











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkI. Introducción
En el campo de la salud visual, específicamente en el área de optometría y oftalmología se utilizan una serie de equipos como Queratómetros y Tonómetros para diagnóstico y Lensómetros para formulación de lentes, estos equipos se convierten en parte fundamental para el especialista que le permiten llegar a la toma de decisiones y son una herramienta necesaria para entregar al paciente un diagnostico asertivo y una formulación precisa y confiable.
De acuerdo a la aplicación clínica de estos equipos y la importancia que tienen en el momento de la emisión de un resultado, surge la necesidad de su calibración, que con el reporte de errores e incertidumbres en los puntos evaluados, ayuda al especialista a entregar diagnósticos más precisos y confiables; sin embargo actualmente no existe un método de calibración estandarizado para la calibración de estos equipos.
En virtud de lo anterior se desarrollaron tres métodos de calibración para cada uno de los equipos en evaluación (Queratómetro, tonómetro y lensometro), utilizando para los tres, técnicas de comparación directa con patrones trazables, en este contexto, el objetivo final aquí propuesto, fue la validación de estos métodos desarrollados y posteriormente la estandarización, mediante la acreditación bajo la norma NTC-ISO/IEC 17025:2005.
II. Methodología
Luego de un estudio de las especificaciones técnicas, modos de funcionamiento y uso, principios físicos o fenómeno físico asociado al equipo o magnitud a calibrar, se definió la metodología para desarrollar un procedimiento de calibración técnicamente apto que se pudiera modificar o ajustar a las necesidades.
La estandarización de los métodos de calibración se desarrolló utilizando métodos de comparación directa de la indicación que reportaba cada equipo en evaluación con respecto a la magnitud de los patrones utilizados, que contaban con trazabilidad de laboratorios acreditados en la norma NTC-ISO/IEC 17025:2005.
Para los Queratómetros se utilizó un juego de esferas con unos diámetros correspondientes al intervalo de Dioptrías que se encuentran en el promedio de lecturas registradas normalmente por este equipo, equivalentes a la curvatura del ojo humano (40,50 D; 42,25 D; 45,00 D). En el caso de los tonómetros se utilizó un juego de cuatro pesas no normalizadas equivalente cada una a un valor de presión intraocular de 20 mmHg, que representa la fuerza que se utiliza para aplanar la córnea. Para los Lensómetros se utilizó un juego de lentes esféricos y uno cilíndrico que cubre el intervalo de trabajo normal de este equipo (-20 D a +20 D). La muestra para cada clase de dispositivo fue de tres diferentes tipos de equipo, que incluyeran indicación análoga o digital y que se encontraran normalmente dentro de las marcas comerciales.
Para la validación del método se contó con la participación de cuatro (4) metrólogos y cada uno de ellos realizo cinco (5) calibraciones para cada uno de los tres (3) diferentes tipos de equipos seleccionados, estas mediciones se realizaron en condiciones de repetibilidad, controlando las magnitudes de influencia que podrían afectar la prueba, como es el caso de la temperatura ambiente, que se estableció en 20 °C ± 2 °C.
Para las pruebas de robustez del método se realizaron pruebas en sitios con diferentes alturas sobre el nivel del mar, donde además de la temperatura, cambia también la temperatura.
Las Incertidumbres asociadas a cada método, fueron estudiadas y seleccionadas de acuerdo a normas de referencia que estaban relacionadas con las magnitudes de los diferentes equipos en el caso del Tonómetro, presión, fuerza y masa6,7,8 y en el caso de los Queratómetros y Lensómetros la magnitud dimensional9.
En el análisis de los resultados se utilizó la prueba de Anova con el fin de buscar diferencia entre la media de cada punto evaluado entre un nivel de metrólogos y otro. Se consideraron diferencias estadísticas de p < 0,05 para la razón-F con un nivel de confianza del 95%.
Para determinar la linealidad del método de calibración se utilizó la prueba de t-student. Se consideraron diferencias estadísticas para una p < 0,05.
III. Resultados
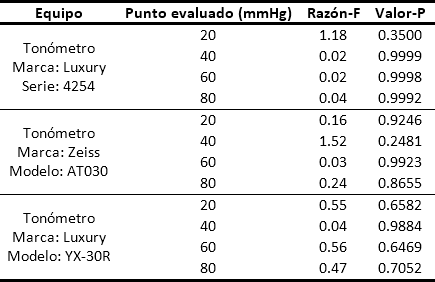
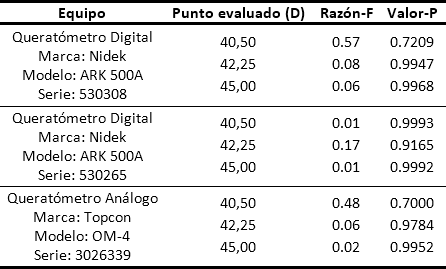
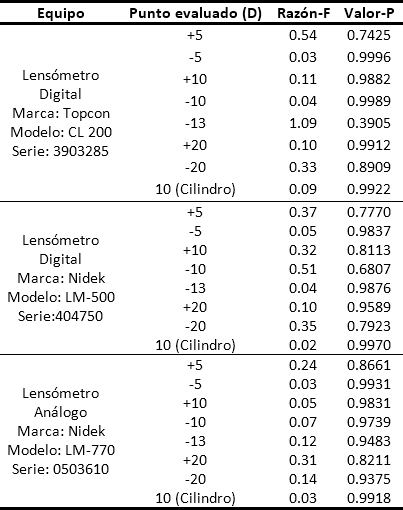
Los resultados emitidos por cada metrólogo a través del método de comparación directa con los patrones de trabajo, para cada uno de los equipos evaluados, fueron analizados utilizando como método estadístico Anova simple, para determinar la repetibilidad y reproducibilidad, mediante la herramienta de STATGRAPHICS. La tabla ANOVA descompone la varianza de cada punto evaluado en dos componentes: un componente entre-grupos y un componente dentro-de-grupos (Intra grupos). La razón-F, es el cociente entre el estimado entre-grupos y el estimado dentro-de-grupos, puesto que el valor-P de la razón-F es mayor o igual que 0,05, no existe una diferencia estadísticamente significativa entre la media de cada punto evaluado entre un nivel de metrólogos y otro, con un nivel de confianza del 95,0%. Los resultados se encuentran en las Tablas 1, 2 y 3.
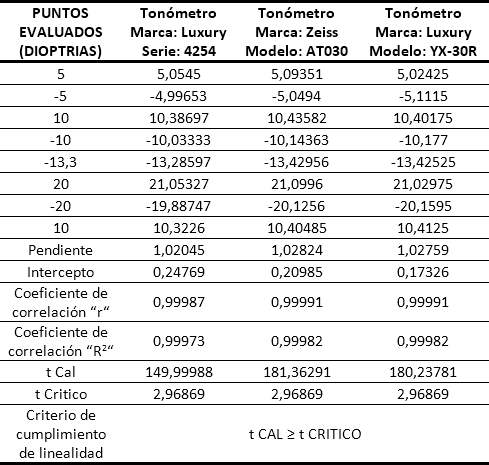
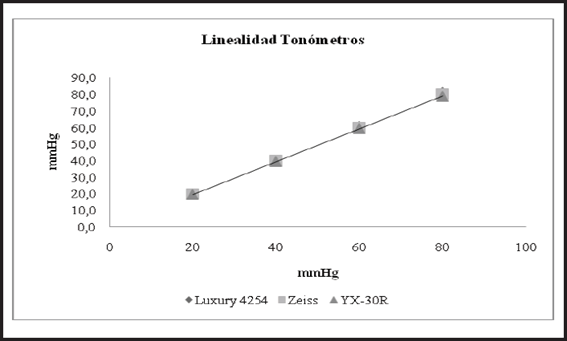
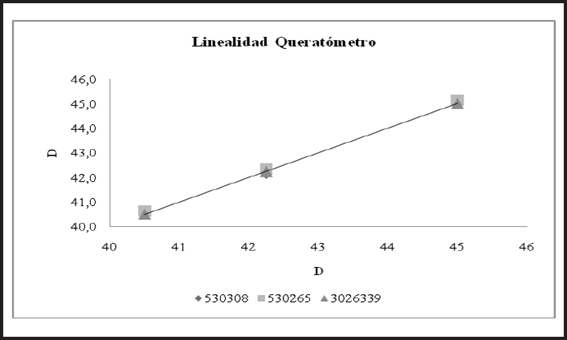
Por otro lado se evalúo la linealidad, exactitud y robustez del método, para determinar su validez. La linealidad permitió establecer la capacidad del método de calibración dentro de un intervalo determinado, de dar respuesta o resultados instrumentales que sean proporcionales al punto evaluado; cualitativamente el método es lineal evaluando el coeficiente de correlación R2 que es mayor a 0.99, lo que significa que existe una correlación con una probabilidad elevada, sin embargo para obtener un mejor indicador lineal se utilizó una herramienta estadística de prueba t-student, obteniendo resultados de cumplimiento10. Los resultados de estas pruebas se encuentran en las Tablas 4, 5 y 6 y las Figs. 1, 2 y 3.
Tabla 4 Resultados del promedio de los promedios de cada punto medido en los tres diferentes tonómetros, para determinar la linealidad del método de calibración mediante una prueba de t-student
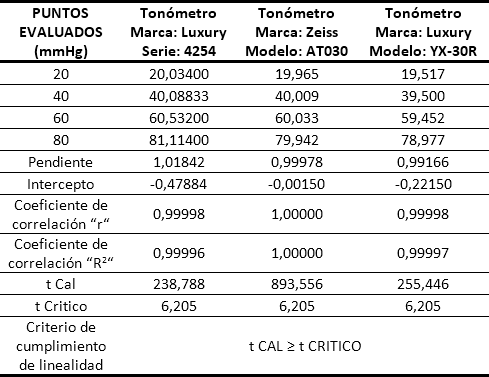
Tabla 5 Resultados del promedio de los promedios de cada punto medido en los tres diferentes Queratómetros, para determinar la linealidad del método de calibración mediante una prueba de t-student

Tabla 6 Resultados del promedio de los promedios de cada punto medido en los tres diferentes Lensómetros, para determinar la linealidad del método de calibración mediante una prueba de t-student

La exactitud esta aplicada a un conjunto de resultados de una calibración y supone una combinación de componentes aleatorios y un componente común de error sistemático o sesgo. Cuando se aplica a un método de calibración, el término “exactitud” se refiere a una combinación de veracidad y precisión. En esta prueba se determinó el grado de coincidencia existente entre el valor medio obtenido de una serie de resultados por cada metrólogo y un valor de referencia, se utilizó una herramienta estadística de prueba t-student10. Los resultados se encuentran consignados en las Tablas 7, 8 y 9.
Tabla 7 Resultados del promedio de los promedios de cada punto medido en los tres diferentes Tonómetros, para determinar la Exactitud del método de calibración mediante una prueba de t-student
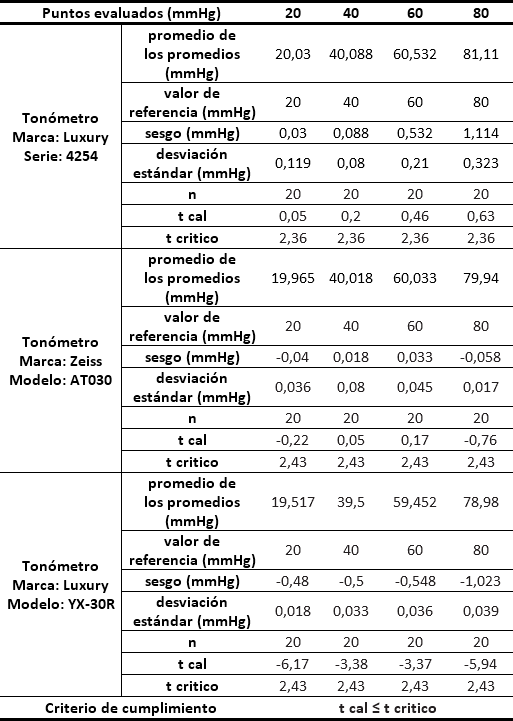
Tabla 8 Resultados del promedio de los promedios de cada punto medido en los tres diferentes Queratómetros, para determinar la Exactitud del método de calibración mediante una prueba de t-student
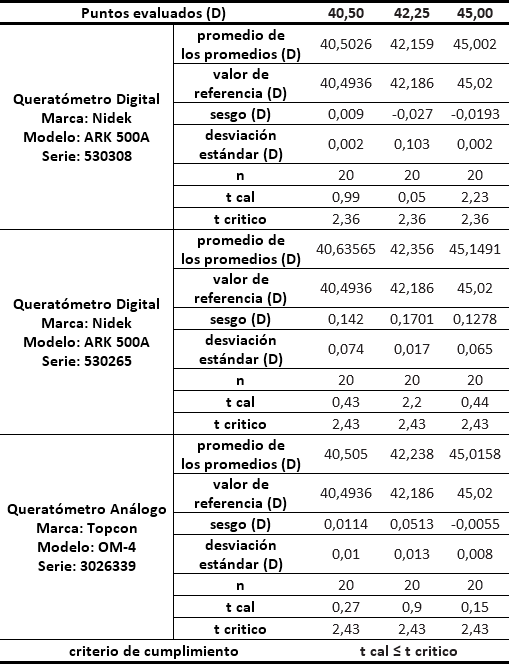
D = Dioptrías
Tabla 9 Resultados del promedio de los promedios de cada punto medido en los tres diferentes Lensómetros, para determinar la Exactitud del método de calibración mediante una prueba de t-student
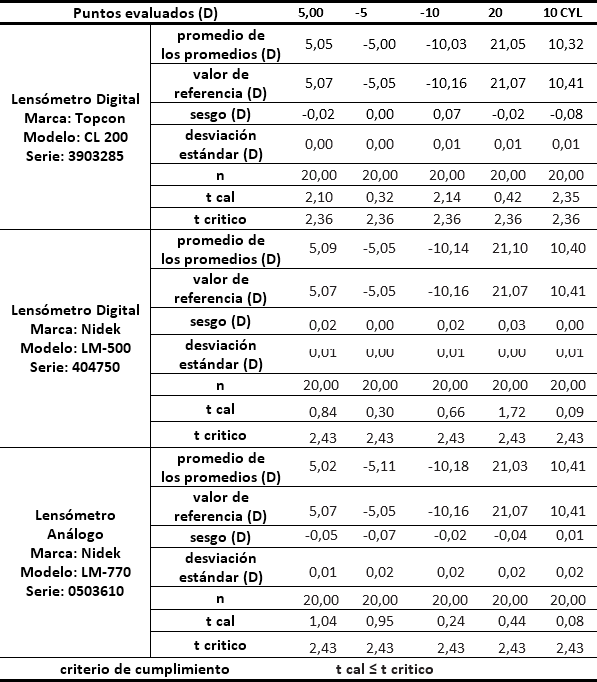
D = Dioptrías
La robustez es una medida de la capacidad de un procedimiento de calibración de no ser afectado por variaciones pequeñas pero deliberadas de los parámetros del método; proporciona una indicación de la fiabilidad del procedimiento en un uso normal. En este sentido el objetivo de la prueba de robustez es optimizar el método de calibración desarrollado por el laboratorio y describir bajo qué condiciones analíticas (incluidas sus tolerancias), se pueden obtener a través de estos, resultados confiables. Las pruebas fueron realizadas en dos diferentes ambientes donde las condiciones ambientales de temperatura y presión barométrica son extremas, determinando para cada variación si es sensible para el método desarrollado10.
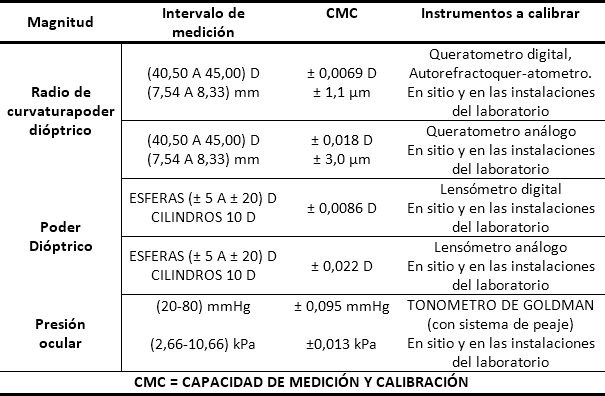
Los métodos desarrollados fueron acreditados bajo la norma NTC-ISO/IEC 17025:2005 “Requisitos generales para la Competencia de los Laboratorios de Ensayo y Calibración” por el Organismo Nacional de Acreditación en Colombia ONAC. El alcance de la acreditación se encuentra resumido en la Tabla 10.
IV. Discusión
Se desarrollaron unos métodos para la calibración de tonómetros, lensómetros y queratómetros, basados en la comparación directa de las lecturas con patrones trazables, logro de suma importancia para el crecimiento de Colombia en el contexto de la metrología, que además genera reconocimiento en más de 85 países firmantes de los acuerdos multilaterales gracias al otorgamiento de la acreditación bajo la Norma NTC-ISO/IEC 17025:2005 recibido por parte del Organismo Nacional de Acreditación (ONAC).
Las incertidumbres estimadas para cada proceso de medición que están reflejadas en el alcance de la acreditación en la Tabla 10, fueron debidamente presupuestadas de acuerdo a un análisis previo y con el apoyo de varias referencias normativas, considerando algunas componentes que aportaban los equipos bajo prueba, otras aportadas por los equipos patrón utilizados para cada medición, y además la influencia del medio en el cual se estaban llevando a cabo las mediciones como es el caso de la temperatura, finalmente se reporta una incertidumbre expandida con un factor de cobertura k = 2, con un nivel de confianza del 95 %.
Al aplicar las pruebas de robustez, teniendo en consideración la exhaustiva revisión e inclusión de las componentes de incertidumbre que podían presentar influencia en los resultados de las calibraciones, se obtuvo un método confiable ante variaciones de los parámetros que puedan afectar las mediciones.
Aunque la participación en pruebas interlaboratorios es uno de los elementos que se debe considerar para demostrar la validación de los métodos de calibración, en este caso no fue posible aplicarlo debido a que no se encontró ninguna oferta de los entes oficiales nacionales o internacionales para los ensayos de aptitud. Esto implicó que el ONAC, emitiera una carta de aceptación en la cual se especifica que esta prueba no es aplicable.
V. Conclusión
Después del tratamiento y análisis de los resultados de las mediciones realizadas en condiciones de repetibilidad a tres diferentes tipos de equipos por un equipo de metrólogos, se concluye que los métodos de calibración desarrollados son válidos, debido a que la repetibilidad y reproducibilidad comprobada con el método Anova están dentro de los parámetros establecidos por la herramienta, como también se encuentra la linealidad la exactitud y la robustez del método.
El resultado de las pruebas de repetibilidad y reproducibilidad permitieron concluir que el método aplicado, los equipos patrón utilizados y el personal técnico involucrado cumplen con los parámetros necesarios para ser considerado un método estándar y garantizan el aseguramiento de la calidad de las mediciones.
El análisis estadístico de los resultados obtenidos en las calibraciones indica que el método es repetible y reproducible, que el personal es idóneo y que los equipos patrón son confiables.

