










Services on Demand
Journal
Article
 text in
text in  Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.31 no.1 Bogotá Jan./Apr. 2011
Using ultrafine particles from a coal washing plant in metallurgical coke production
Jesús Manuel Gutiérrez Bernal1 , William Fernando Mora Pulido2, Luís Ignacio Rodríguez Varela3, Javier Ramírez4 y José de Jesús Díaz Velásquez5
1 Chemical Engineer, Universidad Nacional de Colombia, Bogotá. jmgutierrezb@unal.edu.co
2 Chemical Engineer, Universidad Nacional de Colombia, Bogotá. wfmorap@unal.edu.co
3 Chemical Engineer. M.Sc. Professor, Chemical and Environmental Engineering Department, Universidad Nacional de Colombia, Bogotá. lirodriguezv@unal.edu.co
4 Chemical Engineer. Acerías Paz del Río S.A., Belencito.
5 Chemical Engineer. M.Sc. and Ph.D. in Engineering, Chemical and Environmental Department, Universidad Nacional de Colombia, Bogotá. jddiazv@unal.edu.co
ABSTRACT
Blending ultrafine particles from a coal washing plant was studied for coke production by iquetting using 6%w coal tar as binder. The ultrafine coal particles were characterised and a pilot coking test was made in a Koppers' furnace. Coke quality was evaluated by proximate analysis, stability (micum 10 and micum 40), coke reactivity index (CRI) with CO2 and the coke's mechanical strength after reaction with carbon dioxide (CSR index). Briquetting results showed that was possible to obtain coke having 19.0 % CRI and 75.6% CSR, these being the characteristics required in metallurgical processes.
Keywords: coke, ultrafine coal particles, iquetting.
Received: September 21th 2009. Accepted: Feuary 15th 2011
Introduction
Coal is washed in the steel industry for adjusting raw material quality when sulphur and ash content are not met. It is generally separated and washed in three parallel streams differentiated by size into coarse, fine and ultrafine during coal preparation. Coarse blend and fine (larger than 0.5 mm) (Zimmerman, 1982) and ultrafine particles (smaller than 0.5 mm) are stored or discarded (Stationary Sources Branch, 1988) for coking. These ultrafine coal particles, although they are good quality due to their nature and origin, cannot be used directly in coking because of handling problems (Wen, 2000). However, because of the high cost of coking coal, it is necessary to find alternatives for their use in producing metallurgical coke and so coal iquetting is a good alternative.
Briquetting behaviour depends on the type of coal (caking and non-caking) and process conditions (pressure, temperature, grain size, additives) so that coal can be iquetted with pressures as low as 70 bar as can coal requiring pressures as high as 1,725 bar, temperatures ranging from ambient to 450°C for the particles' intra-molecular forces to interact (Dainton, et al., 1958; Lowry, 1963; Mangena, et al., 2007).
Ultrafine particles from a washing plant were used for this work; they were characterised, iquetted, coked and the resulting product was characterised for use in a steel plant's blast furnace.
Experimental
The samples used in this study were ultrafine particles obtained from coal washing for metallurgical use, presenting high moisture content (24% on average). Three samples (B, M and A) were taken. Each sample was characterised by proximate analysis using American Society for Testing and Materials (ASTM) standards (ASTM D 3173, D 3174, D 3175), free swelling index (ASTM D 720), rheological properties in a Preiser dilatometer-plastometer (ASTM D 2639) and particle size distribution through a series of Tyler sieves.
A 37 mm diameter and 70 mm length cylindrical mould and Carver hydraulic press were used for iquette production. The iquettes were prepared by blending coal B, M and A in 40%, 30% and 30% w/w and 51%, 33% and 16% w/w proportions respectively, with 6% coal tar at 1,034 bar pressure. The samples were named B40M30A30 and B51M33A16 respectively. The resulting iquettes were characterised by their compression resistance (NTC 2060, DIN 23 081). Once the compression test was finished, the residue was screened (No. 40 mesh (0.49 mm)) to determine the amount of ultrafine particles produced when the iquette was oken. The iquettes were also tested for impact resistance (ASTM D 440) and screened with 40 mesh (0.49 mm) to determine the amount of ultrafine particles produced (%).
Coking tests were carried out in 0.4m x 0.5m x 0.1m ¼ inch sheet steel boxes which were put into a hearth furnace operating in normal conditions and a pilot Koppers-type furnace at 1,242° C maximum temperature for 13 hours. The resulting coke was characterised by proximate analysis (ASTM D 3172-75), grain size (ASTM D 4749), sulphur content (ASTM D 3177), porosity, calculated by referring to bulk density and true density which were measured in two ways. The first involved a steel cage which was moistened and dried in controlled conditions and the second involved placing coke in a pycnometer and then a water bath (ASTM D 167-93). Stability was measured by micum 10 and 40 (ASTM D 3402 and D 441), CO2 reactivity index (CRI) and coke strength after reaction (CSR) with carbon dioxide (ASTM D 5341).
Results and Discussion
Table 1 gives the main characteristics of the ultrafine coal particles used in this study. The Table shows that the materials had low and uniform ash content (dry basis) and volatile matter content (dry basis), 20% to 27%. Such characteristics indicated their possible use in coking; however, it should be noted that the samples had around 24% moisture content which was high given that the maximum allowable moisture content for use in a vertical coke oven battery is 6.5%.
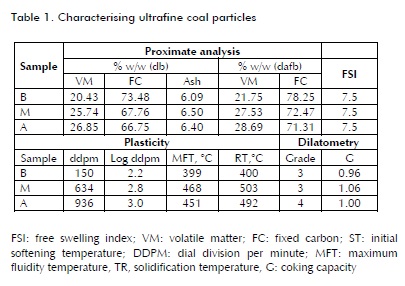
According to volatile matter and fixed carbon data (dry ash-free basis), coals are classified as bituminous where B is low volatile bituminous coal and M and A coals are bituminous medium volatile bituminous coal, according to ASTM rank classification (ASTM D 388).
The three samples had high free swelling index (7.5) classifying them as being strong caking coals (Speight, 1994) which was expected because of their volatile matter content; however, it indicated that the coal had medium coking properties (Loison, et al., 1970).
According to plastic property data, coal softening temperature occurs between 348°C and 398°C; the lower value corresponds to low-volatile bituminous coal while higher values are presented for medium volatile coals. However, coal B showed little plasticity due to its low dial divisions per minute (DDPM) value and also had the lowest maximum fluid and resolidification temperatures. It was observed when calculating the plastic range given by the difference between resolidification temperature and initial softening temperature (RT-ST) that B was the coal having the smallest interval (52°C) followed by M (105°C) and A (122°C), confirming that coal B was the less plastic. Such plastic property data allowed coals to be selected for blending to produce metallurgical coke, since coking is rarely based on coal from a seam whose properties remain fairly constant (Miyazu, 1975; Callcott, 1982).
The dilatometric test showed the change in volume accompanying plastic stage and it is important to measure coals' coking properties. Coals B and M were grade 3, indicating 0% to 50 % dilatation while coal A was grade 4, having 50% to 140% dilatation (Habermehl, et al., 1981). Dilatation was greater when volatile matter content was higher (Table 1). A parameter derived from the dilatometric test was coking capacity G, defined by Habermehl (Habermehl, et al., 1981) as:
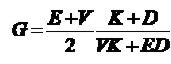
where E and V were softening and resolidification temperatures in degrees Celsius and K and D were contraction and dilatation percentages in the dilatometric test.
Coking capacity, G, was between 0.96 and 1.06 for the coals being, ranking them as medium and strong caking coals (Gibson, 1971). High quality coking coals have 1.05 to 1.10 G values (Habermehl, et al., 1981). G values have additive behaviour in the interval between 0.95 and 1.10 and can be used for calculating blends' properties (Eisenhut, 1981). The plasticity, dilatometry and free swell index results showed that these coals should produce a high quality coke when properly blended.
Figure 1 shows the results of differential and cumulative granulometric analysis of ultrafine coal particles. These tests showed that no fraction predominated over the others. Given the large percentage of particles (66%) having less than 200 (<74 microns) mesh size, a hydrometry test was conducted, whose results are shown in Figure 2. The samples showed a lot of very fine material; 36% to 45% was below 260 microns for the coals M and A, being 28% for coal B. The curves had a similar trend regarding shape and distribution. A lot of material (over 20% for the 3 coals) was smaller sized (50 microns), presupposing an environmental problem during their handling.

Briquetting
Briquettes were formed according to the mould described in experimental to take advantage of ultrafine coal in coking. Figure 3 is a photograph of the resulting iquettes and Table 2 presents the average compressive and impact strength test results for the iquettes. Different phenomena were observed during iquetting, depending on process conditions. There was excessive wear and friction at low moisture content (~3%) causing iquettes to eak during their removal; by contrast, high moisture content (~15%) led to the lowest pressure during iquette removal. The same phenomenon was observed with tar. The low friction that occurred when unmoulding with binder or high moisture content present improved iquette appearance (colour, ightness, shape) while lengthening mould life. The amount of ultrafine particles produced by eaking the iquettes by compression or impact was less than 25% in most cases, indicating better coal handling during coking.
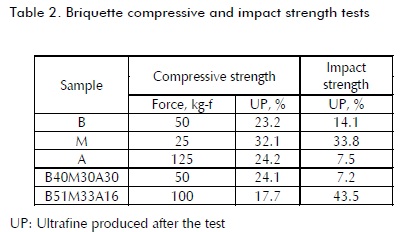
Compressive and impact strength values for blends was acceptable because they were very close to those given by iquettes consisting of a single type of coal, except for the B51M33A16 blend which had a high ultrafine production value after being destroyed.
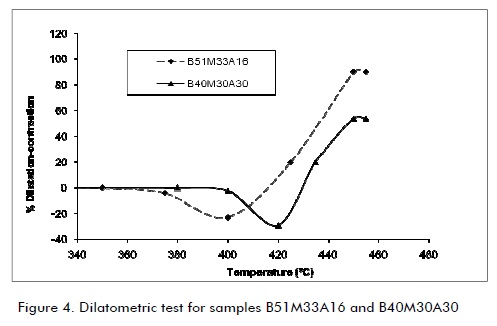
Two dilatometric tests were made on materials obtained from blends of coal B, M and A (51%, 33%, 16% and 40%, 30%, 30%, respectively), shown in Figure 4, to observe behaviour during the plastic stage. It could be seen that there was a 20°C shift in contraction temperature for sample B40M30A30 compared to sample B51M33A16. It was also observed that sample B51M33A16 expanded more than B40M30A30 (by around 40%), indicating that there was higher pressure in the coke oven walls.
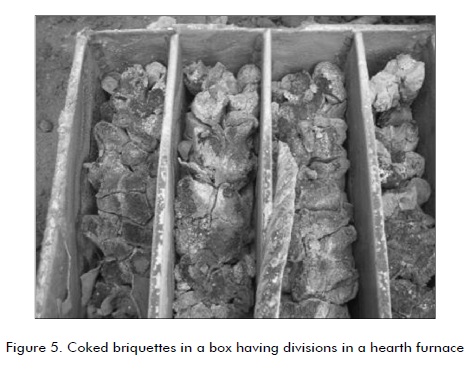
Box-coking tests
Box-coking tests were performed in normal hearth furnace operating conditions; Figure 2 shows a photograph of the resulting cokes. Regarding qualitative aspects, total cylindrical iquette binding was observed filling the initial gaps in the coking box due to the coals' plastic behaviour; a block was obtained which oke through natural fissures remaining after coking. Coke produced from iquettes in a box was more porous (56%-58 %) than that obtained in hearth furnaces (50% to 53%) which may have been due to iquette charge density which was low because there was a gap between them compared to much smaller particle size coal having a better shape.
Coking in a Koppers-type oven
This test was conducted with iquettes obtained by blending B, M and A coals in 40%, 30% and 30% ratio at 1,034 bar pressure, adding 6% tar. Table 3 gives the results of characterising the blend, operating conditions and the characteristics of the resulting coke.
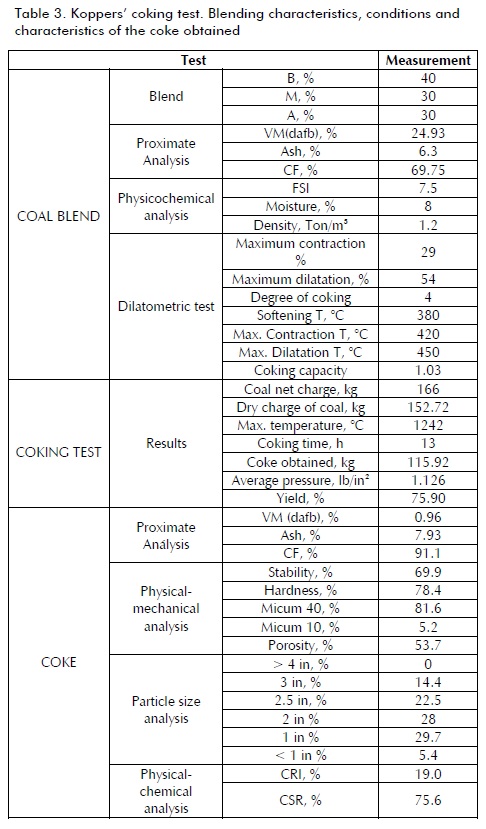
The iquettes from a Koppers-type oven had the characteristics of good quality coke given their low ash content (6.3%), average volatile matter content on dry ash-free basis (24.93%), 8% moisture free, 7.5% swelling index, grade 4 and 1.03% coking capacity; such values indicated acceptable quality coal for producing good quality coke. The 75.9% yield obtained in the Koppers' coking furnace test showed that the conditions used were appropriate and similar to the performance of a conventional coke production battery.
Behavioural assessment of coke for use in blast furnaces should include properties reflecting their mechanical strength and chemical and thermal environment. These properties are related to uniformity in size and shape, chemical composition, mechanical strength and thermal and chemical stability (Díez, et al., 2002). Table 3 shows that the coke so produced had 7.93% ash content and 0.96% volatile matter content. These values showed low levels of impurity, being within acceptable limits for a metallurgical coke. Coke ash influences slag volume and quality. A value above 10% for ash in coke is satisfactory if its chemical composition is acceptable (Diez, et al., 2002). A 1% increase of ash in coke reduces metal production by 2% to 3% (Diez, et al.,2002).
The product's stability and hardness values were within international standards (Diez, et al., 2002). Strength tests used for measuring resistance to size degradation showed that the coke produced was within acceptable limits, although these values depend on blast furnace operation conditions. For example, M40 and M10 for the European market are between 77 and 88 and between 5 and 8 respectively (Diez, et al., 2002); the values obtained in this study were 81.60% and 5.20% for the B40M30A30 blend, indicating the absence of internal stress during coke formation stage; the B51M33A16 blend did not comply with this test because it had 66.4% and 7.2% values, respectively.
Coke reactivity and strength after reaction with CO2 in CRI and CSR tests (ASTM-5341) determined coke reaction with CO2 for two hours at 1,100°C in standardised flow conditions and the coke strength after the reaction. The values were 19.0% and 75.6% for CRI and CSR, respectively; these values came within acceptable international market ranges (Díez, et al., 2002).
For a good quality coke, the CRI must be low and the CSR high (Díez, et al., 2002). If coke overreacts with blast furnace gases, then it will weaken and become degraded into smaller particles, resulting in smaller, more permeable blocks. The coke quality data obtained by ultrafine iquetting indicated that the resulting coke was not very different from what typically occurs in a vertical oven battery and this therefore represents an interesting route for taking advantage of these materials.
Conclusions
The physical and chemical characterisation of ultrafine coal particles (having less than 0.5 mm size) from a washing plant and coking tests indicated that these materials could be very good producers of metallurgical coke by iquetting. Coke having 19.0% CRI and 75.6% CSR were obtained, such values coming within the blast furnace coke's metallurgical specifications. This would allow using waste from coal washing plants, thereby preventing further disposal or handling.
Acknowledgements
The authors would like to express their gratitude to the Universidad Nacional de Colombia and the Bogotá Research Division (DIB) for financing this work through research project DIB-8003065. They would also like to thank the staff at Paz del Río Steelworks’ coke department and quality control laboratory for supporting this work.
References
Callcott, T. G., Coking and blending coal evaluation., Curso avanzado sobre tecnología del carbón, Maracaibo Venezuela, Noviembre 1-12 de 1982, CICAST, Centro de Investigaciones carboníferas y siderúrgicas, 1982. [ Links ]
Dainton, A. D., Phillips, J. W., Proceedings Residential conference in the use of coal., London, The Institute of Fuel,1958. [ Links ]
Díez, M. A., Álvarez, R., Barriocanal, C. Coal for Metallurgical Coke Production: Predictions of Coke Quality and Future Requirements for Coke Making., International Journal of Geology, 50, 2002, pp. 389-312. [ Links ]
Díez, M. A., Alvarez, R., Barriocana, C., Coal for Metallurgical Coke Production: Predictions of Coke Quality and Future Requirements for Coke Making., International Journal of Geology ,50, 2002, pp. 389-312. [ Links ]
Eisenhut, W., High-temperature carbonization. Chemistry of coal utilization., Elliot, M. A. New York, USA, Wiley-Interscience publication, Second Supplementary, Volume: 900, 1981. [ Links ]
Gibson, J., Prediction of Coke Quality., The coke oven manager ´s, Year-Book, 1971. [ Links ]
Habermehl, D., Orywal, F., Beyer, H. D., Plastic properties of coal. Chemistry of coal utilization., Elliot, M. A. New York, USA, Wiley-Interscience publication, Second supplementary volume, 1981, pp. 321-322. [ Links ]
Loison, R., Foch, P., Boyer, A., Le Coke; principes de la fabrication, Recherche de la qualité., París, Ed. Dunod, 1970. [ Links ]
Lowry, H. H., Chemistry of Coal Utilization., Supplementary Volume, New York, John Wiley and Sons.,1963. [ Links ]
Mangena, S. J., du Cann, V.M., Binderless briquetting of some selected South African prime coking, blend coking and weathered bituminous coals and the effect of coal properties on binderless briquetting., International Journal of Coal Geology, 71, 2007, pp. 303-312. [ Links ]
Miyazu, T., The blending design using many kinds of coal and the evaluation system for single coal., Nippon kokan technical report-overseas, 1975. [ Links ]
Speight, J. G., The Chemistry and Technology of Coal., New York, USA, Marcel Dekker Inc.,1994. [ Links ]
Stationary Sources Branch, A. P. C. D., Coal Preparation Plants, 40 CFR Part 60, Subpart Y, INSPECTOR´S GUIDANCE MANUAL. 4300 Cherry Creek Drive South, Denver, Colorado 80222, june 22, 1988. [ Links ]
Wen, W. W., An integrated fine coal preparation technology: the GranuFlow Process., International journal of mineral processing, 58, 2000, pp. 253-265. [ Links ]
Zimmerman, R. E., Coal preparation technology., Curso avanzado sobre tecnología del carbón, Maracaibo, Venezuela; Noviembre 1-12 de 1982, CICAST, Centro de Investigaciones carboníferas y siderúrgicas, 1982. [ Links ]

