










Services on Demand
Journal
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería y Ciencia
Print version ISSN 1794-9165
ing.cienc. vol.11 no.22 Medellín July/Dec. 2015
https://doi.org/10.17230/ingciencia.11.22.8
ARTÍCULO ORIGINAL
DOI: 10.17230/ingciencia.11.22.8
Effect of the Recycled Rubber on the Properties of Recycled Rubber/Recycled Polypropylene Blends
Efecto de caucho reciclado en las propiedades de mezclas de caucho reciclado y polipropileno reciclado
Erwin Ciro1, Jorge Parra2 , Manuel Zapata3and Edwin A. Murillo4
1 Universidad de Antioquia, Medellín, Colombia, erwinciro@gmail.com
2 Universidad de Antioquia, Medellín, Colombia, esneider.parra@udea.edu.co
3 Universidad de Antioquia, Medellín, Colombia, ignacio.zapata@udea.edu.co
4 Universidad Francisco de Paula Santander, San José de Cúcuta, Colombia, edwinalbertomr@ufps.edu.co
Received: 14-12-2014 Accepted: 19-06-2015 Online: 31-07-2015
PACS: 61.25.hk, 83.80.Va, 81.05.Lg
Abstract
This study evaluates the influence of recycled rubber (RR) with a specific particle size in the properties of blends, blended recycled polypropylene/polyethylene (RPP) and RR (RPP/RR). The proportions of RPP/RR employed to obtain the blends were as follows: 90/10 (PP90), 75/25 (PP75), 60/40 (PP60) and 45/55 (PP45). The particle size of the RR employed was 850 μm . The properties of the blends were evaluated by rheometric, thermogravimetric (TGA), differential scanning calorimetric (DSC), scanning electronic microscopy (SEM), density, melt flow index and tensile analysis. The maximum torque increased with the RPP content. By DSC analysis, it was observed that the RPP exhibited two melting temperatures, the first corresponded to low density polyethylene (LDPE) and the second to polypropylene (PP). Furthermore, the RR affected the crystallinity of the RPP. By using SEM and TGA analyses, it was determined that the RPP as well as RR contained fillers. The blend densities were higher than those of RPP. The melt flow index exhibited a trend with the amount of RR.
Key words: recycled polypropylene; recycled rubber; blends; properties
Resumen
Este estudio evalúa la influencia de caucho reciclado (RR) con un tamaño de partícula específico en las propiedades de mezclas, mezclas de polipropileno reciclado/polietileno (RPP) y RR (RPP/RR). Las proporciones de RPP/RR para obtener los compósitos fueron como sigue: 90/10 (PP90), 75/25 (PP75), 60/40 (PP60) and 45/55 (PP45). El tamaño de partícula empleado del RR fue 850 μm. Las propiedades de las mezclas, fueron evaluadas por análisis reométrico, termogravimétrico (TGA), calorimetría diferencial de barrido (DSC), microscopia de barrido electrónica (SEM), densidad, índice de fluidez y ténsil. El torque máximo incrementó con el contenido de RPP. Por análisis DSC se observó que el RPP exhibió dos temperaturas de fusión, la primera correspondió al polietileno de baja densidad (LDPE) y la segunda al polipropileno (PP). Además, el RR afectó la cristalinidad del RPP. Por análisis de SEM y TGA, se determinó que el RR y el RPP contenían rellenos. Las densidades de las mezclas fueron más altas que la del RPP. El índice de fluidez exhibió una tendencia con la cantidad de RR.
Palabras clave:polipropileno reciclado; caucho reciclado; compósitos; propiedades
1 Introduction
Now-a-days, the application of polymers increased so much. These materials are used, for example, in automobile [1], packaging [2], and resin [3] industries. These materials can be easily accumulated and remained in the environment for a long time, which is hazardous to the environment [2]. The recycling of polymers is a good way to resolve these problems, because they can be employed in the fabrication of some materials for automobiles, toys, packaging etc. PP is a thermoplastic material, that present good thermal and mechanical properties, excellent processability as well as good chemical resistance. PP has a low impact resistance [4], but that of the rubber is high and the rubber has low mechanical properties with respect to PP [4],[5]. Recycling of waste ground tire rubber requires the rubber to be ground, this may be complicated, because the rubber is a thermoset material. Grinding it will require special techniques [6]. More attention has been focused on compounding finely ground tire rubber with thermoplastics, which can be subsequently re-melted and formed into a wide range of molded and extruded products [6]. Thermoplastic elastomeric materials (TPE) can be obtained from a mixture of PP and rubber. These materials have the physical combinations of thermoplastic and elastomeric materials [5]. Furthermore, they can be processed like thermoplastic materials, since these materials exhibit elastomeric characteristic [7],[8]. RPP/RR blends can yield very important results for the polymer industry, since this contributes to resolving the problem of accumulation of these polymers. The function of the rubber in these blends is that it acts as a stress concentrator and relieves the volume strain by cavitation [4]. Properties of thermoplastic elastomers based on PP/natural rubber (NR) and PP/RR blends were studied [7],[8]. The torque stabilization and elongation at break increased with content of rubber, but the elastic modulus and tensile strength decreased [7],[8]. The effect of the ethylene-propylene-diene-monomer (EPDM) content on the deformation and impact behavior of PP-EPDM blends were studied. The rubber content employed was between 0 and 40 wt%. The Young's modulus and the yield stress decreased linearly with the increasing of the rubber content [9]. Every year, numerous papers are published on the recycling of rubber, where the waste rubber is used as a filler or it is blended with virgin rubber, but there are few publications discussing the influence of RR with a specific particle size in the properties of recycled blends. The particle size of the rubber is a factor very important in the preparation blends of rubber, because this affects the mechanical and viscoelastic properties, and the crystallinity of the materials. The properties of the materials obtained with different rubber particle size are not the same. Therefore the main objective of this work is to determine the influence of RR with a specific particle size on the thermal, morphological and mechanical properties of the RPP/RR blends. Furthermore to study possible synergisms between these two types of wastes (RR and RPP).
2 Experimental part
The materials employed in this study were RPP and RR. The RPP whose reference is policolor was collected from SCRecycling company, in Medellín, Colombia, this RPP contains small amount of LDPE (it has not been quantified). The RR employed was obtained from tires; this sample was provided in granules form by Resol company in Medellín, Colombia. This material is a mixture of natural rubber (NR), styrene-butadiene rubber (SBR) and additives. In the preparation of the blends previously the rubber was passed by different sieves (600, 355, 300, 250, 180, 150, 106, 98, 75, 53 and 45 micrometers) and rubber with particle size of 850 μm was used for the preparation of the blends. All RPP/RR blends were prepared in a torque rheometer Thermo Scientific. From it the respective amount of RPP and RR were taken together to the reactor, the system was kept at 200 °C, mix during 8 minutes using at rotation speed of 60 rpm. In all cases were prepared 200 g of the blends. The composition of the sample blends was the following: PP45 (RPP 45 wt% and RR 55 wt%), PP60 (RPP 60 wt% and RR 40 wt%), PP75 (RPP 75 wt% and RR 25 wt%), and PP90 (RPP 90 wt% and RR 10 wt%). To the characterization of RPP, RR and RPP/RR blends, the study of the thermal stability of the blends was done in an equipment of TA Instruments model Q500. Approximately 22 mg of the sample was used in all cases. This analysis was performed by using nitrogen atmosphere at a heating rate of 10 °C/min until 600 °C. Then the atmosphere was changed into air, but keeping the heating rate until 800 °C. Differential scanning calorimetric analysis was done in a TA Instrument model Q100. 11 mg of sample and a heating and cooling rate of 30 °C/min, under nitrogen atmosphere, was used. Scanning electron microscopy analysis was done in a Joel JSM-6490LV employing between 10 and 20 kW. For it, the samples were previously cryo-fractured. Density analysis was made under standard ASTM D 792. Melt flow rate analysis was performed by using a CEAST equipment according to ASTM D 1238 at 230 °C and using a charge of 2,16 Kg. Five repetitions were obtained for every sample. Tensile tests were conducted under standard ASTM D 638 employing type IV specimen at a rate of 5 mm/min until the specimens failed. For density, melt flow and tensile test, the analysis was done up to five repetitions.
3 Results and discussion
The granulometric analysis is presented in Table 1. The ground tire rubber has a particle size average between 8 and 28 mesh (2360 and 580 μm). Despite that the RR exhibited particle size lower than 850 μm (580 μm), in this study the particle size (850 μm) was chosen, due to its presence in the ground tire rubber in a higher amount than that whose particle size is 580 μm. The granulometric analysis of the RR showed a bimodal distribution (Figure 1), which is wide; it indicates that RR contains high heterogeneity on particle size.
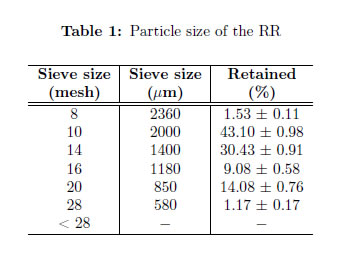
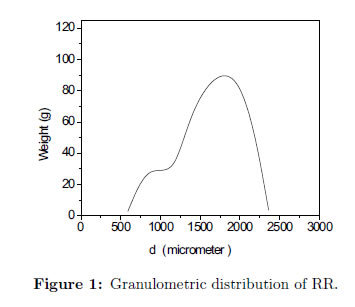
Figure 2, presents the rheometric behavior of the samples.The torque of the blends increased to maximum value, and then decreased, finally became stable for all samples at a time around 7 minutes.
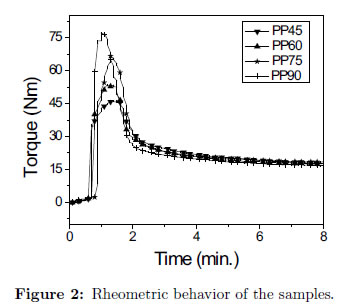
The maximum torque value is increased with the RPP content. When the amount of RPP is high, more time is required to melt all the RPP, so, the viscosity of the system is elevated, but when this amount is low, the melting time has also become low. The final torque increased slightly with the RR amount, this behavior is attributed to the augmented viscosity of the system, since this material is elastomeric and therefore, it is not melted during the processing of the blends.
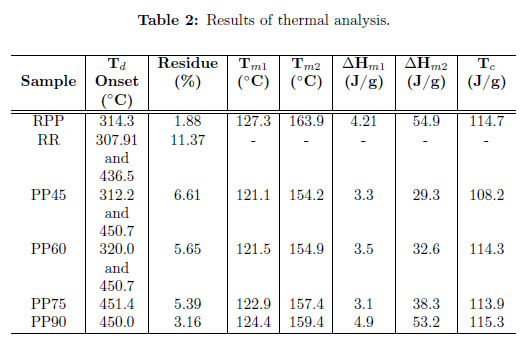
Figure 3 shows the TGA thermograms of the samples. The Figure 3a presents the curve of weight vs temperature and Figure 3b shows the curve of derivate weight vs temperature. The residue (Figure 3a) of the RR was 11,37 wt%, in the case of the RPP this was 1,88 wt%. These residues are due to the presence of inorganic additives in these materials. All blends was presented a residue and this increased with the rubber content. Only PP75 and PP90 exhibited a decomposition temperature (Td), this temperature appears at a value lower than 600 °C (Table 2). In the Figure 3b, it can be observed that the samples PP45, PP60 and RR exhibited a weight loss around 310 °C, which was due to the possibility to present a small amount of compounds with low molecular weight (some additives). The reason for this weight loss in the samples PP90 and PP75 is possibly due to a low amount of this additive in these blends.
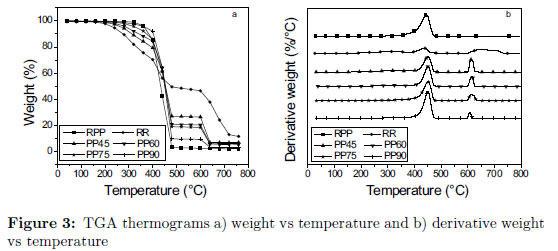
The thermal stability of the blends was higher than those of the RPP and RR (Figure 3b). The low thermal stability of RR, possibly was due to the presence of additives, which activate the degradation process [10]. The TGA curves showed that after pyrolysis (around 600 °C), the blends and RR formed a char residue and this increased with the RR content. It was expected since RR contained a higher fillers amount than RPP.
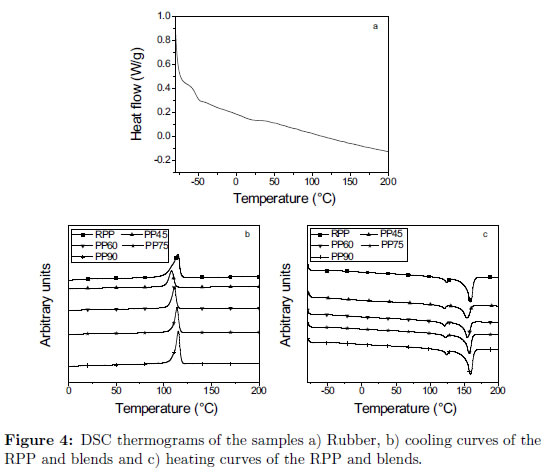
Figure 4 presents DSC thermograms of the samples. The RR presented a glass transition temperature (Tg) at −53.3 °C (Figure 4), this value is close to cured NR/SBR blends whose values of Tg were around −59 °C (214 K) [11]. Figure 4b presents the cooling curves and figure 4c shows heating curves. The RPP exhibited two melting temperatures (Tm), the first (Tm1) corresponds to LDPE (Table 2) and the second (Tm2) to PP (163,9 °C). All blends presented a Tm1 lower than LDPE (present in RPP) (Table 2). The same behavior was observed in the case of the PP present in the RPP. Tm1 and Tm2 values decreased with the content of RR in the blend (Table 2). The first melting enthalpy (∆Hm1) of the blends, is due to LDPE present in RPP. Only PP90 blend presented a melting enthalpy (∆Hm) greater than that of LDPE contained in the RPP (Table 2). The heat of fusion values depends on the crystallinity of the material. This is an indication that this blend presents higher crystallinity. Therefore, only in this blend, the rubber acted as nucleating agent to LDPE, which was due to low amount of rubber in this sample. The results of ∆Hm1 to the PP75, PP60 and PP45 blends are similar.
The second melting enthalpy (∆Hm2) is related to the PP crystallization process. ∆Hm2 exhibited for the PP90 blend (Table 2), is similar to the value presented by RPP. This means that the PP has a similar crystalinity than the PP90 blend. ∆Hm2 decreased with the proportion of RR employed in the blend preparation, which mean that in this same sense decreased the crystalinity of the PP present in the blends. The difference in enthalpy behavior exhibited for these blends is related to the proportions of the LDPE and PP, since the proportion of PP is higher than that of LDPE. It can be seen that ∆Hm2 is greater than ∆Hm1 to the RPP (Table 2), which is due to higher amount of PP in the blends. The results of ∆Hm2 correlates with the results obtained for Tm2.
The crystallization temperature (Tc) of the RPP is presented in Table 2. The samples PP60, PP75, PP90 and RPP presented a similar Tc (Figure 4b). The PP45 blend exhibited the lowest Tc value. This indicated that this blend presented more difficulty to crystallize. The crystallization process of this sample is slower than others blends. This behavior is due to the high rubber proportion restrains the crystalline arrangement. The absence of Tc of LDPE is attributed to two reasons the first is the close crystallization temperatures of the individual polymers and the second is that the polymer blends were cooled at a relatively high cooling rate of 30 °C/min. The same behavior has been observed to PP/LDPE blends employing cooling rate of 10 °C/min [12].
The introduction of rubber affected the crystalline structure of the LDPE and PP present in the RPP, since all blends reduced its Tm. The reduction of crystallinity of the PP has been observed in a PP/epoxidized NR blend, it is proposed that the presence of rubber particles in the blend interrupts the formation of crystals [13].
Figure 5 shows the micrograph of the samples (cryogenic fracture). The RPP, exhibited a ductile fracture. This fracture type has been observed for other authors [14]. Furthermore this sample presented granules, which are due to fillers (usually calcium carbonate). This sample did not exhibit cavities.
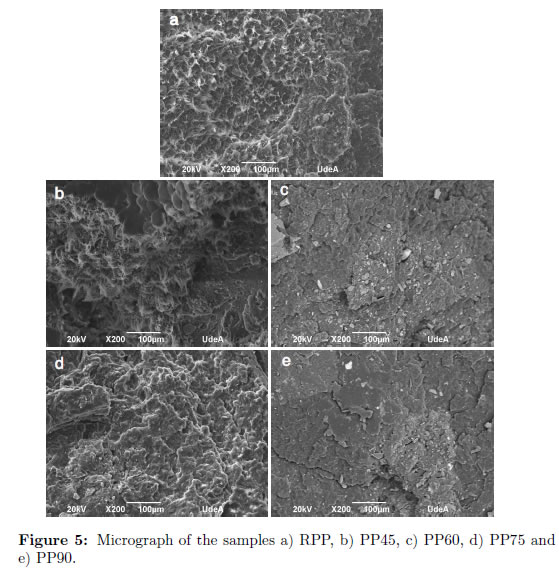
The blends did not show cavities due to the removal of rubber particles and fillers during the tensile test, this mean that the RPP and RR were dispersed as domains in a continuous PP phase. The PP45 blend presented a surface that was less smooth with respect to others blends, this is an indication that this sample require a lower energy to cause catastrophic failure, which was due to high amount of rubber employed in this sample. It can be corroborated because this sample exhibited a phase separation, since regions with RPP and others with RR appeared. The same results have been observed for waste tire rubber powder reinforced PP [15].
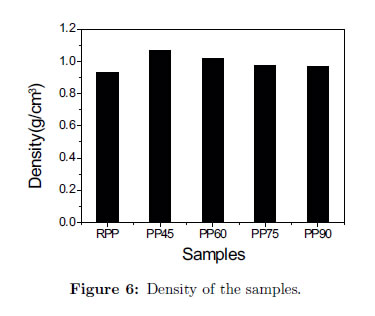
The density of the blends is greater than that of RPP (Figure 6). This behavior is due to the RR particles has a density higher than that of the RPP. Therefore a reduction in the RPP content increases the density. This result correlates with the SEM analysis, because presences of voids in these materials were not observed and an increase in voids would cause a reduction in the density [14].
The melt flow index (MFI) of the blends was lower than that of RPP (Figure 7). This behavior was expected since RR is not fluid. Therefore the MFI has to increase with the RPP amount. The variation on MFI of the blends with respect to RPP was not greater than 4 g/10 min. The MFI values obtained for RPP by some authors [16] were higher (12.17 ± 0.08 and 14.07 ± 0.15 g/10 min.) than that obtained in this study. These mean that the RPP employed in this study has suffered less degradation process that those employed by these authors [16].
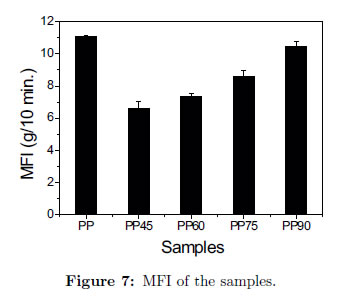
Figure 8, presents the results of Young's modulus (Figure 8a), tensile strength (Figure 8b) and elongation at break (figure 8c) of the samples. The Young's modulus (Figure 8a) and tensile strength (figure 8b) of the blends were lower than that of the RPP. All blends decreased their Young's modulus and tensile strength values with the RR content (Figure 8), this was expected since the amount of RR confers more elastic and less rigidity to the blends, which allow that these materials exhibit lower deformation resistance than RPP. The properties obtained from these materials are comparable to the results obtained by others authors to blends of NR and PP [17]. The results of Young's modulus of the blends are comparable with the obtained to PP-latex modified waste tyre dust blends, whose Young's modulus values were between 160 and 700 MPa [8].
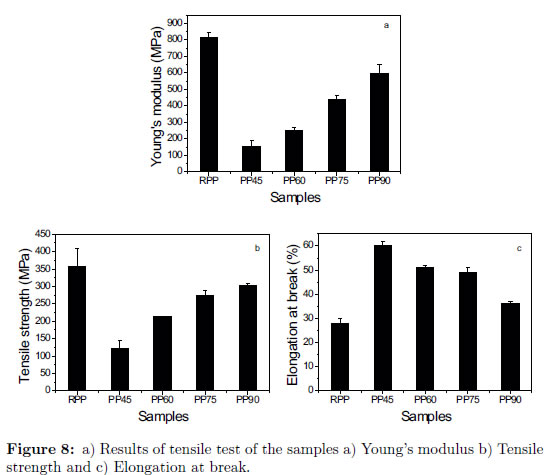
The blends exhibited higher elongation at break values than RPP (Figure 8c). These behaviors, were expected and they are according with results obtained for Young's modulus, since with the increasing of rubber in the blends, the elasticity also has to increase. The elongation at break values obtained in this study are higher than reported by other authors, who employed rubber with particle size of 500 (17.9 %) and 1000 μm (10 %) in blends of rubber and PP [14]. The difference to the result obtained in this study was due to the proportions of rubber and PP, rubber particle size employed in this study and filler content present in RPP and RR.
4 Conclusions
In this study RPP/RR blends were obtained and the effect of RR with a specific particle size in the properties thermal, morphological and mechanical was evaluated. The results for the thermal properties, studied by TGA, indicated that the thermal stability of the blends decreased with the rubber content. DSC analysis showed evidence that the incorporation of rubber affects the crystalline structure of the LDPE and PP, since all blends reduced its melting temperature and enthalpy values with regards to individual components. SEM analysis indicated that employing a particle size of 850 μm were not presented cavities due to the removal of rubber particles during the tensile test.
HBP45 required a lower energy to cause catastrophic failure. All blends decreased their Young's modulus and tensile strength values with the content of RR, but the elongation at break increased. The RPP and RR exhibited a synergy in the mechanical properties of the RPP/RR blends.
References
[1] E. A. Murillo and B. L. Lopez, "Study of the Impact Resistance of Physically and Dynamically Vulcanized Mixtures of PP/EPDM," Macromolecular Symposia, vol. 242, no. 1, pp. 131-139, 2006. [ Links ] [Online]. Available: http://dx.doi.org/10.1002/masy.200651020
[2] M. Guzmán and E. A. Murillo, "Funcionalización de polietileno de baja densidad con anhídrido maleico en estado fundido," Polímeros, vol. 24, no. 2, pp. 162-169, 2014. [ Links ] [Online]. Available: http://dx.doi.org/10.4322/polimeros.2014.034
[3] E. A. Murillo, P. P. Vallejo, and B. L. López, "Effect of tall oil fatty acid content on the properties of novel hyperbranched alkyd resins," Journal of Applied Polymer Science, vol. 120, no. 6, pp. 3151-3158, 2011. [ Links ] [Online]. Available: http://dx.doi.org/10.1002/app.33502
[4] A. der Waal, "Polypropylene-rubber blends: 1. The effect of the matrix properties on the impact behavior," Polymer, vol. 39, no. 26, pp. 6781-6787, 1998. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/S0032-3861(98)00170-0
[5] S. Ling, "Prediction of mechanical properties of polypropylene/waste ground rubber tire powder treated by bitumen blends via uniform design and artificial neural networks," Materials and Design, vol. 31, no. 4, pp. 1900-1905, 2010. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/j.matdes.2009.10.057
[6] M. M. Hassan, N. A. Badway, A. M. Gamal, M. Y. Elnaggar, and E. A. Hegazy, "Studies on mechanical, thermal and morphological properties of irradiated recycled polyamide and waste rubber powder blends," Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions with Materials and Atoms, vol. 268, no. 9, pp. 1427-1434, 2010. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/j.nimb.2010.01.021
[7] H. Ismail, D. Galpaya, and Z. Ahmad, "The compatibilizing effect of epoxy resin (EP) on polypropylene (PP)/recycled acrylonitrile butadiene rubber (NBRr) blends," Polymer Testing, vol. 28, no. 4, pp. 363-462, 2009. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/j.polymertesting.2008.11.007
[8] M. Awang, H. Ismail, and M. A. Hazizan, "Polypropylene-based blends containing waste tire dust: Effects of trans-polyoctylene rubber (TOR) and dynamic vulcanization," Polymer Testing, vol. 26, no. 6, pp. 779-787, 2007. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/j.polymertesting.2007.04.007
[9] A. der Waal, R. Nijhof, and R. J. Gaymans, "Polypropylene-rubber blends: 2. The effect of the rubber content on the deformation and impact behavior," Polymer, vol. 40, no. 22, pp. 6031-6044, 1999. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/S0032-3861(99)00213-X
[10] J. Jose, S. Satapathy, A. Nag, and G. B. Nando, "Modification of Waste Polypropylene with Waste Rubber Dust from Textile Cot Industry and its Characterization," Process Safety and Environmental Protection, vol. 85, no. 4, pp. 318-326, 2007. [ Links ] [Online]. Available: http://dx.doi.org/10.1205/psep06045
[11] W. Salgueiro, A. Somozaa, A. J. Marzocca, G. Consolati, and F. Quasso, "Evolution of the crosslink structure in the elastomers NR and SBR," Radiation Physics and Chemistry, vol. 76, no. 2, pp. 142-145, 2007. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/j.radphyschem.2006.03.019
[12] D. G. Dikobe and A. S. Luyt, "Comparative study of the morphology and properties of PP/LLDPE/wood powder and MAPP/LLDPE/wood powder polymer blend blends," eXPRESS Polymer Letters, vol. 4, no. 11, pp. 729-741, 2010. [ Links ] [Online]. Available: http://dx.doi.org/10.3144/expresspolymlett.2010.88
[13] N. Mohamad, N. S. Zainol, F. F. Rahim, H. E. Maulod, T. A. Rahim, S. R. Shamsuri, M. A. Azam, M. Y. Yaakub, M. F. Abdollah, and M. E. Manaf, "Mechanical and Morphological Properties of Polypropylene/Epoxidized Natural Rubber Blends at Various Mixing Ratio," Procedia Engineering, vol. 68, pp. 439-445, 2013. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/j.proeng.2013.12.204
[14] L. S. Montagna, L. S. Bento, M. R. da Silva Silveira, and R. M. Campomanes, "Evaluation of the Effect of the Incorporation of Rubber Tire Waste Particles on the Properties of PP, HIPS and PP/HIPS Matrices," Polímeros, vol. 23, no. 2, pp. 169-174, 2013. [ Links ] [Online]. Available: http://dx.doi.org/10.4322/polimeros.2013.077
[15] Sivaraos, T. C. Yap, Qumrul, M. A. Amran, T. J. S. Anand, R. Izamshah, and A. A. Aziz, "Friction Performance Analysis of Waste Tire Rubber Powder Reinforced Polypropylene Using Pin-On-Disk Tribometer," Procedia Engineering, vol. 68, pp. 743-749, 2013. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/j.proeng.2013.12.248
[16] E. E. Ferg and L. L. Bolo, "A correlation between the variable melt flow index and the molecular mass distribution of virgin and recycled polypropylene used in the manufacturing of battery cases," Polymer Testing, vol. 32, no. 8, pp. 1452-1459, 2013. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/j.polymertesting.2013.09.009
[17] Y. Ruksakulpiwat, J. Sridee, N. Suppakarn, and W. Sutapun, "Improvement of impact property of natural fiber-polypropylene blend by using natural rubber and EPDM rubber," Blends Part B: Engineering, vol. 40, pp. 619-622, 2009. [ Links ] [Online]. Available: http://dx.doi.org/10.1016/j.compositesb.2009.04.006
