











 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares en
SciELO
Similares en
SciELO  Similares en Google
Similares en Google 
 Permalink
PermalinkNomenclatura
v:velocidad lineal en la banda transportadora, elevador de cangilones y del tornillo sin fin.
L:longitud de la banda transportadora, tornillo sin fin.
t:tiempo.
ω: velocidad angular.
N a :potencia en la banda transportadora, elevador de cangilones y tornillo sin fin.
M:torque actuante.
F:fuerza actuante en la banda transportadora.
g:gravedad.
D e :diámetro externo del tornillo sin fin.
D i :diámetro interno del tornillo sin fin.
N:número de veces mayor al tamaño de la partícula.
T:tamaño de la partícula.
p:paso del tornillo sin fin.
#P:número de hélices del tornillo.
S:área de relleno de la camisa del tornillo sin fin.
λ: coeficiente de relleno del canal del tornillo sin fin.
ρ: densidad del material.
 : flujo másico de material.
: flujo másico de material.
η: eficiencia.
1. INTRODUCCIÓN
A partir de problemas detallados en 1 se identificaron como problemas de la industria local, que incluyen trillado de café, trigo y arroz; se resalta el aprovechamiento eficiente del espacio, el desconocimiento del diseño de sistemas de transporte y métodos de cálculo que ayuden a optimizar dicho espacio.
Las empresas molineras, mineras y de plásticos son las líderes en el manejo y manipulación de materiales granulados que deben ser transportados para su procesamiento 2-4. Para esto, se utilizan máquinas, cuya función es la manipulación del material, como por ejemplo el mezclado de materiales o transporte del material sin cambiar su estructura, forma y/o densidad, teniendo en cuenta factores como la gravedad, inclinación del terreno, dirección, tamaño del material, peso, velocidades de caudal y cantidad de material. Según la tarea, se requiere una máquina o un grupo de máquinas para realizar la tarea de transporte 5.
Por lo tanto, este trabajo nace de la necesidad de mostrar el funcionamiento de las máquinas transportadoras de granos más utilizadas en la industria local, con el fin de permitir al estudiante que las conozca, las manipule, las automatice, las mejore, las actualice con elementos nuevos de instrumentación a nivel de laboratorio y que experimente con diferentes materiales granulados, análisis de tiempos, velocidades, densidades de materiales y programación del autómata programable y el sistema SCADA 7,12.
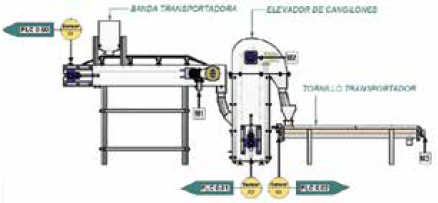
El proyecto se centra en el diseño y construcción de un sistema de transporte de lazo abierto, el cual consiste en el ingreso y salida sin una retroalimentación de material granulado. La solución planteada consiste de una banda transportadora, un elevador de cangilones y un tornillo transportador.
Los factores que influyeron en la selección del sistema de transporte, entre otros, fueron la resistencia del material, la toxicidad, temperatura del material, costo, oxidación, desgaste, estética, visibilidad durante el proceso, confiabilidad, poco mantenimiento y el bajo consumo de energía. Un transportador de banda de lona, un tornillo y un elevador hechos en acrílico entregan muchas de las propiedades y necesidades enunciadas.
La figura 1 muestra el esquema de la metodología empleada, adaptada de 1,6,17,18. Se puede apreciar en ella cómo se integró la instrumentación en el dimensionamiento mecánico de los componentes para tener en cuenta sus dimensiones de anclaje y fijación, el volumen ocupado por ellas y las cargas mecánicas inducidas por los actuadores seleccionados.
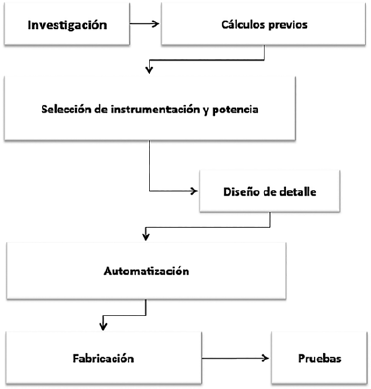
Se procuró en todo momento que los materiales y elementos mecánicos utilizados para la construcción de la máquina se encontraran o que pudieran ser fabricados en la región, ya que de esta manera resulta más económico y de fácil reparación. Se seleccionó el policarbonato como material de construcción por su durabilidad, alta resistencia al impacto, transparencia, tenacidad, fabricabilidad y bajo costo 15 cuando se comparó con materiales metálicos.
Además, se ha tenido siempre en mente que los elementos finales puedan ser utilizados en los cursos de control para que los estudiantes tengan disponibles sistemas mecánicos en los que sea posible interactuar e implementar conceptos vistos en clase.
2. MATERIAL GRANULADO
El material seleccionado para transportar es el polipropileno (Poly (1-methylethylene)), debido a que es un material que no se deteriora, ni se deforma apreciablemente en ambientes de alta o baja temperatura, no es tóxico en su manipulación, es un material fácil de adquirir y, por último, es un material inerte, por lo tanto, no tiene problemas en cuanto a su cuidado, almacenamiento y manipulación 14.
Las propiedades del material por transportar 10,14,15 son:
Adicionalmente, su presentación es granular y aproximadamente uniforme, lo que facilita su tratamiento.
3. DISEÑO DE DETALLE
Los cálculos para cada una de las máquinas se realizaron teniendo en cuenta las relaciones mostradas en las secciones 3.1 a 3.3.
Para estimar el ángulo de caída del material por transportar, se hicieron varias mediciones dejando caer en un recipiente transparente de superficie plana el polipropileno y usando un goniómetro se midió el ángulo que forma el cono arrojando un valor promedio de 26°.
Los tres equipos fueron diseñados para una capacidad de transporte de 0,333 Kg/min.
3.1 Banda transportadora
Variables definidas para el cálculo de la banda transportadora 2 son longitud de la banda, longitud operativa de la banda, capacidad meta, diámetro de tambor conductor, ángulo de reposo y capacidad para transportar durante un minuto.
Las ecuaciones que se muestran a continuación definen las variables de operación que requiere la banda transportadora.
La velocidad lineal de transporte se define en la Eq. (1).
 (1)
(1)
La velocidad angular se define en la Eq. (2).
 (2)
(2)
El ancho de la banda se define en la Eq. (3) 1.
 (3)
(3)
La potencia se define en la Eq. (4) 2.
 (4)
(4)
El torque necesario para impulsar la banda se calcula con la Eq. (5).
 (5)
(5)
Con base en este torque y potencia se dimensionó el eje del tambor motriz, usando el criterio de falla para materiales dúctiles de Von Mises 6,15. Una simulación por elementos finitos (FEM) 13, al estilo de la presentada más adelante, en la sección 3.5, validó los diámetros empleados. Posteriormente, se estandarizó el diámetro del eje a rodamientos comerciales, NTN 9 en este caso.
Finalmente, detalles de la lona seleccionada se muestran en la Tabla I.
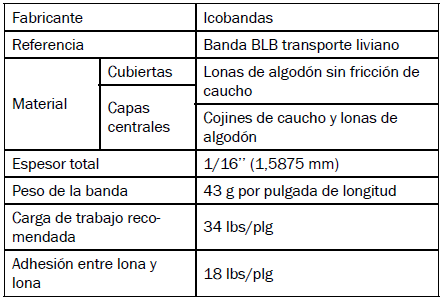
El principal criterio tenido en cuenta para la selección de la banda fue la disponibilidad, debido a que las cargas pequeñas no requerían bandas para trabajo pesado.
3.2 Elevador de cangilones
Las variables definidas para el cálculo del elevador de cangilones 3 son longitud entre centros del elevador, capacidad meta, diámetro de tambor conductor y tensor, capacidad para trasportar durante un minuto y densidad del polipropileno.
Las ecuaciones que se muestran a continuación definen las variables de operación que requiere la banda transportadora. La velocidad lineal de transporte se resuelve con la Eq. (6) 3.
 (6)
(6)
La velocidad angular se expresa en la Eq. (7) 3.
 (7)
(7)
La potencia se define en la Eq. (8) según 3.
 (8)
(8)
El torque se calcula por medio de la Eq. (9).
 (9)
(9)
Un procedimiento análogo, al usado en la banda por elementos finitos 13, se siguió para el dimensionamiento del eje y selección de rodamientos.
3.3 Tornillo transportador
Las variables definidas para el cálculo del tornillo transportador 3 son longitud del tornillo transportador, tamaño de la partícula de polipropileno, densidad del polipropileno y flujo másico transportado.
Las ecuaciones que se muestran a continuación definen las variables de operación que requiere el tornillo transportador.
El diámetro del sinfín se obtiene de la Eq. (10) 2.
 (10)
(10)
El paso del sinfín se define en la Eq. (11) 2.
 (11)
(11)
El número de hélices del tornillo viene dado por la Eq. (12) según 5.
 (12)
(12)
El área de relleno de la camisa se define en la Eq. (13) 2.
 (13)
(13)
donde λ es 0,4 para partículas ligeras no abrasivas 2. La velocidad angular del tornillo transportador, ω, se calcula con la Eq. (14) 2.
 (14)
(14)
donde k es 1 para ángulo de inclinación del tornillo transportador 2. La velocidad lineal del tornillo transportador se define en la ecuación 15 2.
 (15)
(15)
El diámetro interno del sinfín se estima con la Eq. (16) 5.
 (16)
(16)
La potencia requerida del tornillo transportador se define en la Eq. (17) según 2.
 (17)
(17)
donde co es el coeficiente de resistencia al flujo del material con un valor recomendado 2 de 1,2 con flujo másico en Tn/h y L en m. Es importante destacar que la potencia para seleccionar el motor debe incluir la potencia consumida cuando la máquina corre sin carga.
Por último, el torque para impulsar el tornillo se estima con la Eq. (18), 17.
 (18)
(18)
3.4 Diseño de las piezas en CAD
Por medio de unsoftwareCAD, se desarrollaron los diseños de la banda transportadora, el elevador de cangilones y del tornillo transportador. Estos diseños están basados en los cálculos que se mostraron en los numerales 3.1 al 3.3, siguiendo recomendaciones dadas en 18 para la integración de componentes electrónicos a la estructura mecánica.
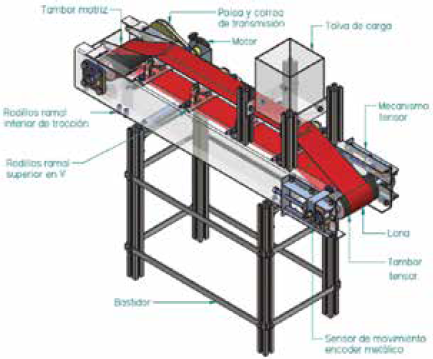
La figura 2 presenta el diseño CAD de la banda transportadora en su ensamble final. Se aprecian los componentes y cómo se escogió una configuración que la mantenga a nivel de trabajo de una persona en pie. La tolva puede ser alimentada igualmente sin necesidad de ayuda especial. Se aprecia el motor y reducción de velocidad en la parte trasera y el mecanismo de tensión de la banda en la parte delantera. La banda transportadora está hecha en su totalidad de policarbonato, excepto el bastidor que está fabricado el perfil de aluminio y los ejes y tensores en acero.
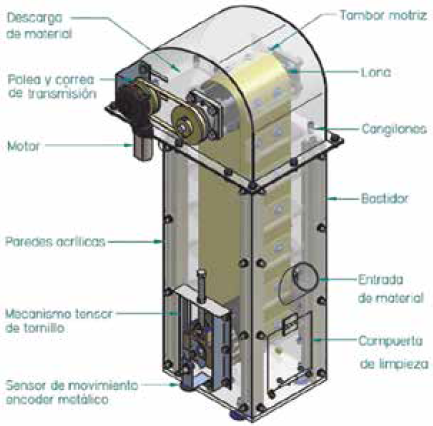
La figura 3 muestra el diseño CAD del elevador de cangilones en su ensamble total. El material ingresa por la parte de abajo (marcado como entrada de material), cae a cada cangilón, es elevado por estos para ser descargado en la tolva de descarga. Se aprecia en la parte delantera el motor / reductor impulsor con la reducción final por correas. En la parte de abajo se muestra el mecanismo de tensión por tornillo y el encoder para sensado de movimiento. El elevador de cangilones está hecho en su totalidad de policarbonato, excepto el bastidor que está fabricado, el perfil de aluminio y los ejes y tensores en acero.
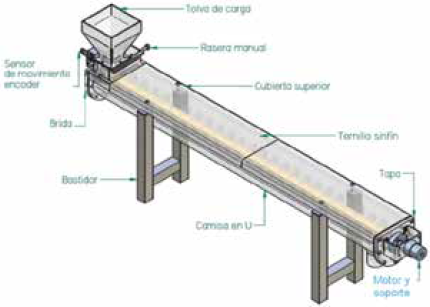
Finalmente, la figura 4 muestra el diseño CAD del tornillo transportador en su ensamble final. Se aprecia el motor y el soporte al cual se le detalla el análisis por elementos finitos. El tornillo está sujeto por cuatro soportes que pueden ir al piso o ser alojados sobre una mesa. Se aprecia la tolva de alimentación, la válvula de compuerta, al estilo de la usada en 1, y el encoder para sensado de movimiento. El tornillo está hecho en su totalidad de policarbonato.
3.5 Modelado por FEM
Algunos componentes fueron objeto de un análisis por elementos finitos para observar la capacidad del componente de soportar las cargas. Se muestran a continuación resultados ejemplares para el soporte del motor del tornillo sinfín, figura 4. La simulación fue hecha en SolidWorks simulation® 2015 13 usando 10336 elementos tipo Quad con 4 puntos jacobianos y 18784 nodos. Como propiedades mecánicas para el policarbonato fueron usados: módulo de elasticidad de 2,77 GPa, módulo de Poisson de 0,39, límite elástico lineal de 61 MPa y límite de resistencia máxima de 80 MPa 11,15.
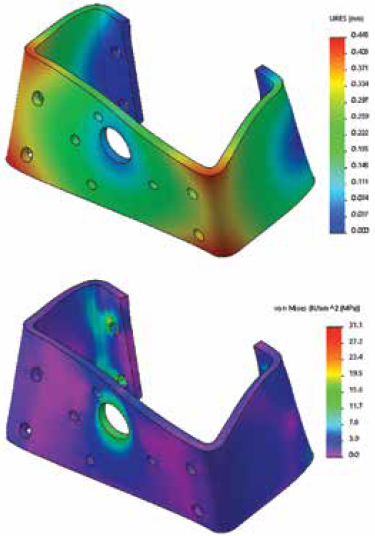
Los resultados de la simulación por FEM para el soporte del motor del tornillo transportador son mostrados en la figura 5 a) para desplazamiento total, y en la Figura 5 b) para el esfuerzo de von Mises.
Fuente: Los autores.
Fig 5 RESULTADOS DE SIMULACIÓN POR FEM PARA EL SOPORTE DEL MOTOR DEL TORNILLO TRANSPORTADOR, A) DESPLAZAMIENTO TOTAL, B) ESFUERZO DE VON MISES
Se aprecia en la figura 5 que el valor máximo de esfuerzo para el soporte del motor del tornillo sin fin está a un 50% del límite elástico lineal y que este valor se encuentra justo en la perforación que aloja el motor. Este lugar es justo donde se aplica el torque. Por otro lado, el desplazamiento máximo es de aproximadamente 0,5 mm, el cual se encuentra en las esquinas más alejadas del soporte del motor. Estos desplazamientos en las esquinas son casi de igual magnitud y de signos opuestos debido a la simetría del soporte y la ubicación del torque aplicado.
3.6 Selección de instrumentación
En esta etapa, que puede ir concurrente con el dimensionamiento en CAD para ajustar posiciones de los instrumentos en los transportadores, se seleccionan los diferentes componentes que integran la instrumentación, como son: el PLC el sensor, los relés, las tarjetas de control y potencia, y los motores.
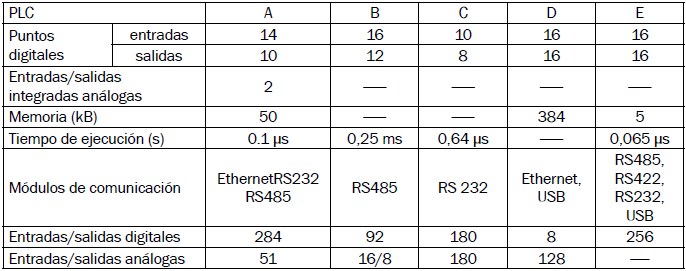
3.6.1 PLC
Las alternativas para PLC se muestran en la Tabla II donde se comparan las características de los PLCs considerados: a. SIEMENS SIMATIC S7-1200 CPU1214C, b. Telemecanique Modicon Micro TSX 3705, c. OMRON CPM2C 20CDR-D; d. Allen-Bradley CompactLogix 5370 L1, y e. MITSUBISHI FX3U. Finalmente, el PLC utilizado para el control y adquisición de datos del sistema de transporte es el CQM1H-CPU51 de la marca Omron 7. El PLC se escogió debido a su flexibilidad en cuanto al manejo, transporte su portabilidad e instalación.
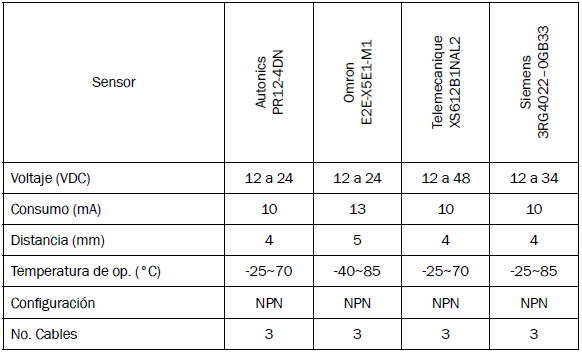
3.6.2 Sensor inductivo
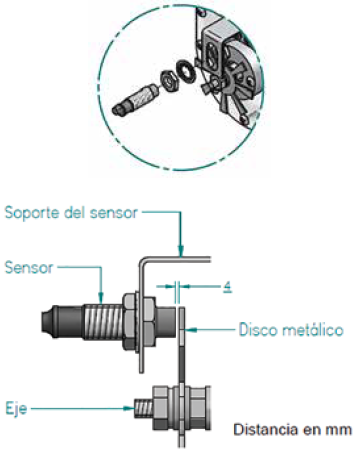
Se consideraron varias alternativas para el sensor que se muestran en la Tabla III, donde se comparan sus características. El sensor seleccionado es de tipo inductivo de referencia PR12-4DN de Autonics 8. La disposición de montaje del sensor respecto al encoder se aprecia en la figura 6.
3.6.3 Motores eléctricos
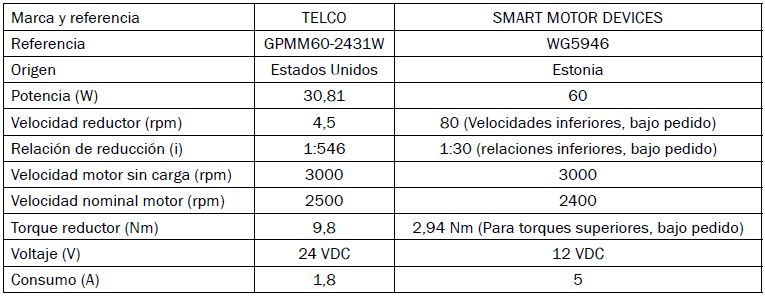
De acuerdo a los consumos de torque y velocidad angular obtenidos en la sección anterior, se buscaron motores con esas características. La Tabla IV muestra los dos motores considerados para la banda transportadora.
Se seleccionó el motor TELCO debido a que su velocidad es cercana a la calculada para la banda transportadora y su bajo consumo de 1,8 A. La selección de este motor se definió a partir de la velocidad como prioridad, ya que la potencia y el torque están sobredimensionadas.
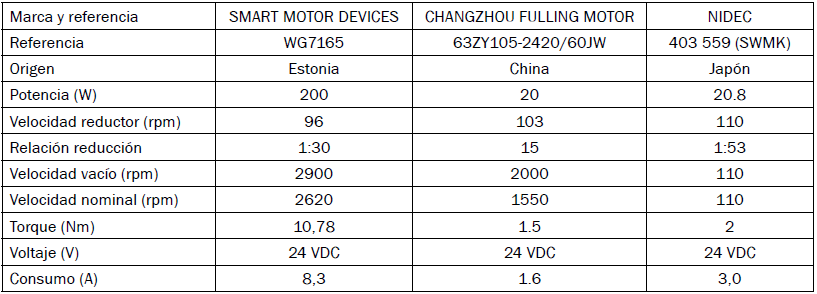
La Tabla V presenta los tres motores considerados el elevador de cangilones. A pesar de que posee la velocidad más alta que la requerida, se seleccionó el motor NIDEC, debido a que su torque está por encima de lo requerido y maneja un consumo promedio de 3 A.
De otro lado, la Tabla V presenta los 3 motores considerados para el tornillo transportador.
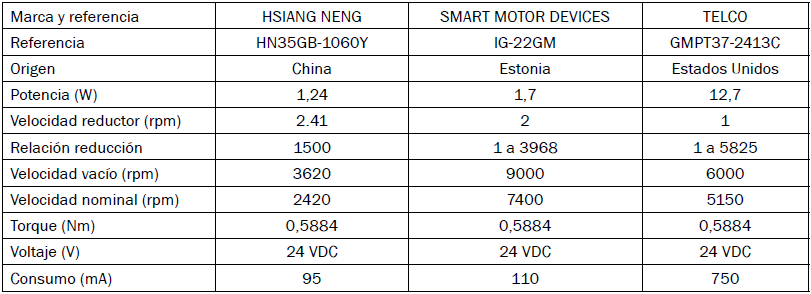
La Tabla VI muestra los motores considerados para el tornillo transportador. A pesar de tener la velocidad más alta de los tres motores, se seleccionó el motor Hsiang Neng, por su bajo consumo de amperaje y un torque por encima del especificado.
3.6.4 RELÉ
El relé es el dispositivo de aislamiento de la parte de control y potencia. Este relé es apto, tanto para la conexión con el PLC como para los motores eléctricos de los equipos transportadores. La Tabla VII muestra las posibles opciones para los relés electromecánicos, resaltando que los 3 relés considerados a. Telemecanique RXM4AB-1-BD, b. Omron MY2 AC24 (S) y c. Eaton Moeller D1PF-1-A-T1.) tienen la opción de tener contacto normalmente abierto o cerrado.
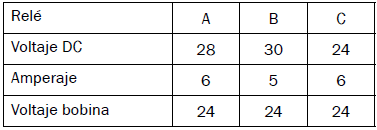
Se seleccionó el relé OMRON, debido a que maneja el amperaje de contacto más adecuado en comparación con el relé de Telemecanique y al de Eaton Moeller. El amperaje de referencia para la selección del relé se tomó de la carga más alta de los motores eléctricos, en este caso, la carga del motor del elevador de cangilones que es de 3A.
3.6.5 Fuente de alimentación
El suministro de voltaje para los diferentes dispositivos de control y potencia se requiere de una fuente de alimentación. Esta fuente suministra plenamente la corriente para todos los dispositivos anteriormente mencionados como se lista en la Tabla VIII.
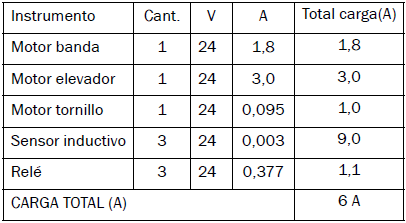
Finalmente, la fuente de alimentación seleccionada para el suministro de energía para los motores eléctricos, la sensórica y los módulos de entrada y salida del PLC es la Telemecanique PHASEO ABL1REM24100 que entrega 10 A a 24 voltios.
3.7 Automatización
En esta etapa se diseñó la interfaz gráfica para el monitoreo de las maquinas (Sistema SCADA) y el código de programación tipo LADDER para el control de los equipos de transporte a través delsoftwarede propietario de OMRON. Para este proyecto se utilizó el CX-Programmer para la programación del PLC y el CX-supervisor para la interfaz SCADA 7.
El accionamiento de las máquinas se compone de cinco pulsadores, así: un pulsador de arranque consecutivo de las tres máquinas, un pulsador independiente de arranque de la banda transportadora, un pulsador independiente de arranque del elevador de cangilones, un pulsador independiente de arranque del tornillo transportador, y una parada de emergencia que detiene las tres máquinas que están en movimiento. En caso de falla de algunas de las máquinas por mecánica, atascamiento o accidente, estas se detienen.
La figura 7 muestra la distribución de los actuadores del sistema de máquinas de transporte de materiales particulados, siendo M los impulsores y S los sensores de movimiento rotacional.
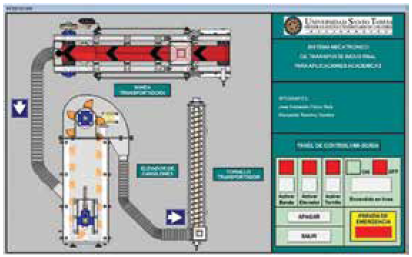
La figura 8 muestra la interface hombre máquina (HMI) diseñada y programada para controlar las tres máquinas individualmente o en conjunto. En esta se puede apreciar las secuencias del flujo de material sin que necesariamente los equipos permanezcan en ese arreglo.
En la figura 9 se aprecia una visión general del montaje de los equipos construidos. Se aprecia la caja de controles frente a la banda transportadora y el PLC bajo esta última. Igualmente se observa cómo los elementos se pueden cambiar de posición para tener diferentes secuencias de transporte.

Fuente: Los autores.
Fig. 9 ENSAMBLE DE LOS EQUIPOS JUNTO CON LOS DISPOSITIVOS ELÉCTRICOS Y ELECTRÓNICOS
Posterior al diseño y elaboración de planos de las piezas mecánicas, se llevó a cabo la construcción de estas, y luego su respectivo ensamble final. A su vez, durante esta etapa se buscaron elementos complementarios como tornillos, herramientas, productos como lubricantes entre otros, para el ensamble adecuado de los equipos. En la figura 10 muestra en detalle la implementación del sensor de proximidad y el encoder tal y como fue proyectado en la figura 6 y con los detalles mostrados en la Tabla III.

Mayores detalles de dimensiones, capacidades y planos de los equipos, se pide al lector consultar 16.
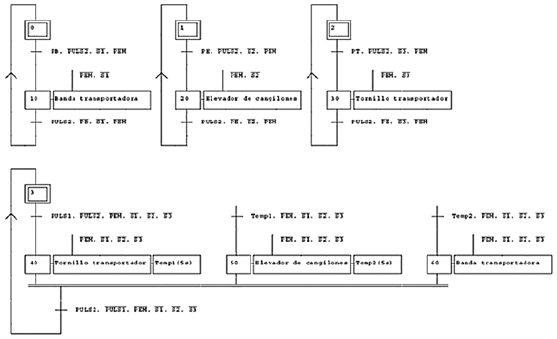
El diagrama GRAFCET de los sistemas de transporte se presenta en la figura 11, el cual fue realizado e implementado siguiendo prácticas recomendadas 1, 12. Se aprecian los pulsadores mencionados al principio de esta sección.
4. RESULTADOS
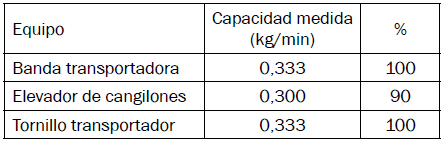
Luego del ensamble final de los equipos transportadores se pusieron en marcha y se hicieron las respectivas pruebas para observar su funcionamiento: (partes mecánicas, eléctricas y electrónicas), comprobando su funcionamiento. Las pruebas hallaron inconvenientes menores como desajustes, arranque a destiempo y problemas de comunicación en los equipos, que posteriormente fueron solucionados. Posterior a estas, se midieron tiempos de transporte para 1 kg de material (polipropileno). Los resultados se muestran en la Tabla IX. Recordando que la capacidad buscada es de 20 kg/h que equivale a 1/3 kg/min, se observaron capacidades de transporte y medida de cada equipo, las cuales fueron bastante cercanas a las proyectadas. De esta forma se valida el diseño.
CONCLUSIONES
Tanto las metodologías de cálculo y la literatura consultada referencian el transporte de material particulado en cantidades industriales. Sin embargo, el uso de dichos métodos para cantidades mucho más pequeñas arrojó resultados muy cercanos a los planteados en los requerimientos de diseño. Esto valida los métodos de cálculo usados para capacidades de transporte muy por debajo de los originalmente pensados. Se advierte al lector el cuidadoso manejo de unidades y constantes de conversión.
Los equipos fueron construidos de tal manera que todos sus componentes puedan ser intercambiados sin ningún inconveniente. Igualmente, las máquinas se pueden adaptar para futuros proyectos. El sistema es, adicionalmente, un entorno para que los estudiantes puedan implementar diferentes técnicas de control usando los sensores y motores presentes.
Con la construcción en policarbonato de los sistemas de transporte se puede observar detalladamente su funcionamiento y el flujo de material particulado (polipropileno en este caso) dentro de los equipos.

