Tabla 4), por los valores detectados de cada categoría de tiempo (transformación o espera). Por último, se obtiene el desprendimiento de CO2, al multiplicar la cantidad de energía definida, por el factor de conversión aplicable (ver Tabla 5). Con relación a lo anteriormente expresado, se realizan las siguientes aclaraciones:
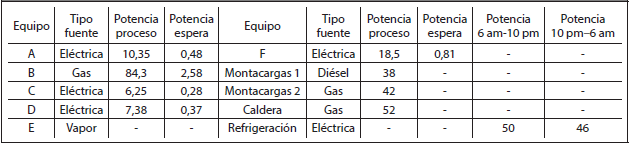

Las máquinas A, C, D y F requieren energía eléctrica para su funcionamiento. La máquina B se alimenta con gas. La máquina E requiere vapor proveniente de la caldera. La caldera: se alimenta con gas, debe encenderse dos horas antes de iniciar aquellas formas de organización del trabajo que impliquen jornadas laborales de 8 horas o de 16 horas al día, no se apaga sí las jornadas laborales son de 24 horas por día y no presenta cambio de potencia, sí la máquina E se encuentra en espera. El sistema de refrigeración: se abastece de energía eléctrica, trabaja a menor potencia en horario nocturno y no presenta cambios en la misma, durante los tiempos de espera. El sistema de manejo de materiales: está integrado por dos montacargas; el primer montacargas funciona con diésel y se utiliza para transportar, debido a su volumen y geometría, las órdenes de trabajo número: 2, 4, 5 y 8; el segundo tipo de montacargas funciona con gas y permite acarrear las demás órdenes de trabajo; ambos montacargas son utilizados para transportar, las órdenes de fabricación desde sus puntos finales de proceso, hasta el almacén de producto terminado y presentan, diversos tipos de usos en la compañía, los cuales no se documentan en el presente artículo; el tiempo promedio de transporte de las órdenes terminadas al lugar de disposición final en almacén, es de 5 minutos.
Determinación del nivel de fatiga. De acuerdo con los resultados arrojados en la evaluación del panorama de riesgos de la organización objeto de estudio, la fatiga se genera como consecuencia de los siguientes hechos: manipulación de elementos pesados, difícil postura al realizar la labor, comportamiento de la temperatura en la zona geográfica de localización de la planta y comportamiento de la humedad relativa en la región. Con base en lo expuesto, se procede a establecer el valor correspondiente al nivel de fatiga, aplicando la técnica utilizada con este propósito, en los estudios relacionados con el examen de métodos de trabajo (Niebel y Freivalds, 2012). De esta manera, bajo el protocolo definido por la técnica en consideración, se efectúa el análisis pertinente de las matrices para asignación de puntos de fatiga, durante el proceso de revisión de las actividades ejecutadas en los puestos de trabajo.
De modo general, se señala que el mecanismo de observación de las matrices en cuestión, implica llevar a cabo las siguientes tareas: discriminar en primera instancia, las condiciones de ejecución física de la labor; con posterioridad, se comparan dichas condiciones con las situaciones descritas en tales matrices; enseguida, se procede a seleccionar aquella situación que presente mayor similitud con las condiciones de trabajo examinadas y por último, se asigna como nivel de fatiga, aquel puntaje registrado en las matrices para cada situación elegida.
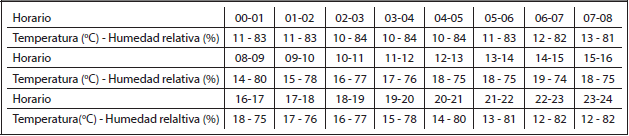
En las Tablas 6,7 y 8, se aprecian respectivamente las características de ejecución de cada operación: peso manipulado en promedio por cada orden de fabricación y tipo de esfuerzo realizado, en cada puesto de trabajo; postura en cada puesto de trabajo; temperatura promedio y humedad relativa promedio para la región durante cada hora del día. Es así como, las anteriores características, se comparan con las matrices correspondientes a la asignación de nivel de fatiga. De esta forma, en las Tablas9,10y 11, se presenta un extracto de las matrices utilizadas en el proceso de determinación del nivel de fatiga para los riesgos evaluados (peso, postura, exposición a temperatura y humedad relativa) (Niebel y Freivalds, 2012).





A partir de lo indicado, se procedió a obtener el valor de la fatiga para los parámetros peso y postura, en el estudio de caso de la compañía analizada. En este sentido, dicho valor se fijó como valor constante por hora y por operación, en la estructura del programa informático diseñado en el presente trabajo. Asimismo, se denota que el programa en mención permite establecer también, el nivel de fatiga para las variables temperatura promedio y humedad relativa promedio, al considerar sus fluctuaciones por hora y sus equivalencias en puntos de fatiga, a lo largo de las 24 horas del día.
Al tomar referencia en los aspectos descritos en los párrafos previos, para los "P" individuos que integran la población, se identifican los tiempos de transformación y los tiempos de espera. Más adelante, para los tiempos de transformación, se efectúa la sumatoria horaria de los niveles de fatiga detectados. Finalmente, se estima el nivel de fatiga promedio, dividiendo el valor total de fatiga entre el tiempo de proceso (en horas) calculado por cada individuo.
Penalización costos de producción: Para la empresa examinada, se decide incluir en el análisis de costos de producción, aquellos costos que presenten las siguientes características: mayor significancia en su estructura de costos y comportamiento fluctuante, a lo largo de la jornada laboral. De acuerdo con lo definido, se procedió a seleccionar en el contexto de la organización de interés, las categorías de costos de fabricación que se observan enseguida: costos de mano de obra y costos de energía.
Con el propósito de cuantificar los costos de producción, en el proceso de evaluación multiobjetivo, se establecieron curvas de asignación de puntaje, las cuales fluctúan de 0 a 100 puntos, según la hora del día. Desde la perspectiva de los costos de mano de obra, la mencionada asignación de puntaje, se determina con base en los recargos porcentuales pagados por la compañía, sobre el valor del salario en tiempo normal (ver Tabla 12); por ejemplo, se asignan 75 puntos por cada hora, en la jornada laboral de 6 a.m a 10 p.m, en día dominical. Asimismo, en cuanto a los costos por consumo de energía, la asignación de puntaje se realiza, considerando las adiciones porcentuales canceladas por la empresa, respecto al valor definido como tarifa mínima de un kilovatio hora (Kwh) para ciertas horas del día (ver Tabla 13).


De forma particular, la obtención de la penalidad por costos de producción, se calcula segregando en primera instancia, los tiempos de transformación de los tiempos de espera, durante el tiempo de proceso de cada individuo. Después, se asigna a los tiempos de transformación horarios, aquellos puntajes correspondientes por costos de mano de obra y por costos de energía, según lo indicado en las Tablas 12y 13. Por último, se procede a realizar la sumatoria de los puntajes de penalidad previamente hallados.
Penalización factor global de desperdicio: El factor global de desperdicio, permite integrar las métricas de los siguientes factores: factor de desperdicio y factor de no utilización. El factor de desperdicio mide la relación entre las pérdidas de material en fabricación (pérdidas de material originadas en la obtención de productos no conformes, desperdicio normal del proceso y pérdidas de material causadas por diversos errores, en las etapas de procesamiento), respecto a la cantidad total de material que ingresa a fabricación. El factor de no utilización, hace referencia a la relación entre los tiempos perdidos en planta debido a preparaciones y fallos de equipo, respecto al tiempo total programado en manufactura.
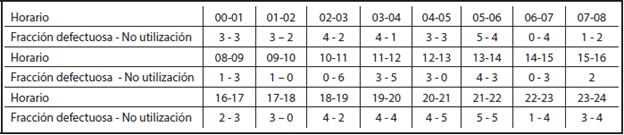
Es así como, se señala que la organización objeto de estudio, con base en el análisis de su información histórica, definió el comportamiento horario aplicable a los factores de desperdicio y de no utilización. De esta manera, la probabilidad inherente a tales factores, se transforma en puntos de penalidad por hora (ver Tabla 14).
En consecuencia con lo anterior, la penalización correspondiente al factor global de desperdicio, se obtiene así: en primer término, se discriminan los tiempos de transformación y los tiempos de espera; luego, se procede a identificar durante los tiempos de transformación, aquel comportamiento horario de la penalidad, tanto para el factor de desperdicio como para el factor de no utilización; después, por cada hora asignable a los tiempos de transformación, se multiplica el valor de penalización de desperdicio por el valor de penalización de no utilización; finalmente, se suman las penalizaciones horarias que se calcularon en el paso previo.
Paso 4. Obtener y almacenar puntos extremos de referencia. Se genera y evalúa en primera instancia, una población de tamaño "P". Enseguida, se identifican en el conjunto integrado por la población anterior y a su vez, integrado también por la población obtenida en el paso 2, aquellos puntos extremos de cada una de las cinco funciones objetivo. Más adelante, los puntos extremos detectados y sus promedios, se almacenan en una matriz de referencia (individuo de valores máximos, individuo de valores promedio e individuo de valores mínimos), la cual será utilizada en el paso 9 de la presente metodología. Por último, se aclara que el paso 4, solo se ejecuta en el primer ciclo del programa.
Paso 5. Normalizar la población identificada en el Paso 2. Con el propósito de normalizar los "P" individuos que integran la población, se aplican las siguientes expresiones:
En la Ecuación 2: fun máximo: Máximo valor de cada función en los "P" individuos; funs mínimo: Mínimo valor de cada función en los "P" individuos; funs (y1): Valor de la función fun para el individuo Yr; CN(funs): Coeficiente de normalización de la función funs (El valor del coeficiente de normalización para cada función, lo establece el equipo directivo de la compañía. Este valor puede fluctuar desde 0 hasta 100 puntos. Los valores asignados para el caso de estudio, se registran en la Tabla 15); CN(fun1): Coeficiente de normalización de las "U" funciones objetivo (la sumatoria del coeficiente de normalización para las funciones objetivo es igual a 1); U: Total funciones objetivo; N(Y1)s: Normalización individuo en cada función; Yr: Individuo en la población de tamaño "P". Después de calcular N(Yr)s, se obtiene el valor representado en la Ecuación 3. En la Ecuación 3: N(Yr) = Normalización del individuo "r" (este valor fluctúa de 0 a 100 puntos) (Deb y Jain, 2014).


Con posterioridad, los individuos que integran la población "P", se ordenan a nivel descendente de acuerdo con el valor tomado por la variable N(Yr). Luego, se eliminan el 20 % de los individuos con menor valor en tal variable N(Yr).
Paso 6. Completar población de tamaño 2P. Sobre los 0,8P individuos que integran la población, se realizan las siguientes operaciones:
Operación de cruzamiento. La operación de cruzamiento, se ejecuta con una probabilidad de 92 %. Es así como, se identifican 1,1P individuos. En consecuencia, con lo anterior, la población crece hasta un tamaño de 1,9P Individuos.
Operación de mutación. Esta operación se efectúa con una probabilidad de 4 %. Al respecto, se determinan 0,05P Individuos, lo cual permite incrementar el tamaño de la población hasta 1,95P Individuos.
Generación aleatoria de individuos. Para el caso, se pretende mantener características de diversidad en la población. Con este propósito, se procede a generar aleatoriamente, la cantidad necesaria de individuos hasta completar 2P individuos.
Paso 7. Identificar frentes de Pareto. Para la identificación de los frentes de Pareto, se aplica el concepto de "no dominancia". De este modo, se comparan aquellos valores establecidos para un individuo en sus diferentes funciones objetivo, respecto a los valores encontrados para los demás individuos, en las mismas funciones objetivo. En referencia a lo indicado, se expresa que sí el individuo en consideración, presenta menores valores en las diferentes funciones, se categoriza como "no dominado". Con base en la argumentación anterior, se señala que el primer frente de Pareto está constituido por un conjunto de individuos, cuyos valores en las diferentes funciones objetivo, cumplen la condición de ser menores al compararse con aquellos valores tomados por los demás individuos en la población, pero no cumplen tal condición al cotejarse entre ellos mismos. Igualmente, se menciona que una vez estructurado el primer frente de Pareto, debe segregarse de la población, con el objetivo de avanzar en el proceso correspondiente a la conformación de frentes. Luego, se obtiene y se separa de la población el segundo frente. Es así como, el proceso continúa hasta obtener el último frente.
Paso 8. Conformar nueva población tamaño P. La población tamaño "P", se define por medio del acopio en etapas sucesivas de los diversos frentes. De esta manera, se toman en primera instancia, aquellos individuos que integran el frente número uno. A su vez, se enuncia que el proceso continúa, anexando cada vez un nuevo frente. Con relación a lo descrito, se denota que si al momento de integrar cada nuevo frente, logra obtenerse de forma exacta la población tamaño P, finaliza este paso de la metodología. En consecuencia, el protocolo metodológico se retoma en el paso 11. Por otro lado, sí al momento de integrar determinado frente, se supera el tamaño poblacional P, es necesario seleccionar individuos del frente en cuestión, hasta completar P individuos. Al respecto, el protocolo metodológico continúa en el paso 9.
Paso 9. Actualizar puntos extremos de referencia para selección de individuos. En primer término, se identifican los puntos extremos (valores máximos y mínimos) de las funciones objetivo, correspondientes a aquellos individuos que integran la población establecida en el paso 6. Enseguida, se comparan dichos puntos, con aquellos valores extremos (valores máximos y mínimos) que se encuentran registrados en la matriz obtenida en el paso 4 (primer ciclo del programa) o en la misma matriz modificada, después de ejecutar el paso actual (ciclos del programa diferentes al primer ciclo). Más adelante, se verifica que los valores registrados en tal matriz, cumplen la condición de continuar siendo puntos del conjunto de datos comparados. Por último, se ilustra que, en caso de no cumplirse la condición previamente planteada, se procede a reemplazar los valores pertinentes de la matriz en cuestión, por aquellos valores extremos de la población caracterizada en el paso 6.
Paso 10. Seleccionar individuos del último frente hasta completar la población de tamaño P. En este caso, se determinan las distancias geométricas desde los diferentes individuos que conforman aquel frente por medio del cual, se puede completar la población tamaño P, hasta cada uno de los puntos registrados en la matriz obtenida en el paso 9. De esta forma, se ordenan a nivel ascendente dichas distancias. Después, se procede a elegir del listado anterior, la cantidad necesaria de individuos que permitan completar la población tamaño P y que presenten a la vez, la menor distancia hasta cualquiera de los puntos de referencia.
Paso 11. Completar "K" ciclos de la metodología. Al definir la población de interés, se repite la metodología desde el paso 3, durante K ciclos.
Paso 12. Ordenar por frentes de Pareto la población final de respuesta. La población final de respuesta se sistematiza en frentes de Pareto, de acuerdo con lo indicado en el paso 7.
Paso 13. Descripción de método de comparación (método subgrupos) (Coca et al., 2013). El método de comparación fue estructurado para el análisis de 3 variables: tiempo de proceso, costos de mano obra y fracción defectuosa. Este método, utiliza las siguientes etapas: generar población aleatoria de tamaño "P"; dividir la población en "N" subgrupos (uno por función objetivo); cuantificar cada subgrupo en una función específica; ordenar de forma ascendente cada subgrupo, de acuerdo con la función analizada; dividir cada subgrupo en tres intervalos uniformes; extraer aleatoriamente de cada intervalo: "0,5P / (3 segmentos x "N" funciones objetivo)" individuos; obtener a partir del cruzamiento de los 0,5P individuos detectados, 0,4P individuos; obtener por mutación de los 0,9P individuos definidos, 0,1P individuos; repetir durante "K" veces, desde el paso relacionado con la división de la población en "N" subgrupos. Por último, clasificar la población resultante en frentes de Pareto.
Paso 14. Comparar los resultados de aplicar el "método puntos referencia" y el "método subgrupos". Para el caso, se obtienen los resultados de procesar la información, utilizando con este propósito, los protocolos correspondientes a cada método de análisis. De este modo, se procede a comparar los resultados asignables a la aplicación de los métodos de interés, estableciendo cuál de ellos presenta mayor capacidad de generar respuestas diversas, en el campo relacionado con la evaluación multi-objetivo.
Paso 15. Comparar el método propuesto y el método de operación actual de la compañía analizada. En este paso, se comparan los resultados de aplicar el método propuesto, respecto a la forma de operar de la organización evaluada. En referencia a lo mencionado, se explica que tal organización, opera actualmente utilizando la regla de programación "tiempo de operación más larga" (TOL), pero no realiza análisis multi-objetivo.
3. Experimentación
La experimentación se presenta en dos sub-secciones, en la primera de ellas se describe el origen de la información, mientras que, en la segunda se aprecia su respectivo proceso de registro.
Subsección 1. Origen de la información
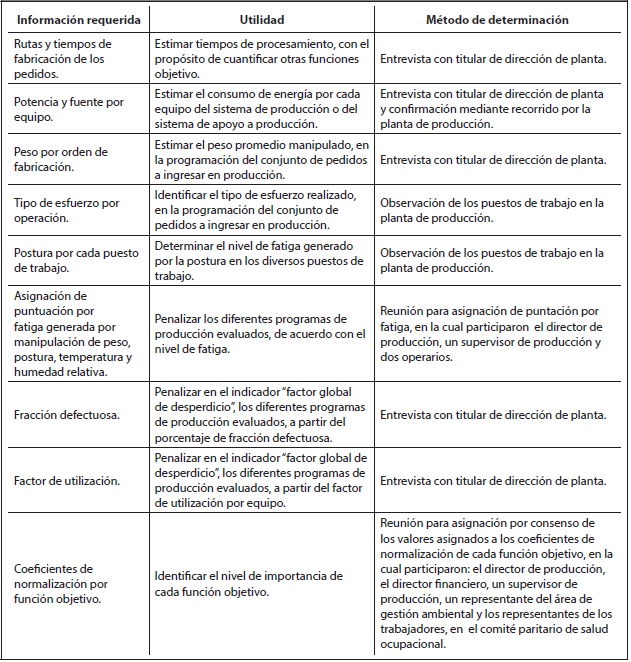
En la Tabla 2A, se observan las diferentes categorías de información requeridas, su utilidad y su método de determinación. Igualmente, se expresa que los datos necesarios se recolectaron entre los meses de abril a octubre de 2016. Además, se menciona que solamente la variable, "factor global de desperdicio", está relacionada con información de tipo histórico. Al respecto, se aclara que tal información, no se registra en este trabajo, debido a que la compañía decidió suministrar de manera específica su valor promedio.
Subsección 2. Registro de la información requerida
Enseguida se presenta la información requerida, con el propósito de aplicar tanto el método propuesto (puntos referencia), como el método de comparación (subgrupos).
Rutas y tiempos. En la Tabla 3, se aprecian las rutas de manufactura de cada orden de trabajo, como también se observan sus tiempos de fabricación en cada equipo. Al respecto, se aclara que cada máquina es manejada y controlada por una persona.
Características equipos. En la Tabla 4, se registran la potencia de cada máquina o equipo (kw) y a su vez, se observa también el tipo de fuente energética utilizada.
Coeficientes de conversión. En la Tabla 5, se observan los coeficientes de conversión, de acuerdo con la fuente energética utilizada, a unidades equivalentes de CO2 (Kg CO2 / Kwh).
Peso y tipo de esfuerzo. En la Tabla 6, se presentan tanto el peso manipulado por tipo de orden de fabricación, como también el tipo de esfuerzo realizado en cada puesto de trabajo.
Postura. En la Tabla 7, se aprecia la postura observada en los puestos de trabajo.
Temperatura y humedad relativa. En la Tabla 8, se registra el valor horario de estas variables.
Puntos por fatiga para el peso. En la Tabla 9, se observa un extracto de la matriz utilizada para la asignación de puntos por fatiga, en cuanto a manipulación de peso.
Puntos por fatiga para la postura. En la Tabla 10, se presenta un extracto de la matriz utilizada para la asignación de puntos por fatiga, en cuanto a la postura.
Puntos por fatiga para la temperatura y para la humedad relativa. En la Tabla 11, se aprecia un extracto para la asignación de puntos por fatiga, aplicable a los parámetros en mención.
Asignación de salarios. En la Tabla 12, se registra la puntuación horaria, de acuerdo con el valor de los recargos sobre el valor del salario en tiempo normal.
Asignación de costos de energía. En la Tabla 13, se observa la puntuación horaria, de acuerdo con el valor de los recargos sobre la tarifa básica de energía.
Asignación de puntuación por fracción defectuosa y por probabilidad de no utilización de equipos. En la Tabla 14, se presenta la puntuación horaria, de acuerdo con los niveles de fracción defectuosa y de probabilidad de no utilización de equipos.
Coeficientes de normalización por función. En la Tabla 15, se observan aquellos coeficientes asignados por el equipo directivo de la compañía, a las diversas funciones evaluadas.
4. Resultados y Discusión
A continuación, se presenta: en primer término, la clasificación de los resultados que se obtuvieron al aplicar ambos métodos; más adelante, se expone el cotejo de los resultados definidos, al implementar los métodos de interés; luego, se ilustra la comparación entre los resultados de ejecutar el "método puntos referencia", respecto a la forma de operar de la empresa y, por último, se desarrolla la discusión de los resultados.
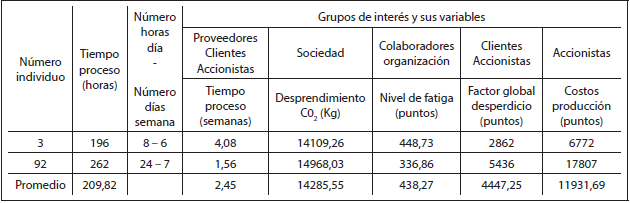
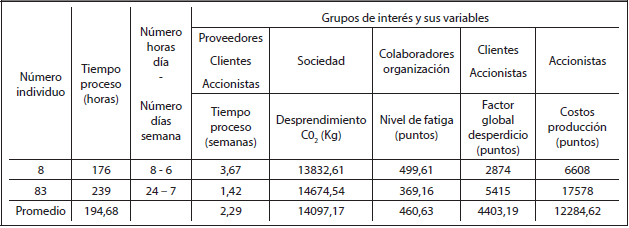
Sistematización resultados "método puntos referencia". De acuerdo con los lineamientos descritos en los pasos 1 a 12 de la metodología, se procede a registrar enseguida, los resultados correspondientes a la aplicación del primer método. Al respecto, se aprecian en la Tabla 16: los grupos de interés y las variables relacionadas con sus expectativas, la caracterización de 2 individuos provenientes de una población total de 100 individuos y asimismo, el promedio de la población para las cinco funciones objetivo.
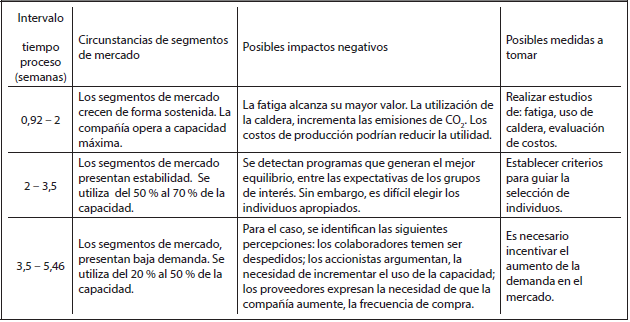
A su vez, la información correspondiente al número de individuos por frente, se observa a continuación: 32 en frente 1, 24 en frente 2, 17 en frente 3, 15 en frente 4 y 12 en frente 5. Complementariamente, se expresa que el equipo de dirección de la compañía, sistematizó por intervalos aquella información específica del primer frente. Para este efecto, se utilizó como medio de clasificación, la variable denominada tiempo de proceso. De este modo, en la Tabla 17para cada intervalo de tiempo, se indica: las circunstancias de implementación según la naturaleza del mercado, su posible impacto negativo sobre algunos grupos de interés y aquellas medidas a tomar, con el propósito de evitar los posibles impactos negativos.
Sistematización resultados "método subgrupos". Con base en los lineamientos establecidos en el paso 13 de la metodología, se procede a registrar en la Tabla 18, los resultados asignables a la ejecución del segundo método. Es así como, se decide imple-mentar para el caso, aquel esquema de presentación ya utilizado, durante el proceso correspondiente, a la síntesis del conjunto de resultados que se obtuvieron, después de aplicar el primer método.
Enseguida, se aprecia la distribución por frentes del conjunto de 100 individuos obtenidos por medio del método dos: 29 en frente 1, 26 en frente dos, 24 en frente 3 y 21 en frente 4.
Comparación de los métodos: A partir de lo expresado en el paso 14 de la metodología, se efectúa la comparación pertinente de ambos métodos. Con este objetivo, se procede a evaluar los siguientes parámetros: valores máximos y mínimos, rango y coeficiente de variación. De forma consecuente, en la Tabla 19 se listan aquellos parámetros previamente nombrados.
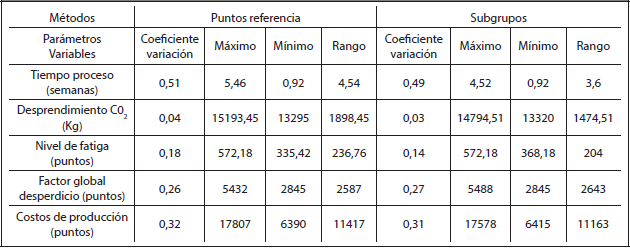
El contenido de la Tabla 19, permite establecer a partir del análisis de los parámetros, "coeficiente de variación" y rango, la fluctuación inherente a los datos. De este modo, se enuncia que el mejor método corresponde a aquel que presente el mayor valor, en los parámetros previamente nombrados, es decir, que evidencie la capacidad de detectar la máxima fluctuación de las variables en la situación examinada. En consecuencia, se expone que el "método puntos referencia", supera el desempeño del "método subgrupos", en relación al comportamiento del parámetro "coeficiente de variación", de acuerdo con lo indicado enseguida: 4,08% en lo relativo a la variable tiempo de proceso, 33,33% en lo pertinente a la variable emisiones de CO2, 28,57% en lo concerniente a la variable nivel de fatiga y 3,22% en lo aplicable a los costos de producción. Asimismo, se ilustra que la evaluación del comportamiento del parámetro rango, reafirma lo argumentado previamente, es decir, el "método puntos referencia" presenta respecto al "método subgrupos", mayor capacidad para detectar la fluctuación de las variables en el contexto valorado (ver datos rango en Tabla 19).
Además, la comparación de los valores mínimos arrojados por ambos métodos, permite identificar la existencia de las siguientes situaciones: igualdad de los valores mínimos, en el caso de dos variables (tiempo de proceso y factor integral de desperdicio) y mejor desempeño del "método puntos referencia", en el caso de tres variables. De este modo, el mejor desempeño del último método, se observa en su habilidad de detectar ciertos valores mínimos para las variables desprendimiento de CO2, nivel de fatiga y costos de producción, cuyo comportamiento es inferior al comportamiento mínimo estimado por el "método subgrupos".
Comparación del "método puntos referencia" con el método de operación de la organización. De acuerdo con lo registrado en el paso 15 de la metodología, se desarrolla enseguida la comparación, entre la implementación del primer método, respecto a aquel método aplicado por la empresa objeto de estudio, en el proceso asignable a la programación de sus operaciones. En consecuencia, se enuncia que la compañía programa su sistema productivo, utilizando aquella regla de prioridad denominada, tiempo de operación más largo (TOL). De esta manera, se aprecia en la Tabla 20, los resultados de implementar la regla en mención, como también se muestra, la estructura de solución de aquel individuo de menor tiempo de proceso que se generó, luego de haber ejecutado el primer método.

A partir de la información registrada en la Tabla 20, se establece que el primer método, al ser comparado con la regla de programación TOL, presenta mejor desempeño en el comportamiento específico de las siguientes variables: tiempo de proceso (inferior en 12,5 %), emisiones de CO2 (inferior en 3,13 %), factor global de desperdicio (inferior en 1 %) y costos de producción (inferior en 2,91 %). A su vez, la regla TOL muestra mejor desempeño en el comportamiento de la variable nivel de fatiga (inferior en 12,48 %).
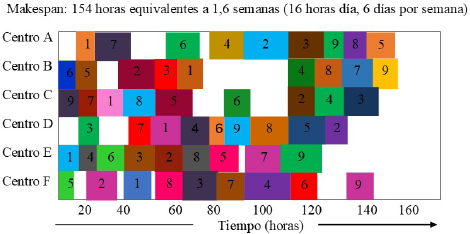
De modo complementario, se aprecia a continuación, el diagrama de Gantt asignable al individuo de menor tiempo de proceso que fue detectado, por medio de la ejecución del primer método.
En la literatura de corriente principal (Aza-den et al., 2016), (Geng et al., 2018), (Kaplanoglu, 2016), (Robaninejat et al., 2016), (Shivasankaran, 2015), (Yan y Yue, 2015) y sus antecedentes, se observa que los procesos de investigación en sistemas "Job Shop", se han orientado prioritariamente hacia la incorporación de diversidad de variables, las cuales se encuentran relacionadas con el campo de la eficiencia técnica. De esta forma, se pretende explicar y mejorar el desempeño económico de tal clase de sistema productivo.
Igualmente, se denota que los procesos de investigación en sistemas "Job Shop", presentan el siguiente grado de profundidad, en cuanto a la evaluación de las expectativas de los grupos de interés: alta en el caso de los accionistas, media en el caso de los clientes y baja, en el caso de la sociedad, los colaboradores de la organización y los proveedores. De manera particular, del conjunto de contribuciones revisadas: 95,12 % analizan la variable tiempo de proceso (asociada con la reducción de costos y con el cumplimiento en tiempo de entrega), 3,25 % examinan temas ambientales (consumo de energía eléctrica en el sistema de producción) y 0,81% evalúan temas sociales (minimización de curva de accidentalidad laboral).
La organización objeto de estudio, debe imple-mentar algún punto localizado en el primer frente de Pareto. De acuerdo con lo anterior, es conveniente que la dirección de la compañía, revise los lineamientos documentados enseguida, con el propósito de guiar el análisis: para aquellos individuos que ocasionan un alto nivel de fatiga, es necesario reducir su efecto, por medio de la contratación de un mayor número de personas; el incremento en costos de producción debe evaluarse, con base en el riesgo financiero de la empresa; debe descartarse en lo posible, la utilización de individuos que impliquen la programación permanente de calderas o de equipos que funcionen a potencias altas y constantes; debe omitirse preferiblemente, la selección de aquellos individuos, cuyos tiempos de proceso (en horas), correspondan a valores máximos, ya que contienen en su estructura, valores representativos de tiempos de espera (durante los tiempos de espera se consume energía y se desprende CO2 equivalente).
En relación al "método puntos referencia", se determinó al cotejarlo con el "método subgrupos", su mejor capacidad para detectar la fluctuación inherente a los datos. De este modo, se expone que el valor del coeficiente de variación establecido, a través de la aplicación del primer método, supera aquel valor obtenido para el mismo parámetro, después de aplicar el segundo método, así: 4,08 % respecto al tiempo de proceso, 33,33% respecto a las emisiones de CO2, 28,57 % respecto a nivel de fatiga y 3,22 %, respecto a los costos de producción.
Igualmente, se ilustra que los resultados de mejor desempeño, asignables a la aplicación del "método puntos de referencia", se determinaron por medio de la evaluación de los siguientes factores y niveles: tamaño de población de 50 a 300 individuos, número de iteraciones de 40 a 200 ciclos, probabilidad de cruzamiento de 40% a 100% y probabilidad de mutación de 1% a 20%. De esta manera, se procede a presentar enseguida la combinación de parámetros, a través de la cual se obtuvo el comportamiento superior de los indicadores, "coeficiente de variación" y rango: tamaño de población de 100 individuos, 170 iteraciones, probabilidad de cruzamiento de 92 % y probabilidad de mutación de 4 %. Por último, se menciona que, en la literatura de corriente principal, no se ha evaluado el conjunto integral de las variables analizadas en el presente artículo; de forma consecuente, no es viable diseñar un estudio comparativo completo.
5. Conclusiones
A través del análisis de los resultados y su discusión, se establece: 1) La descripción detallada de la información de entrada y de su sistema de procesamiento, permite que el método propuesto, pueda ser replicado por las personas interesadas en el campo de conocimiento. 2) El proceso de recolección de información, requirió el apoyo mediante entrevista de los titulares de ciertos cargos en la organización analizada; mientras que la definición de factores ponderados para cada una de las funciones objetivo, demandó la realización de reuniones guiadas hasta lograr el consenso necesario. 3) Las expectativas de los colabores de la organización, de la sociedad y de los proveedores, deben incluirse con mayor profundidad, en la conceptualización relacionada con la programación de los sistemas "Job Shop". 4) Las expectativas particulares de los colaboradores de la organización, se han abordado desde el análisis básico de la accidentalidad laboral; sin embargo, los conceptos relacionados con el bienestar laboral, no se han analizado con el suficiente rigor. 5) Las expectativas de la sociedad, se han considerado desde el consumo de energía eléctrica en el sistema de producción, pero otros aspectos relacionados con la gestión ambiental, no se han examinado con precisión. 6) En cuanto a los proveedores, se expresa que no se han integrado, sus requerimientos de desarrollo en los programas de producción. 7) A partir del primer frente de Pareto, deben seleccionarse aquellos individuos que generen el mejor equilibrio, entre las expectativas de los diferentes grupos, procediendo a tomar acciones preventivas, cuando alguno de tales grupos, sea negativamente afectado. 8) Tomar puntos de referencia extremos, en el proceso de mejoramiento de la población, permite lograr mayor diversidad en el comportamiento de los individuos detectados.


