










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkLuna Azul
Print version ISSN 1909-2474
Luna Azul no.40 Manizales Jan./June 2015
https://doi.org/10.17151/luaz.2015.40.3
ESTERIFICATION AND TRANSESTERIFICATION OF WASTE OILS FOR BIODIESEL OBTAINING
Mauricio Medina Villadiego1
Yesid Ospino Roa2
Lesly Tejeda Benítez3
1. Ingeniero Químico. Universidad de Cartagena. Cartagena, Colombia. maume12@hotmail.com
2. Ingeniero Químico. Universidad de Cartagena. Cartagena, Colombia. yesi_or1025@hotmail.com
3. Magíster en Ingeniería Ambiental. Profesor Universidad de Cartagena. Cartagena, Colombia. lptbenitez@gmail.com
Recibido el 31 de julio de 2013, aprobado el 21 de enero de 2014, actualizado el 1 noviembre de 2014
RESUMEN
El biodiesel es un biocombustible producido a partir de grasas y aceites, y debido a las desventajas del uso de los combustibles fósiles, su producción y consumo ha aumentado en los últimos años. En este trabajo fue estudiada la esterificación por catálisis ácida y la transesterificación alcalina de aceites residuales para obtener biodiesel. Las condiciones de relación aceite-metanol (6:1 y 5:1) y concentración de catalizador fueron variadas para seleccionar las más favorables para el proceso. Los aceites usados fueron recolectados en restaurantes de la ciudad de Cartagena. Se encontró que la variable con mayor efecto en el rendimiento de la reacción fue la relación aceite-metanol, favoreciéndose para bajas concentraciones de metanol (6:1), a las cuales se obtienen rendimientos superiores al 93%. La concentración de catalizador no influyó de manera significado la eficiencia de la esterificación. El biodiesel obtenido presentó buenas características de acidez y bajo contenido de azufre. Adicionalmente, se evidenció la necesidad de un pretratamiento a los aceites y una purificación del biodiesel para lograr el cumplimiento de estándares internacionales.
PALABRAS CLAVE
Aceites residuales, esterificación, transesterificación, biodiesel.
ABSTRACT
Biodiesel is a biofuel produced from fats and oils and because of the disadvantages of fossil oils use, its production and consumption has increased in recent years. In this work the esterification of waste oil by acid catalysis and alkaline transesterification to obtain biodiesel was studied. The oil-methanol (6:1 and 5:1) ratio conditions and catalyst concentration were varied to select the most favorable for the process. The oils used were collected in restaurants in the city of Cartagena. It was found that the variable to greater effect on the reaction yield was the oil-methanol ratio, favoring low concentrations of methanol (6:1), from which yields higher than 93% are obtained. The catalyst concentration did not affect significantly the efficiency of esterification. The biodiesel obtained had good acidity characteristics and low sulfur content. Additionally the need for a pretreatment to oils and biodiesel purification to achieve compliance of international standards was evidenced.
KEY WORDS
Waste oils, esterification, transesterification, biodiesel.
INTRODUCCIÓN
En la actualidad el ser humano presenta la necesidad de encontrar nuevas alternativas a las energías fósiles debido a dos aspectos fundamentales, el primero es que los combustibles fósiles se están agotando día a día, y se requiere un combustible alternativo para cumplir con la demanda de energía del mundo. El biodiesel es una de las mejores fuentes disponibles para suplir esta demanda (Basha, Gopal y Jebaraj, 2009).
Como segundo aspecto está la preservación del ambiente; el hombre está obligado a contribuir con soluciones a la problemática ambiental y todos los daños que conllevan las actividades que realiza, por esto los científicos han puesto las miradas en los biocombustibles y en especial en el biodiesel.
El biodiesel es un combustible renovable que se obtiene a partir de aceites vegetales y grasas animales, se puede usar mezclado con el diesel en motores diesel, disminuyendo las emisiones de óxido de azufre, carbono, dióxido y monóxido de carbono, plomo e hidrocarburos generados en el proceso de combustión (Sharma, Singh y Upadhyay, 2008).
El concepto de biodiesel como combustible alternativo ha ganado importancia en todo el mundo. El biodiesel, que se refiere a ésteres monoalquílicos que se derivan de aceites o grasas y alcoholes de pesos moleculares bajos en presencia de catalizadores (Aroua, Atadashi y Aziz, 2010).
Las materias primas utilizadas convencionalmente en la producción de biodiesel han sido los aceites de semillas oleaginosas como el girasol y la colza en Europa, la soya en Estados Unidos, el coco en Filipinas y la palma en Suramérica, Malasia e Indonesia (Gaffney y Marley, 2009). Sin embargo, las entidades que protegen el medio ambiente se han pronunciado contra el uso de los aceites vegetales para la obtención de biodiesel, debido a que estos cultivos, en especial la palma requieren altas cantidades de agua para regular su crecimiento, provocando grandes gastos de este recurso natural y presentan los efectos negativos de la agricultura intensiva como cambio en el uso del suelo, erosión, uso de plaguicidas y agroquímicos (Hilbert, Lamersa y McCormicka, 2008).
Teniendo en cuenta esta problemática, se ha planteado como principal solución las materias primas de segunda generación que evitan el enfrentamiento con la problemática alimentaria, por esto, se propone la producción de biodiesel a partir de aceites residuales como materia prima ya que son una alternativa doblemente ecológica (Liu, McDonald y Wang, 2010), puesto que se evita la disposición de los aceites usados a los desagües que contaminan las aguas (Deng et al., 2010), y además se obtiene un combustible más limpio que los provenientes de energías fósiles.
El proceso que se utiliza frecuentemente para la producción comercial de biodiesel es la transesterificación, la reacción se puede catalizar con catalizadores homogéneos (ácido o base) o heterogéneos (ácido, base, o una enzima) que consiste en la conversión de los triglicéridos en alquilésteres usando un alcohol de cadena corta. Generalmente se usan catalizadores alcalinos homogéneos, especialmente hidróxido de sodio y de potasio porque proporcionan mayor velocidad de reacción que la conversión de los catalizadores ácidos para la transesterificacion de triglicéridos en biodiesel (Aroua et al., 2010).
La problemática de la transesterificación de aceites usados radica en que se necesitan temperaturas más altas, tiempos largos de reacción y es necesario que los reactivos sean anhidros para evitar que se produzcan reacciones secundarias, como la de saponificación; los triglicéridos deben tener una baja proporción de ácidos grasos libres para evitar que se neutralicen con el catalizador y se formen jabones. Si solo se emplea la esterificación con ácidos bronsted (sulfúricos y sulfónicos), a pesar de resultar altos rendimientos en ésteres alquílicos, las reacciones son lentas, necesitando temperaturas mayores a 100°C y más de tres horas para completar la conversión (Deng et al., 2010). Se ha encontrado que altas temperaturas y altas concentraciones de ácido pueden quemar el aceite, siendo esta la causa del bajo rendimiento en la producción de biodiesel (Sharma et al., 2008). Las tecnologías básicas usadas individualmente comparten desventajas como el uso necesario del alcohol en exceso para un rendimiento óptimo, afectando el punto de chispa del producto (Chen et al., 2010).
En este trabajo se llevó a cabo el proceso de esterificación y transesterificación por catálisis ácida y alcalina como tecnologías combinadas para mejorar el rendimiento de la obtención de biodiesel a partir de aceites residuales y disminuir los costos de operación debido a menores tiempos de reacción y menor energía requerida.
MATERIALES Y MÉTODOS
Recolección de aceites residuales
Los aceites usados fueron recolectados en cuatro restaurantes de la ciudad de Cartagena, que generan en promedio entre 5 y 20 litros semanales de aceite residual, y a los cuales no se les hace ningún tipo de gestión para su disposición.
Pretratamiento de aceites residuales
Los aceites fueron sometidos a filtración al vacío para eliminar impurezas y posteriormente fueron secados a 120°C con agitación suave durante 75 minutos para remover la humedad.
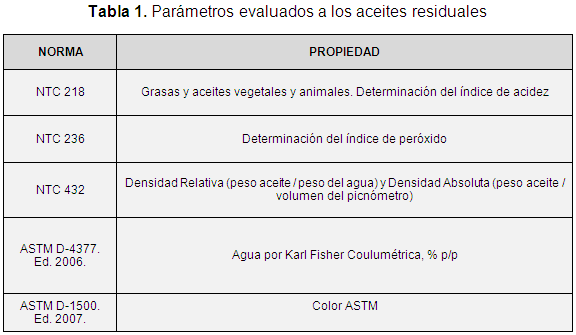
Caracterización de aceites
Se evaluó el índice de acidez y densidad relativa de acuerdo a las Normas Técnicas Colombianas (NTC) y el contenido de agua y el color según las normas de la American Society for Testing and Materials (ASTM), como se muestra en la Tabla 1.
Esterificación y transesterificación
La esterificación ácida fue realizada usando ácido sulfúrico de calidad analítica durante 90 minutos a 60°C, La transesterificación básica se realizó con hidróxido de sodio de alta pureza. Se usó un diseño de experimentos factorial 23, en el cual los factores de interés estudiados fueron la relación aceite-ácido (A), concentración de hidróxido de sodio (B) y relación aceite-metanol (C). Los niveles evaluados para cada factor se muestran en la Tabla 2 (Gumus, 2010). Cada tratamiento se realizó por duplicado, es decir, se realizaron 2x23 = 16 corridas experimentales.

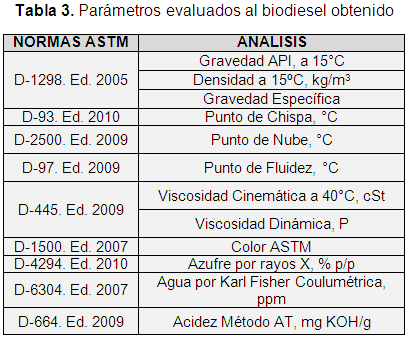
Caracterización del biodiesel
Se determinó el volumen de biodiesel obtenido para calcular el rendimiento de la reacción. Los resultados obtenidos fueron analizados de acuerdo a las normas ASTM. El análisis estadístico del diseño de experimentos se efectuó por medio del análisis de varianza, que permitió identificar los factores estadísticamente significativos y sus niveles más favorables en el incremento del rendimiento de la reacción. El producto final fue caracterizado siguiendo las normas ASTM que se muestran en la Tabla 3.
RESULTADOS Y DISCUSIÓN
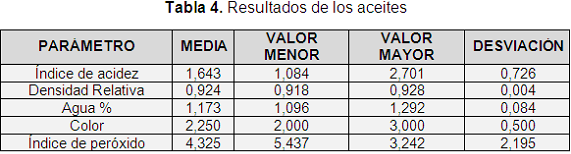
Caracterización de aceites
La Tabla 4 presenta los resultados de la caracterización de los aceites residuales evaluados. Se encontró uniformidad en los resultados de las propiedades evaluadas. El índice de peróxido presenta un valor promedio de 4,325, indicando que el biodiesel obtenido permitirá una combustión más completa reduciendo principalmente emisiones de monóxido de carbono e hidrocarburos no quemados. El color oscuro de las muestras de aceites es resultado del desgaste al que fueron sometidos en su vida útil y la ruptura de las cadenas de ácidos grasos. De acuerdo al índice de acidez, los aceites residuales son aptos para producir biodiesel. Phan y Phan (2008) reportaron índices de acidez de aceites residuales de cocina entre 0,67 y 3,64, y los aceites residuales estudiados por Enweremadu y Mbarawa (2009) presentaron índices de acidez de 5,3 y 6,3, valores mayores que el promedio de 1,64 encontrado en este estudio. La densidad promedio de los aceites estudiados fue de 0,924, similar al valor de 0,92 encontrado por Phan y Phan (2008) y de 0,924 reportado por Demirbas (2009). Enweremadu y Mbarawa (2009) por su parte reportaron densidades de 0,93 y 0,937. El contenido de agua promedio de 1,17 es similar al encontrado por Enweremadu y Mbarawa (2009) quienes reportaron 1,1 y 1,4%, sin embargo es alto si se compara con el encontrado por Demirbas (2009) de 0,42%, lo cual indica que el aceite debe ser deshidratado antes de la transesterificación para evitar la saponificación. Esto se debe a que muchos de estos aceites toman la humedad de los alimentos que fueron preparados con él durante toda su vida útil.
Evaluación de las condiciones de reacción
Los resultados de rendimiento de reacción de las corridas experimentales se muestran en la Tabla 5.
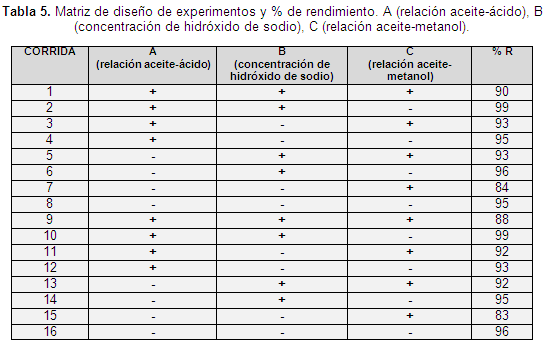
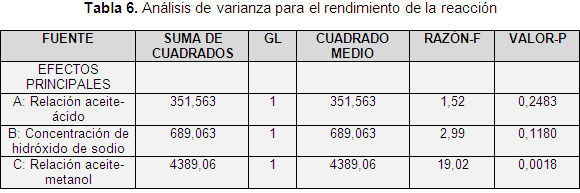
La Tabla 6 muestra la influencia que presentan los factores en la reacción. La relación aceite-metanol es el factor que presenta una influencia significativa en la reacción favoreciéndose para bajas concentraciones de metanol, a las cuales se obtienen rendimientos del 90%. Los otros factores de interés (concentración de ácido sulfúrico e hidróxido de sodio) no influyen significativamente en el rendimiento de la reacción en el rango evaluado.
Caracterización del biodiesel obtenido
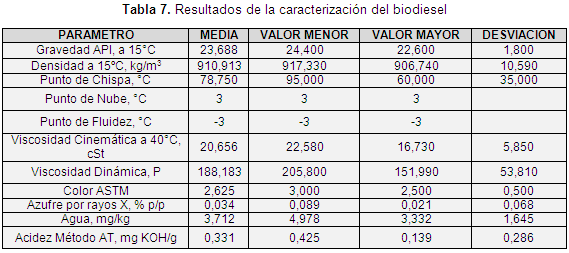
La Tabla 7 muestra los resultados de la caracterización. El biodiesel producido a partir de los aceites residuales tiene una buena calidad, sin embargo algunos parámetros como gravedad API, punto de chispa, la viscosidad cinemática y el contenido de agua no cumplieron los estándares, lo cual se puede evitar realizando un eficiente pretratamiento del aceite antes de su uso en la esterificación.
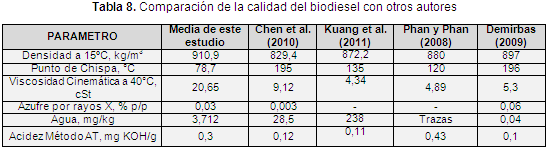
Otros autores han evaluado el biodiesel obtenido a partir de aceites residuales de cocina, estos parámetros comparados con los resultados de este estudio se muestran en la Tabla 8. La viscosidad se relaciona con los triglicéridos no convertidos que deben ser separados, y el punto de chispa es inferior a los demás, y de acuerdo a Berkemeier et al. (2006), es causado por la presencia del metanol en exceso no separado, disminuye 50°C con solo incrementar el contenido de metanol en el éster en un 0,5%.
Al observar los resultados de los análisis de las muestras notamos que todas tienen viscosidades mucho mayores que las que exige la norma. La viscosidad se correlaciona con los triglicéridos sin reaccionar, por lo tanto, al igual que sucede con el punto de chispa, es recomendable tener mayores tiempos de reacción. Otro aspecto que afecta directamente la viscosidad son las pequeñas partículas suspendidas que el aceite atrapa durante su vida útil, la solución para este inconveniente estaría en llevar a cabo un filtrado adecuado. El contenido de agua en las muestras es excesivo por lo que es recomendable un secado previo a las reacciones. Se resalta que los valores de acidez están dentro de lo establecido por la norma seguida por el método ASTM D-664, cuyo valor límite es 0,5 mg de KOH/g.
De lo anterior, se puede afirmar que para obtener biodiesel a partir de aceites residuales es necesario que los reactivos sean anhidros y de alta pureza. El no cumplimiento de esta condición dará como resultado un biodiesel con bajos grados API y principalmente alto contenido de agua, por consiguiente muy lejos de la norma, como se notó en los análisis llevados a cabo. Es de mucha importancia para el pretratamiento del aceite residual contar con un sistema de secado adecuado, que facilite tener una materia prima libre de agua o en su defecto poca humedad para obtener un producto con la humedad y densidad acorde a la norma. El filtrado es vital para la calidad del biodiesel obtenido en propiedades como el API y viscosidad cinemática, además de una leve influencia en el color. Un filtrado inadecuado puede repercutir en obtener bajos grados API, debido a la materia que acumula el aceite en el transcurso de su vida útil (harinas, residuos de alimentos, etc.). La viscosidad cinemática se ve afectada debido a la influencia de los sólidos disueltos, obteniendo viscosidades mayores a las establecidas en la norma, siendo necesario contar con un sistema de filtrado de óptima eficiencia. Los tiempos de reacción debe ser más largos, o de alguna manera experimentar cuáles serían los ideales para determinar cuando el metanol ha sido removido totalmente del biodiesel para así no verse afectado el punto de chispa del producto y pueda cumplir con el valor requerido por la norma.
CONCLUSIONES Y RECOMENDACIONES
Se logró verificar la viabilidad de obtener aceites residuales de restaurantes de mediano tamaño y las cantidades que desechan estos son buenas para usar como materia prima en la obtención de biodiesel, añadiendo que se consiguen de manera gratuita o a muy bajo costo ya que la mayoría de estos establecimientos no le dan ningún uso.
Los aceites residuales de cocina estudiados presentaron buenas propiedades de acidez e índice de peróxido. El color y la humedad son altos debido al uso que recibieron estos aceites, por ende es bueno tener en cuenta que a esta materia prima se le debe hacer un pretratamiento muy riguroso para acondicionar los aceites. Se encontró que la reacción tuvo rendimientos superiores al 90% y que la relación aceite-metanol es la variable que afecta el rendimiento, favoreciéndose para bajas concentraciones de metanol. La variación en la dosis de catalizador presentó poca influencia en la reacción.
El biodiesel obtenido presentó buena acidez, bajo contenido de azufre, sin embargo es necesario un pretratamiento del aceite y una purificación del biodiesel obtenido para que cumpla con las normas en parámetros como el punto de chispa, el contenido de humedad, la densidad y la viscosidad.
AGRADECIMIENTOS
Al Laboratorio del Programa de Ingeniería de Alimentos de la Universidad de Cartagena y a los laboratorios de la empresa INSPECTORATE COL, por su colaboración en la realización de experimentos y análisis del biodiesel.
REFERENCIAS
• Aroua, M.K., Atadashi, I.M. y Aziz, A. A. (2010). High quality biodiesel and its diesel engine application: A review. Renewable and sustainable energy reviews, 14(7), 1999-2008. [ Links ]• Basha, S.A., Gopal, K.R. y Jebaraj, S. (2009). A review on biodiesel production, combustion, emissions and performance. Renewable and sustainable energy reviews, 13(6-7), 1628-1634. [ Links ]
• Berkemeier, R., Bordado, J., Correia, M., Felizardo, P., Mendes, J. y Raposo, I. (2006). Production of biodiesel from waste frying waste frying oil. Waste Manage, 26(5), 487-494. [ Links ]
• Chen, S., Yan, Y., Yang, R. y Zhang, J. (2010). Biodiesel production from vegetable oil using heterogeneous acid and alkali catalyst. Fuel, 89(10), 2939-2944. [ Links ]
• Demirbas, A. (2009). Progress and recent trends in biodiesel fuels. Energy Conversion and Management, 50 (1), 14-34. [ Links ]
• Deng, S., Lammers, P., Patil, P. y Rhodes, J. (2010). Conversion of waste cooking oil to biodiesel using ferric sulfate and supercritical methanol processes. Fuel, 89(2), 360-364. [ Links ]
• Enweremadu, C. y Mbarawa, M. (2009). Technical aspects of production and analysis of biodiesel from used cooking oil - A review. Renewable and Sustainable Energy Reviews, 13(9), 2205-2224. [ Links ]
• Gaffney, J. y Marley, N. (2009). The impacts of combustion emissions on air quality and climate - From coal to biofuels and beyond. Atmospheric Environment, 43(1), 23-36. [ Links ]
• Gumus, M. (2010). A comprehensive experimental investigation of combustion and heat release characteristics of a biodiesel (hazelnut kernel oil methyl ester) fueled direct injection compression ignition engine. Fuel, 89(10), 2802-2814. [ Links ]
• Hilbert, J., Lamersa, P. y McCormicka, K. (2008). The emerging liquid biofuel market in Argentina: Implications for domestic demand and international trade. Energy Policy, 36(4), 1479-1490. [ Links ]
• Kuang, L., Ma, S., Nie, J., Riley, W., Wang, Y. y Zhao, M. (2011). Improving the cold flow properties of biodiesel from waste cooking oil by surfactants and detergent fractionation. Fuel, 90(3), 1036-1040. [ Links ]
• Liu, S., McDonald, T. y Wang, Y. (2010). Producing biodiesel from high free fatty acids waste cooking oil assisted by radio frequency heating. Fuel, 89(10), 2735-2740. [ Links ]
• Phan, A. y Phan, T. (2008). Biodiesel production from waste cooking oils. Fuel, 87(17-18),3490-3496. [ Links ]
• Sharma, Y., Singh, B. y Upadhyay, S. (2008). Advancements in development and characterization. Fuel, 87(12), 2355-2373. [ Links ]
Para citar este artículo: Medina Villadiego, M., Ospino Roa, Y. & Tejeda Benítez, L. (2015). Esterificación y transesterificación de aceites residuales para obtener biodiesel. Revista Luna Azul, 40, 25-34. Recuperado de http://lunazul.ucaldas.edu.co/index.php?option=content&task=view&id=997
