










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkProducción + Limpia
Print version ISSN 1909-0455
Rev. P+L vol.7 no.1 Caldas Jan./June 2012
1Artículo derivado del proyecto de investigación "Producción de etanol en continuo a partir de harina de yuca", realizado entre marzo 10 de 2010 y febrero de 2012, financiada por el Politécnico Colombiano Jaime Isaza Cadavid y la Universidad de Antioquia.
2Ingeniero Químico. MSc. en Biotecnología. Profesor Politécnico Colombiano Jaime Isaza Cadavid. Medellín, Colombia.
3Ingeniero Químico. MSc. en Biotecnología, Profesor Universidad de Antioquia. Medellín, Colombia.
4Ingeniero Químico. Grupo de Biotrans-formación, Universidad de Antioquia. Medellín, Colombia.
Correspondencia: Hader Castaño Pelaez, e-mail: hicastano@elpoli.edu.co
Artículo recibido: 16/02/2012; Artículo aprobado: 15/05/2012
Resumen
Introducción. La producción de etanol a partir de materias primas amiláceas involucra las etapas de cocción, licuefacción, sacarificación, fermentación y destilación. Las bases tecnológicas del proceso han sido estudiadas, pero deben ser mejoradas por medio de la introducción de innovaciones que permitan reducir los consumos de energía y generen una mayor productividad volumétrica de etanol. Objetivo. El proyecto evalúa la producción de etanol a partir de la conversión de harina de yuca por medio del estudio independiente en modo continuo de los procesos de licuefacción, sacarificación y fermentación (LSFC), el acoplamiento en serie de las tres etapas y la integración de las etapas desacarificación y fermentación en forma simultánea (SFSC). Materiales y métodos. Las enzimas Termamyl 120 L y glucoamilasa AMG 300L fueron utilizadas en los procesos de licuefacción y sacarificación. La levadura Saccharomyces Cerevisiae fue utilizada en el proceso de fermentación. La estrategia experimental evaluó el efecto de la tasa de dilución (D h-1) (0,07, 0,1, 0,15, 0,20, 0,25 y 0,30) sobre la conversión y productividad de los procesos independientes. Con la identificación de la D que permitió integrar los procesos, se procedió a evaluar el acoplamiento del proceso LSFC y en modo SSFC. Resultados. De acuerdo con la D seleccionada (0,1 h1) durante la ejecución del experimento, se alcanzaron valores de productividad, concentración y rendimiento de etanol: fermentación (4,5 g/lh, 5,8 % v/v, 0,4 g/g), LSFC (5 g/lh, 5,4% v/v y 0,46 g/g) y SFSC (4,75 g/lh, 4,7 %v/v y 0,4 g/g), respectivamente. Conclusiones. Se determinó que a una D= 0,1 h-1 fue posible desarrollar las estrategias LSFC y SFSC. No se presentaron mayores diferencias en los valores de productividad, concentración y rendimientos en las diferentes estrategias de proceso evaluadas en continuo. Se validó técnicamente la integración de los procesos en modo continuo.
Palabras clave: etanol, modo continuo, SFSC, LSFC, harina de yuca.
Abstract
Introduction. Ethanol production from starchy raw materials includes the cooking, liquefaction, saccharification, fermentation and distillation stages. The technological bases of the process have been studied, but must be improved by means of the introduction of innovations that allow an energy use reduction and higher volumetric ethanol productivity. Objective. The project evaluates the ethanol production from the conversion of yucca four by means of the independent study in a continuous way of the liquefaction, saccharification and fermentation processes (LSFC), the serial connection of the three stages and the integration of the saccharification and fermentation stages in a simultaneous way (SFSC). Materials and methods. The Termamyl 120 L y glucoamylase AMG 300L enzymes were used in the liquefaction and saccharification processes. The Saccha-romyces Cerevisiae yeast was used in the fermentation process. The experimental strategy evaluated the effect of the dilution rate (D h-1) (0,07, 0,1, 0,15, 0,20, 0,25 and 0,30) on the conversion and the productivity of the independent processes. With the identification of the D that allowed the integration of the processes, an evaluation was performed to the coupling of the LSFC process and in the SSFC mode. Results. According to the D chosen (0,1 h-l) during the execution of the experiment, the values productivity, concentration and ethanol yield obtained were: fermentation (4,5 g/lh, 5,8 % v/v, 0,4 g/g), LSFC (5 g/lh, 5,4% v/v and 0,46 g/g) and SFSC (4,75 g/lh, 4,7 %v/v and 0,4 g/g), respectively. Conclusions. Developing the LSFC and SFSC strategies was possible at a D= 0,1 h-l. There were no significant differences in the productivity, concentration and yield in the strategies serially evaluated. The integration of the processes in a continuous way was technically validated.
Key words: ethanol, continuous way, SFSC, LSFC, yucca four.
Resumo
Introdução. A produção de etanol a partir de matérias primas amiláceas envolve as etapas de cocção, liquefação, sacarificação, fermentação e destilação. As bases tecnológicas do processo foram estudadas, mas devem ser melhoradas por meio da introdução de inovações que permitam reduzir os consumos de energia e gerem urna maior produtividade volumétrica de etanol. Objetivo. O projeto avalia a produção de etanol a partir da conversão de farinha de mandioca por meio do estudo independente em modo contínuo dos processos de liquefação, sacarificação e fermentação (LSFC), o acoplamento em série das três etapas e a integração das etapas de sacarificação e fermentação em forma simultânea (SFSC). Materiais e métodos. As enzimas Termamyl 120 L e glucoamilasa AMG 300L foram utilizadas nos processos de liquefação e sacarificação. O fermento Saccharomyces Cerevisiae foi utilizada no processo de fermentação. A estratégia experimental avaliou o efeito da taxa de diluição (D h-l) (0,07, 0,1, 0,15, 0,20, 0,25 e 0,30) sobre a conversão e produtividade dos processos independentes. Com a identificação do D que permitiu integrar os processos, procedeu-se a avaliar o acoplamento do processo LSFC e em modo SSFC. Resultados. De acordo com o D selecionado (0,1 h-l) durante a execução do experimento, atingiram-se valores de produtividade, concentração e rendimento de etanol: fermentação (4,5 g/lh, 5,8 % v/v, 0,4 g/g), LSFC (5 g/lh, 5,4% v/v e 0,46 g/g) e SFSC (4,75 g/lh, 4,7 %v/v e 0,4 g/g), respectivamente. Conclusões. Determinou-se que a um D= 0,1 h-1 foi possível desenvolver as estratégias LSFC e SFSC. Não se apresentaram maiores diferenças nos valores de produtividade, concentração e rendimentos nas diferentes estratégias de processo avaliadas em contínuo. Validou-se tecnicamente a integração dos processos em modo contínuo.
Palavras importantes: etanol, modo contínuo, SFSC, LSFC, farinha de mandioca.
Introducción
La tecnología para la producción de etanol a partir de materias primas amiláceas involucra las etapas de cocción, licuefacción, sacarificación, fermentación y destilación1. Las bases tecnológicas del proceso se encuentran bastante estudiadas, pero deben ser mejoradas por medio de la introducción de innovaciones que permitan reducir los consumos de energía y generen una mayor productividad volumétrica de etanol. La estrategia de proceso evaluada en esta investigación permite incrementar la productividad volumétrica y reducir los consumos de tiempo y energía al integrar las etapas en forma simultánea en modo continuo.
Los gránulos de almidón para ser transformados en etanol requieren de tres etapas2: 1) Licuefacción: proceso hidrolítico en donde los gránulos de almidón se hidratan y se dilatan en condiciones de alta temperatura (cocción) y en donde las enzimas amilo-líticas (alfa amilasas) hidrolizan las moléculas de almidón produciendo maltodextrinas, que son moléculas de diferentes longitudes de cadena, derivadas del almidón y que se caracterizan por su grado de polimerización. 2) Sacarifica: proceso enzimático en donde enzimas glucoamilolíticas (glucoamilasas o también conocidas como amilogloco-sidasas) hidrolizan los enlaces carboxílicos terminales de las moléculas de maltodextrinas en glucosa. 3) Fermentación: transformación de azúcares fermentables, producto de la hidrólisis del almidón (maltosa y glucosa), en etanol. Esta transformación es mediada por levaduras y bacterias: tienen importancia industrial la levadura Saccharomyces cerevisiae y la bacteria Zymomonas mobilis.
Los modelos de producción de etanol se soportan en estrategias de proceso en modo discontinuo, lote alimentado y continuo. La principal desventaja del modo discontinuo radica en los altos costos operativos en los que se incurre durante las actividades preparativas de cada lote, y en los gastos de preparación de los inóculos industriales. La principal ventaja de los procesos continuos se centra en la potencialidad de alcanzar altos niveles de productividad de etanol, y presenta como restricción el peligro de contaminación del proceso debido a los largos períodos de operación1,3,4.
La producción de etanol a partir de yuca en el país no presenta antecedentes a escala industrial; existe solo un proyecto (proyecto Canta Claro) de iniciativa privada en el departamento del Meta que está próximo a entrar en operación con una capacidad de 25.000 L/día, pero se desconocen los resultados obtenidos a la fecha5.
Atthasampunna et al.,6 como estrategia de reducción de costos de producción, evaluaron la producción de etanol a partir de almidón de yuca a través de procesos de cocción a alta y baja temperatura, alcanzado eficiencias promedio del 90% y valores medios de productividad de 1,35-1,40 g/Lh de etanol, respectivamente. Se ha utilizado la estrategia de proceso de sacarificación y fermentación simultánea (SSF) en modo discontinuo para la producción de etanol a partir de almidón de yuca, logrando reducir los tiempos de proceso hasta un 50%, e incrementar los valores de productividad en un 30% (1,0 vs 1,3 g/Lh)7.
La yuca como sustrato para la producción de etanol puede ser utilizada como tubérculo fresco sin pelar, tubérculo fresco pelado y trozos deshidratados de yuca pelada. Independiente de la presentación de la yuca, se requiere una molienda previa antes de la cocción. Srikanta et al.8 encontraron, por medio de un estudio comparativo de producción de etanol en discontinuo a partir de las diferentes presentaciones, que las productividades del proceso dependen de la forma de la materia prima: 0,82, 0,92 y 1,27 g/Lh para yuca sin pelar, yuca pelada y chips deshidratados de yuca pelada, respectivamente.
Para mejorar la eficiencia del proceso de obtención de etanol a partir de yuca se han desarrollado una serie de investigaciones en modo continuo, pero que infortunadamente solo involucran la etapa de fermentación de jarabes glucosados, o procesos de evaluación de estrategias SSF en modo continuo9-11. La producción en continuo a través del proceso SFSC (sacarificación-fermentación simultánea en continuo) con uso de levaduras autofoculantes operando a una D de 0,042 h-1 permitió alcanzar productividades del orden de 3,58 g/L-h, y eficiencias de rendimiento del 86,2%9.
Roble et al.11 evaluaron la producción de etanol con levaduras inmovilizadas en una matriz biológica de la esponja Loofa en un reactor continuo tipo airlift, y encontraron productividades de 1,7 g/L-h, valores relativamente bajos para este modo de operación.
Tripetchkul y Ishizaki12 investigaron la producción de etanol a partir de hidrolizados del almidón de sago, utilizando como microorganismo la bacteria Zymomonas mobilis y alcanzando productividades de 11,1 g/L-h. La producción en continuo de etanol a partir del tubérculo del Topinambur presentó productividades de 12,5 g/L-h a una D de 0,36h-1, un valor sustancialmente alto frente a la productividad alcanzada en modo discontinuo (3,3 g/L-h)13.
Este proyecto evalúa la viabilidad técnica de la producción de etanol en continuo a partir de harina de yuca por medio del estudio independiente de los procesos de licuefacción, sacarificación y fermentación (LSFC), el acoplamiento en serie de las tres etapas y la integración en modo continuo de las etapas de sacarificación y fermentación en forma simultánea (SFSC). Se hace una evaluación del efecto de la D sobre los rendimientos, productividades y concentraciones de etanol. La investigación es inédita porque a la fecha no hay reportes de integración de las tres etapas de proceso en modo continuo, y sus resultados podrán ser escalados industrialmente mejorando la competitividad de la cadena productiva de etanol de yuca.
Materiales y métodos
Materiales
Harina de yuca procesada en la Planta Piloto de la Universidad de Antioquia, localizada en el Municipio de Mutatá, fue utilizada como sustrato para la producción de etanol. La variedad ICA Copiblanca fue la variedad de yuca utilizada en este proyecto. Para la obtención de la harina de yuca el tubérculo fue lavado, picado, triturado, deshidratado y tamizado hasta obtener un tamaño de partícula de 0,246 mm. La harina fue secada por tres horas en estufa a 100 +/- 0.1°C antes de su uso con el objetivo de reducir la carga microbiana y evitar la contaminación de los procesos.
Las enzimas utilizadas en el proyecto fueron las enzimas Termamyl 120L y AMG 300L producidas por Novozymes, las cuales fueron compradas en el mercado local. La levadura Sacharomyces cerevisiae marca Ethanol Red de la casa Fermentis fue utilizada como microorganismo fermentativo. Los procesos fueron desarrollados en Biorreactores de 5 L de volumen útil (B-Braund, New Brunswick y Bioengineering)
Evaluación de los procesos de fermentación, sacarificación y fermentación en modo continuo independiente
Con el propósito de evaluar el efecto de la tasa de dilución sobre los rendimientos de los tres procesos en modo continuo e independiente y definir la tasa a la que se pueden acoplar los tres procesos en serie, se desarrollaron los siguientes montajes:
Proceso de licuefacción en continuo
El proceso en continuo inició con la alimentación y cosecha simultánea a un sistema de licuefacción en lotes con 2 horas de proceso, que se desarrolló a 85 °C, pH 5,5, 6,67 Hz y una carga enzimática 0,4 KNU/g almidón de la enzima Termamyl 120L y una concentración inicial de harina de 200 g/L. La alimentación de la lechada de harina de yuca se realizó a una concentración de 200 g/L, 25 °C, pH 5,5 y concentración de Ca 2+ de 20 mg/L suplementado como CaCl2. El proceso en continuo conservó las condiciones del proceso en modo discontinuo. Debido a que la enzima se encontró en medio libre fue necesario alimentar enzima fresca a un flujo que permitiera conservar la carga de enzima en el medio. Se hizo seguimiento al proceso hasta alcanzar condiciones de estado estacionario, tiempo en el cual fueron ajustados los flujos para evaluar otras D. En el biorreactor fueron controlados la temperatura, pH y agitación.
Proceso de sacarificación en continuo
El montaje del sistema se inicia con el desarrollo de un proceso de sacarificación por lotes de las maltodextrinas, producidas en el proceso de licuefacción de harina de yuca. El sistemas por lotes operó por seis horas y presentó como condiciones iniciales de proceso: 60 °C, pH 4,5, 6,67 Hz y una carga enzimática de AMG 300L, 75 g/l de A. R. (concentración final de azúcares reductores del proceso de licuefacción), alcanzando una conversión en A. R. del 90%. Cumplidas las seis horas de proceso por lotes, fueron alimentadas y cosechadas simultáneamente las corrientes de alimento y producto, respectivamente. La corriente de alimentación presentó las siguientes condiciones: concentración de 75 g/L de A.R., 25 °C y pH 5.5.
El proceso en continuo conservó las condiciones del proceso por lotes. Fue necesario alimentar enzima fresca a un flujo que permitiera conservar la carga de enzima en el medio. Debido a que el pH de la corriente de alimentación permaneció a pH 5,5 y el pH del proceso debía estar en un valor de 4.5, fue necesario controlar esta variable del sistema en el biorreactor mediante la adición de ácido cítrico ajustando el punto de control a 4,5. Se hizo seguimiento al proceso hasta alcanzar condiciones de estado estacionario, tiempo en el cual fueron ajustados los flujos para evaluar otras D. Se controlaron en el biorreactor la temperatura, agitación y pH.
Proceso de fermentación en continuo
Como es característico del arranque de los sistemas biológicos en modo continuo, el proceso fue iniciado en modo discontinuo. Las condiciones iniciales del sistema en modo discontinuo fueron: concentración inicial de sustrato So= 175 g/L glucosa, pH 4,5, 37 °C,6,67 Hz y un inóculo de levadura de 0.75 g/L (activado 30 minutos en un medio a las mismas condiciones de proceso del cultivo continuo; no fue necesaria la adición de sales según metodología de Acosta el al.14). Como medio fermentativo del proceso fueron utilizados los jarabes glucosados obtenidos de la sacarificación enzimática del licuado de la harina de yuca.
Después de 6 horas de proceso de fermentación en modo discontinuo y garantizando que se alcanzara la fase de crecimiento exponencial, se inició en forma simultánea la alimentación de la corriente fresca de sustrato y el cosechado de la corriente de producto. Las condiciones del proceso: T, pH y agitación en modo continuo fueron las mismas del proceso discontinuo. El proceso fue monitoreado por medio del seguimiento a las concentraciones de A.R., glucosa y etanol. Una vez se alcanzaron las condiciones de estado estacionario (no variabilidad en las concentraciones del medio), se procedió a ajustar los flujos de alimentación y de producto para satisfacer los valores de las otras tasas de dilución.
Licuefacción, sacarificación y fermentación en serie en modo continuo
Una vez fue estudiado el efecto de D sobre los rendimientos de los procesos, se seleccionó la D que permitiera acoplar los tres procesos en serie. El proceso requirió del uso de tres biorreactores operando con un volumen útil de 5 L y de bombas peristálticas para ajustar los flujos de alimentación y cosechado de los tres procesos correspondientes a la tasa de dilución de operación. Fue necesario suministraren la corriente de alimentación en los procesos de licuefacción y sacarificación las enzimas Termamyl 120L y AMG 300L a las relaciones operadas y descritas en modo independientes.
El arranque del sistema en continuo requirió que los procesos de fermentación y sacarificación en discontinuo se montaran en simultáneo, y luego de 4 horas de operación de estos procesos se dio inicio al proceso de licuefacción. Los flujos de alimentación y cosechado de los tres biorreactores iniciaron después de 2 horas de operación del proceso de licuefacción. En los biorreactores fueron controlados la temperatura, pH, y agitación. Las condiciones de proceso de las operaciones en continuo fueron las utilizadas en las etapas de evaluación en continuo en modo independiente. La alimentación fresca al sistema conservó las mismas propiedades del flujo de alimentación del proceso de licuefacción en modo continuo independiente, garantizando la concentración de Ca2+ en el sistema reactivo. El proceso fue desarrollado hasta alcanzar condiciones de estado estacionario.
Sacarifica-fermentación simultánea en modo continuo
Para evaluar la viabilidad técnica de desarrollar el proceso SFSC, se realizó el montaje del sistema en un biorreactor de 5 L alimentado con maltodextrinas, a 25 ° C, pH 5,5 y 75 g/l de A.R. El proceso SFSC arrancó con la alimentación y cosechado simultáneo después de seis horas de fermentación en discontinuo. El sistema en continuo conservó las propiedades del proceso de fermentación en lotes. El sistema fue alimentado con una corriente adicional por donde se suministró la enzima AMG 300 L. El proceso fue controlado a 37 °C y 6,67 Hz y pH 4.5. El seguimiento del proceso se realizó hasta garantizar condiciones de estado estacionario.
Métodos analíticos
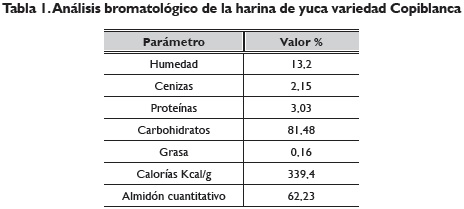
La harina de yuca fue caracterizada bromatológicamente siguiendo los métodos de la AOAC15. Humedad (AOAC 925 45 modificado Ed. 15), cenizas (AOAC 923 03 Ed. 16), proteínas (AOAC 968 05 Ed. 15), carbohidratos (cálculo por diferencia de componentes diferentes a carbohidratos), grasa (AOAC 920 39 Ed. 15), calorías (cálculo a partir de grasa, proteínas y carbohidratos) y almidón cuantitativo (espectrofotométrico).
A partir de tres tiempos de retención fueron tomadas muestras para análisis de A. R., glucosa y etanol; los análisis se desarrollaron por triplicado. Los perfiles de fermentación (concentración frente a tiempo) de etanol y glucosa se cuantificaron por cromatografía líquida de alta eficiencia (HPLC) usando un cromatografo Agillent 1200, y una columna BioRad Aminex HPX-87H (300x 7,8 mm); como fase móvil se utilizó una solución de 0,012 N de ácido sulfúrico grado HPLC con un flujo de 0,5 mL/min, con una temperatura de columna de 338,15 K utilizando detector de Índice de Refracción Agillent. Los azúcares reductores se determinaron por el método de Millerusando un espectrofotómetro UV visible Genesys 2016.
Resultados y discusión
Análisis bromatológico de la harina de yuca variedad Copiblanca
En la tabla 1 se muestra la composición de la harina de yuca variedad Copiblanca. Se puede observar el alto contenido de proteína de la harina, característica de la variedad de yuca utilizada (3,03%) que permite soportar los requerimientos de fuente de nitrógeno del microorganismo en los procesos fermentativos.
Proceso de licuefacción en continuo
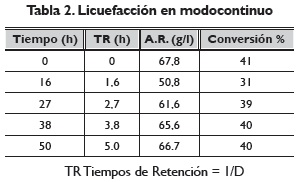
El proceso de licuefacción en continuo solo fue posible evaluarlo a la tasa de dilución de 0,1 h-1, ya que a tasas inferiores se presentaron problemas de obstrucciones de la suspensión en las mangueras de alimentación de la bomba peristáltica; y a tasas de dilución mayores, el control de temperatura del biorreactor no permitió que se controlara la temperatura a 85 °C, lo que presentó problemas de gelatinización. En la tabla 2 se aprecia que el proceso en continuo permitió alcanzar conversión de almidón en A.R. del 40%, lo que representa concentraciones de A.R. de 65 g/L; estos valores son muy similares a los resultados obtenidos en modo discontinuo14. El proceso permitió alcanzar una productividad media de 6,1 g/L-h de A.R (61,6 g/L A.R. x 0,1 h-1)
Proceso de sacarificación en continuo
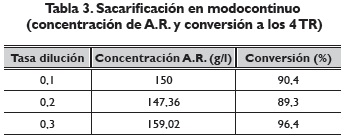
El proceso de sacarificación en modo continuo presentó niveles de conversión de almidón en azúcares reductores similares a los encontrados en procesos discontinuos14. En la tabla 3, se observa que no hubo diferencia apreciable entre los niveles de conversión y A.R. obtenidos en las tasas de dilución evaluadas. Los valores de productividad alcanzados a las diferentes tasas de Dilución (P (g/L-h) = A.R (g/L) x D (h-1)) fueron 15 g/L-h, 29,4 g/L-h y 48 g/L-h, valores muy superiores a las productividades alcanzadas por Hoshino, et al.17, utilizando la enzima auto precipitante D-AS (3,6 g/L-h a una D de 0,1 h-1). Es importante aclarar que en nuestro sistema, la enzima se encontró libre, por lo que se requirió alimentar enzima fresca a la corriente de alimentación.
Producción de etanol a partir de harina de yuca utilizando diferentes estrategias en modo continuo
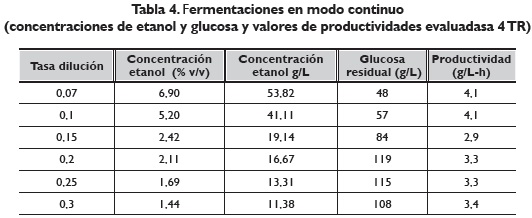
En la tabla 4 se muestran para cada una de las D evaluadas, los valores de concentración de etanol, la concentración de glucosa y productividad de etanol. Se observó, como era de esperarse, que a medida que se incrementa el flujo de alimentación (aumento de D) los valores de concentración de etanol disminuyen; los valores de concentración de glucosa presentaron un comportamiento contrario; esto se explica porque en la medida que se incrementa el flujo de alimentación, disminuye el tiempo de retención, ya que las células de levadura no permanecen el tiempo suficiente en el biorreactor para desarrollar el proceso metabólico. Los valores de productividad mayores se alcanzaron a las tasas de dilución de 0,07 y 0,1 h-1 (4,1 g/L-h), valores mayores a los alcanzados en procesos por lotes (1.3 y 2.5 g/L-h)7. La máxima concentración de etanol se alcanzó a una tasa de dilución de 0,07 h-1 (6,90% v/v), valor interesante para procesos continuos. Los valores de las productividades son bajos comparados con los sistemas de reciclo multietapas (12,7 g/L-h)18 e inmovilización de biomasa (29,64 g/L-h a D 0,11 h-1)19, y mayores a los reportados en sistemas con uso de levaduras autofoculantes (3,58 g/L-h a D = 0,042 h-1) 10y (2,41 g/L-h a D = 0,027 h-1)20.
Acoplamiento en serie de las etapas de licuefacción, sacarificación y fermentación en modo continuo (LSFC)
Las tablas 5 y 6 muestran los resultados del seguimiento del sistema acoplado en continuo de las etapas de licuefacción, sacarificación y fermentación para la producción de etanol a partir de harina de yuca. En la tabla 5 se observa cómo a la tasa de dilución de 0,1 h-1 fue posible acoplar las tres etapas del proceso y alcanzar las condiciones de estado estacionario, hecho que demuestra la viabilidad técnica de la integración de los procesos.
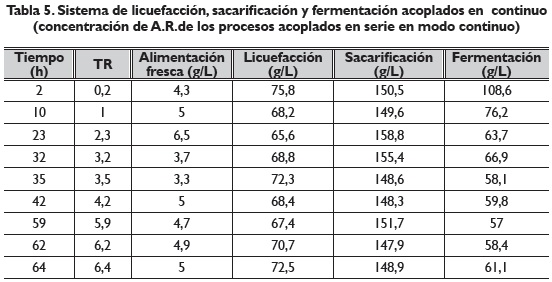
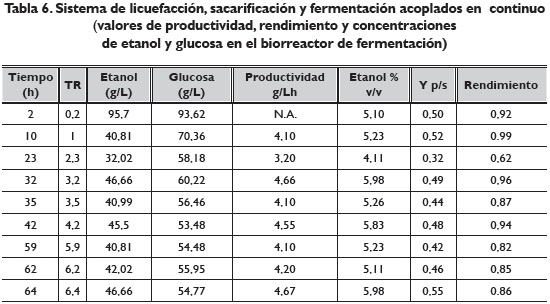
Las tablas 5 y 6 permiten observar que a partir de los 4,2 TR se alcanzaron condiciones de estado estacionario en las tres etapas del sistema. La suspensión de harina de yuca mantuvo una concentración homogénea en el intervalo 3,3-6,5 g/L de A.R. durante el proceso, lo que evidencia la calidad microbiológica de la corriente de alimentación al proceso de licuefacción; la concentración de A.R. en condiciones de estado estacionario en el proceso se licuefacción se mantuvo en el intervalo 67,4-72,5 g/L; se alcanzó una concentración de A.R. en el intervalo de (148,3-148,6)g/L en condiciones de estado estacionario en el proceso de sacarificación; y en la etapa de fermentación se alcanzaron concentraciones de etanol y glucosa en g/L en los intervalos de (40,99-46,66) y (53,48-54,77), respectivamente. La productividad alcanzada en el proceso de acoplamiento de la tres etapas bordeó valores medios de 4,38 g/L-h, valores mayores como era de esperarse frente a los procesos desarrollados en forma discontinua.
Sacarificación-fermentación simultánea en modo continuo
En la tabla 7 se presentan los valores de las concentraciones de etanol, A.R. y glucosa en el en las corrientes producto y de A.R. en la corriente de alimentación del sistema SFSC. Se observó que a la tasa de dilución de 0,1 h-1 fue posible desarrollar la estrategia de proceso SFSC, pues a partir de 2 TR las concentraciones de sustrato y producto se acercaron a un intervalo estrecho de concentración. A partir de 2 TR se alcanzaron en condiciones de estado estacionario concentraciones de etanol de 35 g/L, que representan productividades de 3,5 g/L-h de etanol y rendimientos teóricos del 68%, rendimientos inferiores a la estrategia de LSFC en serie, en donde los rendimientos del proceso acoplado bordearon el 100%. En estudios realizados por Castaño et al. 7, se alcanzaron incrementos de productividad del 30% (1,3 g/L-h de etanol) utilizando la estrategia sacarificación y fermentación simultáneas (SFS) por lotes usando como materia prima almidón de yuca, y las enzimas liquozyme y spirizyme, cuando compararon los resultados contra un proceso en donde los procesos de sacarificación y fermentación se desarrollaron en forma independiente (1,0 g/L-h). Valores similares de concentración de etanol y rendimientos fueron encontrados por Neves, et al.21 utilizando la estrategia de proceso SFS a partir de harina de trigo en modo discontinuo, lo que pone de manifiesto el éxito en el desarrollo del proceso en continuo.
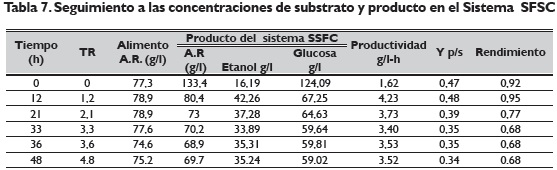
La producción en continuo a través del proceso SFSC con uso de levaduras auto-floculantes operando a una D 0,042 h-1 permitió alcanzar productividades del orden de 3,58 g/L-h y eficiencias de rendimiento del 86.2%, muy similares a los resultados de este proyecto10. Los valores de concentración de etanol en el sistema LSFC son mayores a los producidos en el proceso SFSC (4,38 vs 3,5 g/L-h). La comparación de las concentraciones de A.R. en las corrientes de entrada y salida permite concluir que el proceso enzimático operó sin inconvenientes, pese a que el proceso se realizó a una temperatura inferior a la reportada como óptima según la casa fabricante (40 °C vs 60 °C). Este hecho fue reportado en otras investigaciones7,22 y fue suficiente para garantizar el metabolismo de la levadura. Al comparar la concentraciones de A.R. y glucosa en el sistema, se aprecia que la eficiencia del proceso de sacarificación, tomando como base la carga de almidón alimentado al proceso de licuefacción, se aproximó al 95%, pues fue dejada de sacarificar una concentración equivalente de 10 g/L de A.R.
Comparación de los procesos FC, LSFC, SFSC
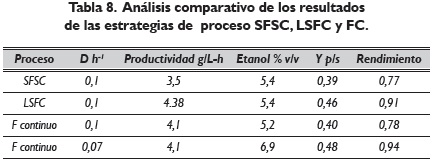
En la tabla 8 se puede evidenciar el éxito de la estrategia del proceso al acoplar las etapas de licuefacción, sacarificación y fermentación en modo continuo operando en serie a una tasa de dilución de 0,1 h-1,pues los valores de productividad alcanzados fueron iguales frente al control (fermentación en continuo operando a la misma tasa de dilución). La estrategia de proceso SFSC presentó una reducción en el valor de productividad. No hubo diferencia en los valores de concentración de etanol alcanzados en los procesos (5,4 %v/v); solo se presentó una diferencia en concentración en el proceso FC (fermentación en continuo) que operó a una tasa de dilución de 0,07 h-1,que alcanzó una concentración de 6,9% v/v.
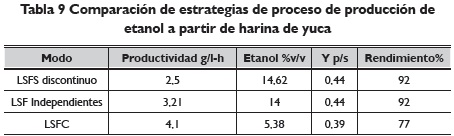
Al comparar los resultados del proceso de acoplamiento LSFC (Licuefacción sacarificación fermentación simultánea en modo continuo) con los procesos LSFS (Licuefacción sacarificación fermentación simultáneas en modo discontinuo)2 y el proceso LSF (Licuefacción, sacarificación y fermentación independientes en modo discontinuo)9 se observa que el proceso LSFC presenta el mayor valor de productividad (4,3 g/L-h vs 2,5 g/L-h y 3,21 g/L-h, respectivamente. En la tabla 9 se aprecia que la concentración de etanol alcanzada en el proceso LSFC fue menor a las concentraciones de los procesos LSFS y LSF (5,40 % v/v vs 14,62 y 14 % v/v, respectivamente).
Se recomienda a la misma tasa de dilución utilizada, evaluar el efecto de la concentración del inoculo sobre el porcentaje de consumo de sustrato en el proceso discontinuo que sirve de arranque de los procesos en continuo.
Conclusiones
Es factible técnicamente el acoplamiento en serie de los tres procesos en modo continuo: licuefacción, sacarificación y fermentación. Los procesos de sacarificación y fermentación simultáneos se pueden desarrollar en modo continuo. Los procesos se pudieron integrar a una tasa de dilución de 0,1 h-1.Se alcanzaron productividades de 4,38 g/Lh de etanol con concentraciones de 5,4% v/v, que equivale a rendimientos del 90%. Se alcanzaron productividades superiores a las estrategias de proceso LSFS en discontinuo y LSF independientes en modo discontinuo. Los resultados de esta investigación pueden ser utilizados por la industria nacional de producción de alcohol etílico para ser usado como oxigenante biológico de gasolinas, como respuesta a los requerimientos de la Ley 693 de 2001; como alcohol etílico potable para la fabricación de bebidas, y en la industria de perfumes. Los resultados de la investigación fortalecen tecnológicamente la cadena productiva de la yuca (productores agrícolas y procesadores industriales) al validar la viabilidad técnica de integrar en modo continuo y en forma simultánea los procesos de licuefacción, sacarificación y fermentación, y demostrar que se alcanzaron mayores productividades comparados con los procesos discontinuos, hecho que representa mayor economía en el proceso por reducción de costos de operación al integrar los procesos en una sola etapa, permitiendo incrementar la capacidad de procesamiento de la plantas de proceso.
Agradecimientos
Los autores agradecen al Politécnico Colombiano Jaime Isaza Cadavid y a la Universidad de Antioquia por la financiación del proyecto 2061090122: Producción de etanol en continuo a partir de harina de yuca.
Referencias bibliográficas
1. SÁNCHEZ TORO, Oscar y CARDONA ALZATE, Carlos. Producción de alcohol carburante, una alternativa para el desarrollo agroindustrial. Manizales: Universidad Nacional de Colombia. Sede Manizales: 2007, 396 p. [ Links ]
2. CASTANO PELAEZ, Hader; et al. Producción de etanol a partir de harina de yuca en un sistema de hidrólisis enzimática y fermentación simultánea. En: Dyna Rev. Fac. Nac. Minas. Oct. 2011. Vol. 78, N° 169. p. 481-490. [ Links ]
3. QUINTERO RAMIREZ, Rodolfo. Ingeniería Bioquímica Teoría y Aplicaciones. México: Editorial Alhambra Mexicana, 1981. 332 p. [ Links ]
4. GODIA CASABLANCA, F. y LOPEZ SANTIN, J. Ingeniaría Bioquímica. Madrid: Editorial Síntesis, 1998. 350 p. [ Links ]
5. COLOMBIA. PROEXPORT COLOMBIA. Sector de Biocombustibles en Colombia. Bogotá: El Ministerio, 2012. [En línea]. [Citado el 7 abril de 2012]. Url disponible en: http://www.inviertaencolombia.com.co/images/perbil_biocombustibles_2012.pdf. [ Links ]
6. ATTHASAMAPUNNA, P.; SOMCHAI, P., y ARTJARIYASRIPONG S. Production of fuel ethanol from cassava. EN: MIICEN Journal. January 1987. Vol. 3, N° 1, p. 153-142. [ Links ]
7. CASTAÑO PELAÉZ, Hader y MEJÍA GÓMEZ, Carlos. Producción de etanol a partir de almidón de yuca utilizando la estrategia de proceso Sacarificación-fermentación Simultánea (SSF). EN: Vitae. Diciembre 2008. Vol.15, N° 2, p. 251-258. [ Links ]
8. SRIKANTA S.; et al. Techno-economic feasibility of ethanol production from fresh cassava tubers in comparison to dry cassava chips. EN: Die Nahurng. 1992. Vol. 3. p. 253-258. [ Links ]
9. CASTAÑO PELAÉZ, Hader; MEJÍA GÓMEZ Carlos y ACOSTA CÁRDENAS, Alejandro. Producción de etanol a partir de harina de yuca a nivel de planta piloto. EN: Seminario Académico Bioetanol 2009. Desarrollo Tecnológico, impacto ambiental y social (1: 26-27 febrero: Medellín, Antioquia). Memorias. Medellín. 2009. p. 35-43. [ Links ]
10. CHOI, Gi-Wook; et al. A Continuous ethanol production from cassava through simultaneous saccharification and fermentation by self-focculating of raw cassava starch to ethanol. EN: Apply Biochemical Biotechnology. January 2010. Vol. 160, N° 5, p. 1517-1527. [ Links ]
11. ROBLE, N. D.; OGBONNA, J. C. y TANAKA, H. A novel circulating loop bioreactor with cells immobilized in Loofa (Luffa cilindrica) sponge for the bioconversion of raw cassava starch to ethanol. EN: Appl. Microbiol Biotechnology. January 2003.Vol. 60, N° 6, p. 671-678. [ Links ]
12. TRIPETCHKUL, Sadarut; TONOKAWA, Michio y ISHIZAKI, Ayaaki. Continuous ethanol production by Zymomomnas mobilis from sago starch hydrolysate and natural ruber waste. EN: Journal of fermentation and Bioengineering. September I992. Vol. 74, N° 6, p. 384-388. [ Links ]
13. KIM, Chuly & RYU, Yeon Woo. Continuous alcohol fermentation by Kluveromyces fragilis usingjerusalem artichoke. EN: Korean J. of Chem Eng. August I993. Vol. 10, N° 4, p. 203-206. [ Links ]
14. ACOSTA CÁRDENAS, Alejandro y CASTAÑO PELAÉZ, Haden. Diseño de proceso de producción de alcohol carburante a partir de jarabes glucosados de la región del Urabá Antioqueño. Medellín. Colombia: MADR, 2008. [ Links ]
15. AOAC. Official Methods of Analysis. 15 .Ed. USA: AOAC lnternational, 2005. [ Links ]
16. MILLER, Gail Lorenz. Use of Dinitrosalicylic Acid Reagent for Determinaron of Reducing Sugar. EN: Anal Chem. March 1959.Vol. 31, N° 3, p. 426-428. [ Links ]
17. HOSHINO, Kazuhiro; et al. Continuous ethanol production from raw starch» using a reversibly soluble-autoprecipitating amylase and flocculating yeast cells. EN: Journal of Fermentation and Bioengineering. April 1990. Vol. 69, N° 4, p. 228-233. [ Links ]
18. BAYROCK, Dennis R y INGLEDEW, W.M. Ethanol production in multistage continuous, single stage continuous, Lactobacillus-contaminated continuous, and batch fermentations. EN: World Journal of Microbiology & Biotechnology. January 2005. Vol. 21, N° 1, p. 83-88. [ Links ]
19. DE VASCONCELOS, J. N.; LOPES, C. E. y DE FRANÇA, F. R. Continuous ethanol production using yeast immobilized on sugar-cane stalks. EN: Brazilian journal of chemical engineering. July-September 2004.Vol. 21, N°3, p. 357-365. [ Links ]
20. CHOI, Gi-Wook; et al. Simultaneous saccharification and continuous fermentation of sludge-containing mash for bioethanol production by Saccharomyces cerev/s/oeCHFY0321. EN: Journal of chemical Technology and Biotechnology. February 2012. Vol. 157, N° 4, p. 584-589. [ Links ]
21. DAS NEVES, Marcos Antonio; et al. Production of Alcohol by Simultaneous Saccharification and Fermentation of Low-grade Wheat Flour. EN: Brazilian Archives of Biology and Technology. May 2006. Vol. 49, N° 6, p. 481-490. [ Links ]
