










Serviços Personalizados
Journal
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em
SciELO
Similares em
SciELO -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkIngeniería e Investigación
versão impressa ISSN 0120-5609
Ing. Investig. vol.36 no.3 Bogotá set./dez. 2016
https://doi.org/10.15446/ing.investig.v36n3.54861
DOI: http://dx.doi.org/10.15446/ing.investig.v36n3.54861
The mechanical behavior of two warm-mix asphalts
Comportamiento mecánico de dos mezclas asfálticas tibias
H. A. Rondón-Quintana1, M. S. Ocampo-Terreros2, H. A. Vacca-Gámez3, F. A. Reyes-Lizcano4, J. P. Nieto-Mora5, and D. P. Beltrán-Cruz6
1 Civil Engineer, UFPS, Colombia. Master of Science and Doctor in Engineering, Universidad de Los Andes, Colombia. Affiliation: Associate Professor, Universidad Distrital Francisco José de Caldas, Colombia. E-mail: harondonq@udistrital.edu.co
2 Civil Engineer, Pontifícia Universidad Javeriana, Colombia. Master of Science and Doctor in Engineering, Univesidad de Los Andes, Colombia. Affiliation: Associate Professor, Pontifícia Universidad Javeriana, Colombia. E-mail: manuel.ocampo@javeriana.edu.co
3 Civil Engineer, Pontifícia Universidad Javeriana, Colombia. Master of Science, Pontifícia Universidad Javeriana, Colombia. Affiliation: Associate Professor, Pontifícia Universidad Javeriana, Colombia. E-mail: vacca@javeriana.edu.co
4 Civil Engineer, Pontifícia Universidad Javeriana, Colombia. Master of Science and Doctor in Engineering, Ecole Nationale Supérieure de Mécanique, France. Affiliation: Full Professor, Pontificia Universidad Javeriana, Colombia. E-mail: fredy.reyes@javeriana.edu.co
5 Civil Engineer, Universidad Nacional de Colombia, Colombia. Master of Science, Univesidad de Los Andes, Colombia. Affiliation: Director of the Research Group Division, Instituto de Desarrollo Urbano - IDU, Colombia. E-mail: juan.nieto@idu.gov.co
6 Civil Engineer, Pontificia Universidad Javeriana, Colombia. Master of Science, Pontificia Universidad Javeriana, Colombia. Affiliation: Assistant Research Group Division, Instituto de Desarrollo Urbano - IDU, Colombia. E-mail: patricia.beltran@idu.gov.co
How to cite: Rondón-Quintana, H. A., Ocampo-Terreros, M. S., Vacca-Gámez, H. A., Reyes-Lizcano, F. A., Nieto-Mora, J. P., & Beltrán-Cruz, D. P. (2016). The mechanical behavior of two warm-mix asphalts. Ingeniería e Investigation, 36(3), 29-38. DOI: 10.15446/ing.investig.v36n3.54861
ABSTRACT
This paper presents results stemming from a comparative experimental analysis of two warm-mix asphalts (WMA) and a dense-graded hot-mix asphalt (HMA). In order to evaluate asphalt mixture behavior, physical and rheological tests were conducted, including tests on resilient modulus, resistance to moisture-induced damage, resistance to fatigue and resistance to permanent deformation. Samples studied were subjected to short (STOA) and long-term (LTOA) aging. As far as asphalt mixture composition is concerned, the same particle size distribution and coarse aggregate were employed for both mixture types. The control HMA mixture was produced with AC 60-70, and the WMAs used the same asphalt cement modified with two chemical additives (Rediset WMX® and Cecabase RT®). The modified mixtures exhibited better resistance to permanent deformation, aging and moisture-induced damage (versus the control mixture). Likewise, WMAs generally saw increased fatigue resistance under controlled-stress loading, which rheological characterization showed is mainly attributable to binder additives and their concomitant modifications.
Keywords: Hot-mix asphalt, warm-mix asphalt, resistance to permanent deformation, resistance to moisture-induced damage, resistance to aging, resistance to fatigue.
RESUMEN
El artículo presenta los resultados experimentales de ensayar una mezcla asfáltica densa en caliente (HMA) de control y dos mezclas tibias (WMA). Para la evaluación del comportamiento de las mezclas HMA y WMA se realizaron ensayos de módulo resiliente, resistencia a fatiga y resistencia a la deformación permanente sobre muestras envejecidas a corto (STOA) y largo (LTOA) plazo. Adicionalmente fueron ejecutados ensayos para evaluar la resistencia al daño por humedad. La granulometría y el agregado pétreo fue el mismo para fabricar las mezclas HMA y WMA. La mezcla HMA fue fabricada empleando cemento asfáltico CA 60-70 y las mezclas WMA fueron fabricadas modificando dicho ligante con dos aditivos químicos (Rediset WMX® y Cecabase RT®). Al asfalto CA 60-70 y a los modificados se les realizaron ensayos de caracterización física y reológica. Las mezclas WMA experimentaron mayor resistencia a las deformaciones permanentes, al envejecimiento y al daño por humedad en comparación con la mezcla HMA. Asimismo, se reporta un aumento en la resistencia a fatiga cuando el modo de carga es el de esfuerzo controlado. Lo anterior fue debido principalmente al mejor comportamiento que desarrollan los asfaltos modificados en comparación al convencional (CA 6070 sin aditivo) en los ensayos de caracterización reológica.
Palabras claves: Concreto asfáltico, mezcla asfáltica tibia, caracterización dinámica, resistencia al daño por humedad, resistencia al envejecimiento, resistencia a la fatiga.
Received: December 22nd 2015 Accepted: October 26th 2016
Introduction
Background
Asphalt mixtures are described in terms of the temperatures employed for their production in specialized asphalt plants. Common designations include: (i) Cold-Mix Asphalt (CMA)-temperatures below 60 °C; (ii) Half-Warm-Mix Asphalt (HWMA)-temperatures from 60 °C to 100 °C; (iii) Warm-Mix Asphalt (WMA)-temperatures from 100 °C to 140 °C; and, (iv) Hot-Mix Asphalt (HMA)-temperatures from 140 °C to 190 °C. Through a variety of techniques, WMAs exhibit reduced mixture and compaction temperatures compared to HMAs, without significantly altering the mixture's mechanical properties. The most salient benefit of WMAs is environmental in nature: lower mixture and compaction temperatures generate lower energy expenditure, in turn reducing atmospheric emission levels (Romier et al., 2006; Kristjansdottir et al., 2007; Wasiuddin et al., 2007; Chowdhury & Button, 2008; Biro et al., 2009; Estakhri et al., 2009; Tao et al., 2009; Hassan, 2010; Bonaquist, 2011; Prowell et al., 2014). WMA mixture production follows one of three primary methods: a) organic additive modification, b) chemical additive modification, and c) foaming modification. Chemical modification was used for the asphalts studied in this paper; common chemical additives include: Cecabase®, RTEvotherm®, HyperTherm®, Rediset WMX®, Qualitherm® and SonneWarmix®. With regard to organic modifications, common additives include: Sasobit®, Thiopave®, TLA-X®, REVIXTM and Asphaltan-B (Capitão et al., 2012; Rubio et al. 2012). For the most part, chemical and organic additives are mixed with the asphalt before aggregate-addition during mixture production. In some cases, both additives diminish asphalt viscosity, whereas in others they increase asphalt lubrication. Foaming, however, entails a different process altogether. Employed for over 50 years to produce CMAs, asphalt foaming techniques consist of adding small quantities of water to asphalt at high temperatures (prior to mixture with aggregates). This process enhances aggregate coverage, thereby improving the mixture's binding capacity upon compaction. Translating their application to WMA production required the use of synthetic zeolites or other chemical materials, which are mixed with the coarse aggregate to foam the asphalt. The result is reduced viscosity, improved aggregate re-coating and better mixture workability during production. Of the zeolites used in this process, two examples used worldwide are Aspha-Min® and Advera®. Both are synthetic zeolites relying on Sodium Aluminum Silicate; the former is made by Eurovia Services GmbH (Bottrop, Germany) and the latter PQ Corporation (Malvern, PA, USA). Yet, foaming may also be achieved with natural zeolites, which are heated minerals or rocks that emit large quantities of water vapor (referred to by some researchers as "boiling rocks"). The resultant water vapor foams the asphalt upon contact. As Bonaquist (2011) argued, zeolites are minerals with roughly 20% water by weight trapped in their porous structure. Additionally, there are other foaming methods: AccuShear, Aquablack foam, AquaFoam, Double Barrel Green/Green Pac, ECOFOAM-II, Low Emission Asphalt (LEA), Meeker Warm Mix foam, Terex foam, Tri-Mix foam, Ultrafoam GX, WAM-Foam, LT Asphalt and WAM-Foam®. When discussing WMAs, laboratory and in situ measurements often prove contradictory. That is, while some researchers report that WMAs possess greater potential for moisture-induced damage and weakened resistance to permanent deformation, others arrive at the opposite conclusion. Despite the myriad investigations that have dealt with this topic, WMA behavior is not still fully understood, especially as it pertains to long-term durability and resistance. Moreover, doubts remain regarding the cost-benefit relation-in technical, economic, and environmental terms-associated with WMA technology.
Literature review
The first chemical additive used herein was Rediset WMX, a water-free chemical additive produced by Akzo Nobel; it contains a combination of organic additives and surfactants (Anderson et al., 2008; Hamzah et al., 2013). To introduce this technology into asphalt mixtures, two options exist: Rediset WMX can be added at the end of mixing by the asphalt binder supplier; or, it can be added at the mixture plant right after binder addition (Chowdhury & Button, 2008). The recommended application rate typically ranges from 1,5 to 2,5% of asphalt binder weight (Epps et al., 2011; Capitão et al., 2012; Rubio et al., 2012), with mixture lasting thirty minutes. In doing so, a 15-30 °C reduction in mixing and compaction temperatures can be accomplished (Chowdhury & Button, 2008). According to Banerjee et al. (2012), Rediset WMX differs from other chemical additives in that it possesses anti-stripping properties designed to improve the binder's resistance to moisture damage. Rediset also comes in liquid form (Rediset® LQ), which is inserted to the mixture at 0,5-1,0% of asphalt binder weight and procures the same temperature reduction (Hill et al., 2013; Leng et al., 2014).
The second chemical additive used for WMAs was Cecabase RT®, which was developed by the Ceca Arkema Group (France). Cecabase RT is generally added in proportions of 0,2-0,5% of asphalt binder weight (Silva et al., 2010; Epps et al., 2011; Rubio et al., 2012), and mixing time takes 15 minutes. Cecabase RT yields reduced mixing and compaction temperatures-up to 40 °C lower (González-León et al., 2009; Arega et al., 2011). Cecabase, like Rediset, can be found in a liquid form that is directly injected into the asphalt mixture (Goh et al., 2013). Hajj et al. (2014) stated that Cecabase RT represents one of the WMA products most frequently utilized in Europe for polymer-modified asphalt binders. This additive comes with an added environmental benefit: its active surface agents are composed of at least 50% renewable raw materials of vegetable origin (Ouni et al., 2014). Furthermore, it lowers asphalt binder viscosity and compaction temperatures (Arega et al., 2011; Xiao et al., 2011). According to Oliveira et al. (2012), Cecabase RT's viscosity in a liquid state at 25 °C is 0,63 Pa-s. However, despite reviews performed about Cecabase RT® and Rediset WMX, a widely shared concern permeates the reference literature: neither manufacturer provides a host of crucial details, such as composition and characteristic facts (Bonaquist, 2011; Sterling, 2012).
Here, focus shifts to the evaluation of WMA mixture durability and resistance of WMA mixtures when using Cecabase RT and Rediset. The conclusions reached are ambiguous. To delve into this ambiguity, results of selected studies performed using both additives are presented below in chronological order. González-León et al. (2009) determined: i) Cecabase RT does not significantly affect viscosity, rheological properties or binder performance grade (PG); ii) air void contents for WMA and HMA samples displayed insignificant differences, though compaction temperatures for WMA samples were 60 °C lower; iii) per results from the Duriez compression test, both WMA and HMA mixtures developed the same moisture resistance; iv) per testing with a wheel, rutting potential was similar for both mixtures (5% or less difference observed); and, v) asphalt mixture workability improved after chemical modification. For their part, Vaitkus et al. (2009) created WMAs with Cecabase RT Bio at 120°C, reporting that the mixture's Marshall stability diminished while air void contents rose (versus a control HMA mixture). Bennert et al. (2010) found improved WMA mixture workability and durability in response to varying dosages of Rediset, along with three other additives. Estakhri et al. (2010) looked at the work of adhesion with two aggregate types, two binder types and two binder sources and three chemical additives (Rediset and two others). The authors concluded that the additives weakened the work of adhesion, implying de-bonding during the WMA production process. Arega et al. (2011) observed less viscous binders after applying Cecabase RT and Rediset WMX. The asphalt binder used in the WMA underwent mitigated short-term aging (STOA); in consequence, the binder's stiffness turned out to be relatively lower than the comparable HMA binder. In 2011, Xiao et al. studied the effects of Rediset WMX, Cecabase RT and two other additives on different PG binders. Each additive slightly lowered binder viscosity; in addition, all binders with Cecabase RT exhibited lower creep stiffness values. Moreover, Cecabase RT and Rediset WMX led binders to display greater m-values than the control binders. According to Jenkins et al. (2011), WMA mixtures with Rediset tended to experience more fatigue damage. Punith et al. (2011) reported that Cecabase RT and Rediset WMX result in insignificant rutting depth effects. Nevertheless, Xiao et al. (2011) and Xiao et al. (2012) modified an asphalt binder with Rediset WMX, Cecabase RT and two other additives, observing increased critical rutting performance temperatures, although Cecabase RT prompted a slight decrease in rutting resistance. Oliveira et al. (2012) modified two HMA mixtures (one conventional and one recycled) with Cecabase RT 945. The authors posited that: i) WMA mixtures have similar, and in some cases slightly improved, performance in terms of rutting resistance; ii) the additive failed to alter mixture stiffness; and, iii) Cecabase RT had no discernible effect on fatigue life. Another study (Doyle et al., 2013) examined the role played by eleven different WMA technologies. To do so, binders with high and low PG temperatures of 67,8 °C and -23,9 °C, respectively, were utilized as bases. Naturally, given the emphasis of the present study, only information pertaining to Rediset and Cecabase RT will be discussed here. For the former chemical additive, high and low PG temperatures were 69 °C and -24,7 °C, respectively; for the latter, these figures were 67 °C and -17,6 °C, respectively. In other words, Rediset WMX improved the base asphalt binder's PG temperatures while Cecabase RT produced the opposite effect. It should be noted, however, that Doyle et al. (2013) did not modify the Rolling Thin Film Oven (RTFO) component of binder testing to address differences in HMA and WMA mixture production temperatures. In a study performed by Goh et al. (2013), a PG 58-34 asphalt binder and a 12,5 mm nominal maximum aggregate size were used. For the WMA mixture, Cecabase RT was added at proportions of 0,2%, 0,35% and 0,5% (based on asphalt binder weight) and prepared at 100 °C, 115 °C and 130 °C. Together, dynamic modulus |E*| test results, flow number testing and asphalt pavement analyzer rutting tests indicated Cecabase RT WMAs had higher rutting potential than the HMA mixture. However, the Tensile Strength Ratio (TSR) value in this same study showed similar moisture susceptibility for the modified and control mixtures. In addition, the authors used a four-point beam fatigue test and determined fatigue life for Cecabase WMAs to be significantly higher than for the control HMA. Hamzah et al. (2013) presented the effects of compaction temperatures (110-140 °C), Rediset contents (1-3%) and asphalt binder contents (4-6%) on the volumetric and strength properties of WMA to optimize the binder content (OBC). As the authors demonstrate, higher Rediset contents slightly decreased the asphalt mixture's Marshall stability, Marshall quotient and air void contents. Similarly, Rediset led to increased voids of aggregate filled with asphalt binder (VFA), which may decrease resistance to deformation. Hill et al. (2013) used Rediset LQ to modify a base asphalt binder PG 64-22. Comparing the control mixture's TSR to that of mixtures made with Rediset evinced the latter's superior performance (approximately 13% better). However, the WMA mixture using Rediset was more susceptible to rutting. According to Xiao et al. (2013), the effects of various WMA additives including Cecabase RT and Rediset WMX on the dissipated fracture energy of un-aged mixtures were on the whole similar. This lack of significant difference was mirrored in a study on Cecabase RT using the Repeated Simple Shear Test at Constant Height (RSST-CH), Shear Frequency Sweep Test at Constant Height (SFST-CH) and the Hamburg wheel tracking test (Hajj et al., 2014). Hajj et al. (2014) also established greater fatigue life for WMA mixtures than HMAs on average. The fatigue frequency sweep test conducted by the aforementioned researchers revealed a noticeable loss in stiffness for the HMA (compared to the WMA), a situation attributable to moisture conditioning. Leng et al. (2014) concluded that stone matrix asphalt (SMA) HMAs displayed behavior comparable to Rediset-modified WMAs in terms of resistance to permanent deformation, complex modulus and TSR. The penultimate study broached here is that of Ouni et al. (2014), in which permanent deformation tests under cyclic loading were run. WMA mixtures manufactured with Cecabase RT were shown to generate resistances similar to dense HMAs. Finally, readers are directed to Kheradmand et al. (2014), a thorough review of studies performed using Rediset, Cecabase an d other additives.
Research objective
Although multiple studies have been carried out on Cecabase RT and Rediset WMX as additives in WMA mixtures, the reference literature contains a number of technical contradictions (see the previous section for a detailed explanation of these contradictions). Therefore, the debate constellating around WMA mixture additives remains relevant. This paper contributes to said discussion by performing a literature review, and, more importantly, presenting results from a laboratory investigation into the behavior of WMAs produced with Cecabase RT and Rediset WMX additives. Based on a number of experimental tests, the present study compared the mechanical properties of WMA mixtures made with the aforementioned additives to a control dense-graded HMA mixture. Aspects analyzed include: (i) resilient modulus (AASHTO TP31); (ii) resistance to fatigue (EN 12697-24) under control stress-loading; (iii) resistance to permanent deformation (NLT 173-84); and, (iv) resistance to moisture-induced damage (AASHTO T 28303). Unlike other studies, the objective here was to measure and evaluate the effect of both short- and long-term aging (STOA and LTOA, respectively) on the mixture's properties under cyclic loading. To ensure proper results, both mixtures (WMA and HMA) were made with the same particle size distribution and coarse aggregates. Further, a 19,0 mm nominal maximum aggregate size was employed for both mixtures. The control HMA used an AC 60-70 asphalt binder in accordance with the AASHTO T 49 penetration test. WMA mixtures relied on the same AC 60-70 asphalt binder though modified with Cecabase RT and Rediset WMX chemical additives. Aging tests performed can be understood as either STOA or LTOA. For the remainder of the document, the WMA mixtures will be referred to as WMAI (Cecabase RT) and WMAII (Rediset WMX) and the modified asphalts as AC-MI (Cecabase RT) and AC-MII (Rediset WMX). The authors recommend carrying out further research about chemical evaluation of modified asphalt binders in order to more fully understand HMA and WMA mixture behavior.
Methodology
Material Characterization
Tables 1 and 2 display values obtained for characterization tests performed on a coarse aggregate AC 60-70 asphalt binder (control HMA) and two modified asphalts (AC-MI and AC-MII). Cecabase RT (AC-MI) and Rediset WMX (AC-MII) were added in proportions of 0,4% and 2,0% by asphalt binder weight, respectively. Readers should note that all asphalts used were previously modified commercially. Tables 3, 4 and 5 contain information regarding rheological characterization tests performed at high and intermediate service temperatures using a dynamic shear rheometer - DSR (AASHTO T 315-05). In Tables 3, 4 and 5, G*, d, RTFOT and PAV are referred as shear modulus complex, phase angle, Rolling Thin Film Oven Test and Pressure Aging Vessel, respectively. Rheological characterization tests were not performed at low service temperatures, for this study contemplated application in tropical countries, where low PG temperatures are scarcely witnessed. On the whole, AC-MI and AC-MII modified asphalt binders underwent increased stiffness and viscosity at high temperatures when compared to the conventional AC 60-70. Modified asphalts became more rigid than the control (see Tables 3 to 5). Before carrying out aging tests, AC-MII was found to be the most rigid, with rigidity understood as the highest G* complex modulus and G*/sind relation. However, after the control AC 60-70 was subjected to long-term aging (RTFOT + PAV), rigidity advanced more significantly than for AC-MI and AC-MII. This fact obliged researchers to consider AC 60-70 stiffness, during fabrication in plants, as well as during spreading, compaction and service life, resulted from the binder's increased susceptibility to aging or oxidation (versus asphalts modified with chemical additives). AC-MI proved to be more resistant to changes in its rheological properties and aging than the other two binders analyzed. As Table 3 depicts, the PG at high and intermediate service temperatures for AC 60-70 is 58 °C and 22 °C, respectively. The PG at high service temperatures for AC-MI and AC-MII was 70 °C (see Table 3). At intermediate service temperatures, AC-MI and AC-MII had a PG of 13 °C and 19 °C, respectively. Thus, these modified asphalts exhibited better PGs than conventional AC 60-70 at both high and intermediate service temperatures, a situation which translated into greater resistance to permanent deformations (at high temperatures), greater resistance to long-term aging and greater resistance to cracking at (intermediate temperatures).
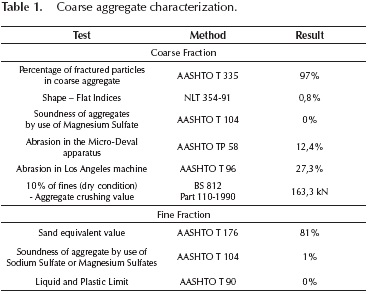
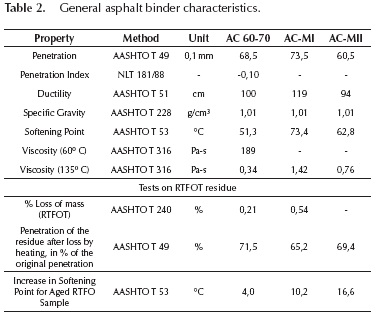
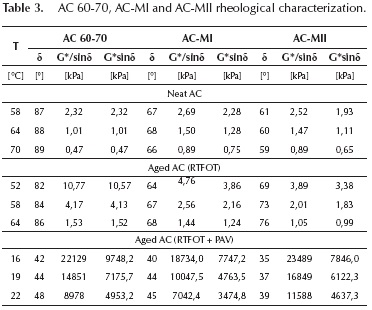
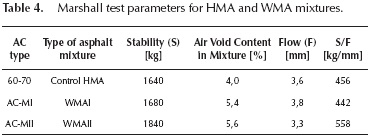
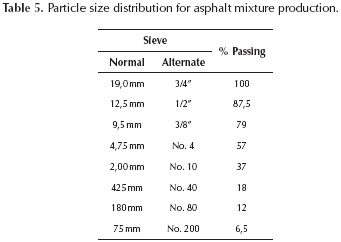
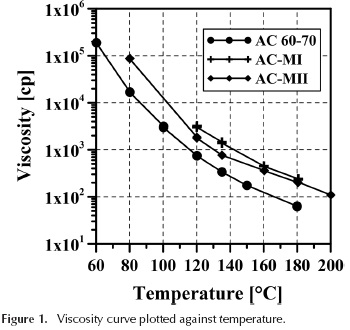
Figure 1 shows viscosity curves, plotted against temperature, for the three asphalts studied. In line with results from the rheological characterization, the modified asphalts were more viscous. Figure 1 also places the approximate laboratory compaction and mixing temperatures of AC 60-70 at 140 °C and 150 °C, respectively. These values were obtained based on the criteria established by the standard ASTM D6925, for which the viscosity required to obtain production and compaction temperatures of dense-graded HMAs is, on average, 85±15 SSF (170 cP) and 140±15 SSF (280 cP), respectively. For the modified asphalts, relying on the same specification puts compaction and mixing temperatures at 177° and 191 °C, respectively, for AC-MI and at 164 °C and 176 °C, respectively, for AC-MII. These values became 120 °C and 130 °C, respectively, on account of the following: i) ASTM D6925's criteria are widely recognized as unreliable for modified asphalts, seeing as the behavior of these materials depends heavily on shear rate (non-Newtonian fluids); ii) the temperatures reported for this method are, on the whole, quite high and thus unrealistic (Shenoy 2001, 2001a; West et al., 2010)-if followed to the letter, these temperatures would degrade the original binder properties through oxidation and aging; iii) according to Rubio et al. (2012) and Capitão et al. (2012), production temperatures for WMA mixtures vary between 100 °C and 140 °C; iv) upon producing and compacting asphalt mixtures at the aforementioned (reduced) temperatures for WMA mixtures, the Marshall (AASHTO T 245-97, 2004) test showed these materials to display comparable resistance under monotonic loads and volumetric composition when compared to the control HMA mixture (see Table 4).
Control HMA design
The coarse aggregate's particle size distribution can be consulted in Table 5. Control HMA design was based on tests done on five briquettes (compacted with 75 blows per side) for each asphalt percentage (5,0%, 5,5%, 6,0% and 6,5%), as dictated by the Marshall Test Methodology (AASHTO T 245-97, 2004). In addition to this test, the following criteria influenced the design phase: resistance to moisture-induced damage (AASHTO T 283-03) must be at least 80% of the level reached in a dry state; displacement rate for resistance to plastic deformation by laboratory track testing (NLT 173-84) cannot exceed 15 mm/minute. The optimal percentage of asphalt cement was determined to be 5,4%.
Laboratory Testing
Using the previously given optimum asphalt content, resilient modulus tests via indirect tension (AASHTO TP31), fatigue resistance (EN 12697-24) with controlled-stress loading and deformation resistance (NLT 173-84) were performed to characterize control HMA and WMA cyclical-loading response. Laboratory compaction and mixing temperatures of control HMA mixture were 140 °C and 150 °C, respectively. For WMA mixtures these temperatures were 120 °C and 130 °C, respectively. As part of these tests, samples (control HMA and WMA) were subjected to STOA and LTOA. Both types of aging treatments were carried out per AASHTO R 30 specifications. However, STOA conditioning of WMA was performed to other temperature (approximately 125 °C) taking in account that WMA production temperatures are less than HMA, and therefore less aging occurs in WMA binders. Resilient modulus tests were performed on samples at three different temperatures (10°C, 20°C and 30°C) and loading frequencies (2,5 Hz, 5 Hz and 10 Hz) in order to evaluate stiffness under dynamic loading. Permanent deformation tests (NLT 173-00) were performed at 60°C, with a contact pressure of 900 kPa. Each resilient modulus test was done on nine samples (three for each temperature); permanent deformation tests were performed on three samples. Each fatigue test was executed on nine samples. In addition, indirect tensile testing helped evaluate resistance under monotonic loading and resistance to moisture damage by dint of measuring the wet/dry tensile shear ratios (TSR in%) (AASHTO T 283-03). For control HMA and WMA mixtures, six samples with air void contents of 7±1% were selected. Three samples of each asphalt mixture were tested in dry conditions and the remaining three were tested in wet conditions. The target degree of saturation was 80%-85%.
Results
Resilient modulus and permanent deformation resistance
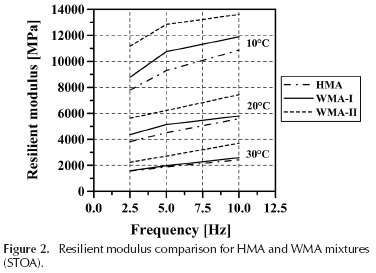
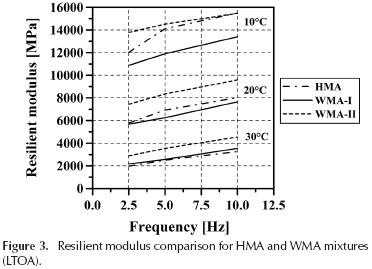
Figures 2 and 3 present the Mr against T and F for the HMA and WMA mixtures after STOA and LTOA condition. These figures show Mr to increase between 42,7% and 54.6 % for the control HMA after LTOA at a temperature between 10° and 20 °C. With regards to a temperature of 30 °C, this increase was between 26,6% and 34,5%. Both Figures provide evidence of increased rigidity (between 12.7 % and 23,8%, 21,8% and 32,2% and 30,5% and 37,0%) for WMAI when the mixture underwent LTOA and temperatures set to 10 °C, 20 °C and 30 °C, respectively. Figures 2 and 3 capture the stiffness increases caused by LTOA for WMAII, which hovered between 13,1% and 23,5%, 28,8% and 34,3% and 23,1% and 30,7% for the aforementioned temperatures. WMAII became stiffer than WMAI under cyclical loading, primarily due to higher stiffness and viscosity levels exhibited by AC-II asphalt binder during physical and rheological characterization. Average increases in stiffness were 20%, 26% and 40% when T was 10 °C, 20 °C and 30 °C, respectively (comparing WMAII to WMAI). Likewise, STOA led WMAs mixtures to display greater stiffness under cyclical loading than the control HMA mixture. WMAII mixture stiffness increased 36%, 40% and 47% (relative to the control HMA mixture) at temperatures of 10 °C, 20 °C and 30 °C, respectively. As for WMAI, a slight increase in the stiffness factor (13%, 11% and 5%) was observed (versus the HMA mixture) at the same three temperature settings. Thus, WMAs mixtures were stiffer and more resistant to plastic deformations under cyclical loading (rutting) than the HMA. The control HMA represented the mixture most susceptible to higher rigidity after LTOA. By the same token, Figure 3 shows that WMAI was the least susceptible in this regard. HMA and WMAI behavior therefore reflected the previously discussed changes in the asphalt's physical and rheological properties after STOA and LTOA.
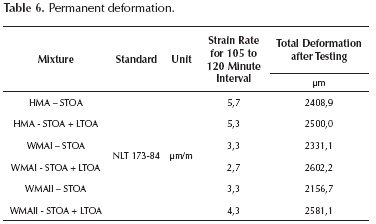
In Table 6, readers can observe permanent deformation test results. WMA mixtures exhibited stronger resistance to permanent deformation after STOA treatment. Such a change in behavior after LTOA meant the control HMA underwent more hardening aging and oxidation than the WMAs, on account of the control binder's greater susceptibility to aging (versus AC-MI and AC-MII).
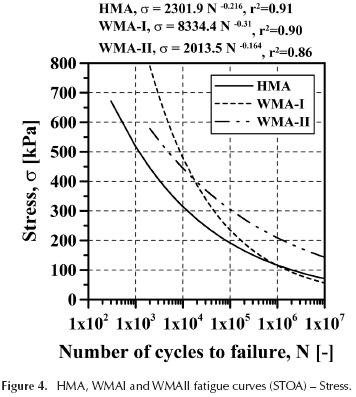
Resistance to Fatigue
Figures 4 and 5 bifurcate the aging process into its two components (STOA and LTOA) for resistance to fatigue tests. For control HMA, resistance to fatigue proved greater when LTOA was carried out. This can be read as the result of the mixture's response to this type of loading; in other words, as mixture stiffness increases with this type of loading, so too does its service life and resistance to load fatigue (Epps & Monismith, 1972; Di Benedetto et al., 2004; Di Benedetto & De la Roche, 2005). In contrast, when controlled deformation loading is administered, greater fatigue life occurs when the mixture is less stiff.
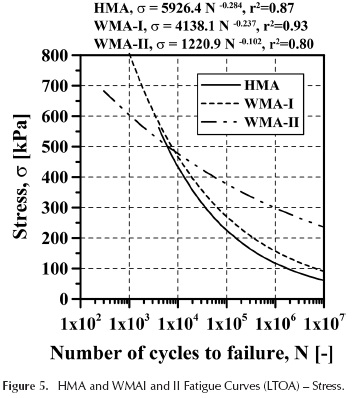
Turning to fatigue test results for WMAI and WMAII, given as a function of STOA and LTOA, WMAs paralleled the HMA. That is, the mixtures best meet the challenges presented by fatigue after LTOA, exhibiting higher stiffness levels under controlled stress loading). Under controlled stress loading, HMA and WMAI had comparable resistance; likewise, fatigue life under low-level cyclical stress loading after STOA was similar for both mixture types. In light of this situation, a pattern can be said to emerge: the asphalt mixture best suited to tackle fatigue is WMAII. Resistance to loading cycles of 105, 106 and 107 after STOA-treatment, WMAII required cyclic stresses of approximately 305 kPa, 209 kPa and 143 kPa, respectively, while HMA and WMAI needed an average of 205 kPa, 110 kPa and 70 kPa. When conducting LTOA-treatment, WMAII reached cyclic stresses under approximately 377 kPa, 298 kPa and 236 kPa, with HMA and WMAI requiring 250 kPa, 145 kPa and 85 kPa.
Resistance to moisture-induced damage
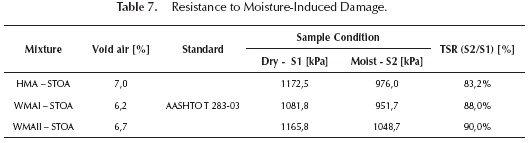
Table 7 contains information on resistance to moisture-induced damage. The indirect tensile strength (ITS) test results did not uncover any significant difference between the HMA and the WMAs-both met standard requirements of 0,8 TSR. In an unconditioned state (dry), the control HMA developed slightly greater ITS under monotonic loading despite (slightly) higher air void contents. Nonetheless, the authors did not find a reasonable explanation for this observed behavior. Regardless, both WMA mixtures were observed to have higher TSRs and improved moisture damage resistance, i.e. neither additive had any detrimental effect on susceptibility to water even though the mixtures were produced at lower temperatures. What is more, the WMA mixture made with Rediset I and II displayed the highest ITS in a conditioned state (wet), perhaps due to the enhanced asphalt binder resistance to moisture damage granted by the additive's anti-stripping agents.
Conclusions
The results presented herein are related to experiments designed to characterize and compare asphalt behavior, specifically two types of chemically-modified Warm-Mix Asphalts and a conventional Hot-Mix Asphalt. The WMAs were developed using Cecabase RT and Rediset WMX additives. Results allow for conclusions to be drawn.
Results stemming from rheological tests performed on the binders provide evidence that the modified asphalts- before aged- were stiffer and more viscous than the conventional AC 60-70. Of the two modified asphalts, those with the Rediset WMX additive were stiffest. Nevertheless, long-term aging on the control AC 60-70 (RTFOT + PAV) saw the sample exceed the modified asphalt binder's stiffness. In light of this fact, it requires no stretch of the imagination to state that asphalts made with AC 60-70 will -during asphalt plant production, extension, compaction and service life- undergo greater stiffness because of this binder's greater susceptibility to the effects of aging (relative to the modified binders). Insofar as resistance to changes in rheological properties and aging is concerned, not only did both modified asphalts display greater resistance to plastic deformations (i.e. rutting) at high temperatures, but they also better handled cracking at intermediate temperatures. In this facet of asphalt testing, Cecabase RT led to superior performance (of the two WMAs). WMA mixtures developed with Rediset WMX had greater resilient moduli than WMAs with Cecabase RT or the control HMA (under cyclical loading). This result should be read in the context of the higher stiffness and viscosity reported for Rediset-modified asphalt as part of physical and rheological characterization. In addition, under cyclical loading, the WMA mixtures were stiffer than the HMA after short-term aging. Rediset WMAs saw their rigidity jump by factors of 1,36, 1,4 and 1,47 (relative to the control HMA) at temperatures of 10 °C, 20 °C and 30 °C, respectively. For Cecabase WMAs, this increase was less conspicuous (1,13, 1,11 and 1,05 compared to the HMA for the same temperatures). Therefore, WMA mixtures can be counted on to more effectively handle rutting under cyclical loading than the HMA. Long-term aging results reinforce this idea: the HMA was the mixture most likely to exhibit changes in its properties, as well as undergo further stiffness after LTOA (on the flip side, Cecabase-WMA was the least likely). In short, these findings mesh well with the physical and rheological observations made during STOA and LTOA tests. WMA mixtures developed greater resistance to moisture damage and permanent deformation than the HMA. Controlled-stress loading testing pointed to similar fatigue life results after LTOA for all mixtures. Still, WMAs made with Rediset WMX ended up demonstrating the most resistance to fatigue. Controlled-stress loading also leads to similar resistance/fatigue life for the HMA and Cecabase-WMA after STOA and low stress cycles. On balance, the modified Warm-Mix Asphalts discussed in this paper exhibit improved mechanical performance when compared to a traditional Hot-Mix Asphalt made with AC 60-70 asphalt binder. This affirmation has been firmly backed by the WMA's greater resistance to fatigue, permanent deformation, moisture-induced damage and aging.
References
Anderson, R. M., Baumgardner, G., May, R., & Reinke, G. (2008). Engineering properties, emissions, and field performance of warm mix asphalt technologies. Interim Report, 9-47. [ Links ]
Arega, Z., Bhasin, A., Motamed, A., & Turner, F. (2011). Influence of warm-mix additives and reduced aging on the rheo-logy of asphalt binders with different natural wax contents. Journal of Materials in Civil Engineering, 23(10), 1453-1459. DOI: 10.1061/(ASCE)MT.1943-5533.0000315. [ Links ]
Banerjee, A., de Fortier Smit, A., & Prozzi, J. A. (2012). The effect of long-term aging on the rheology of warm mix asphalt binders. Fuel, 97, 603-611. DOI: 10.1016/j.fuel.2012.01.072. [ Links ]
Biro, S., Gandhi, T., & Amirkhanian, S. (2009). Midrange temperature rheological properties of warm asphalt binders. Journal of Materials in Civil Engineering, 21(7), 316-323. DOI: 10.1061/(ASCE)0899-1561(2009)21:7(316). [ Links ]
Bennert, T., Maher, A., & Sauber, R. (2011). Influence of production temperature and aggregate moisture content on the initial performance of warm-mix asphalt. Transportation Research Record: Journal of the Transportation Research Board, (2208), 97-107. DOI: 10.3141/2208-13. [ Links ]
Bonaquist, R. F. (2011). Mix design practices for warm mix asphalt (Vol. 691). Transportation Research Board. [ Links ]
Capitão, S. D., Picado-Santos, L. G., & Martinho, F. (2012). Pavement engineering materials: Review on the use of warm-mix asphalt. Construction and Building Materials, 36,1016-1024. DOI: 10.1016/j.conbuildmat.2012.06.038. [ Links ]
Button, J. W., & Chowdhury, A. (2008). A Review of Warm Mix Asphalt. Texas Transportation Institute, The Texas A&M University System. Grudzień [ Links ].
Di Benedetto, H., & De la Roche, C. (2005). State of the art on stiffness modulus and fatigue of bituminous mixtures. Report RILEM No. 17 Bituminous Binders and Mixes: State of the Art and Interlaboratory Test on Mechanical Behavior and Mix Design, L. Francken (ed.). Londres: E & FN Spon, 97-123. [ Links ]
Di Benedetto, H., De La Roche, C., Baaj, H., Pronk, A., & Lundström, R. (2004). Fatigue of bituminous mixtures. Materials and structures, 37(3), 202-216. DOI: 10.1007/BF02481620. [ Links ]
Doyle, J. D., Mejías-Santiago, M., & Rushing, J. F. (2013). Binder and mixture testing to assess rutting performance of warm mix asphalt (WMA). In Green Streets, Highways, and Development 2013: Advancing the Practice (pp. 68-77). ASCE Publications. [ Links ]
Epps, A., Arambula, E., Estakhri, C., Epps, J., Park, E.S., Yin, F., Walubita, L.F., & Lytton, R.L. (2011). Performance of WMA technologies: Stage l - moisture susceptibility, Phase I. Interim Report Excerpted Literature Review for NCHRP Project 09-49, Transportation Research Board, National Academies, Washington, DC. [ Links ]
Epps, J. A., & Monismith, C. L. (1972). Fatigue of Asphalt Concrete Mixtures-Summary of Existing Information. In Fatigue of Compacted Bituminous Aggregate Mixtures. ASTM International. [ Links ]
Estakhri, C., Cao, R., Alvarez, A. E., & Button, J. W. (2009). Production, placement, and performance evaluation of warm mix asphalt in texas. ASCE Geotechnical Special Publication: Material, Design, Construction, Maintenance, and Testing of Pavement, (193), 1-8. [ Links ]
Goh, S. W., Hasan, M. R. M., & You, Z. (2013). Performances evaluation of Cecabase® RT in warm mix asphalt technology. Procedia-Social and Behavioral Sciences, 96, 2782-2790. DOI: 10.1016/j.sbspro.2013.08.311. [ Links ]
Leon, G., Antonio, J., Grampre, L., & Barreto, G. (2009). Warm-mix asphalts with low-dosage chemical additives. In Transportation Research Board 88th Annual Meeting (No. 09-1200). [ Links ]
Hamzah, M. O., Golchin, B., & Tye, C. T. (2013). Determination of the optimum binder content of warm mix asphalt incorporating Rediset using response surface method. Construction and Building Materials, 47, 1328-1336. DOI: 10.1016/j.conbuildmat.2013.06.023. [ Links ]
Hassan, M. (2010). Evaluation of the environmental and economic impacts of warm-mix asphalt using life-cycle assessment. International Journal of Construction Education and Research, 6(3), 238-250. DOI: 10.1080/15578771.2010.507619. [ Links ]
Hill, B., Behnia, B., Buttlar, W. G., & Reis, H. (2012). Evaluation of warm mix asphalt mixtures containing reclaimed asphalt pavement through mechanical performance tests and an acoustic emission approach. Journal of Materials in Civil Engineering, 25(12), 1887-1897. DOI: 10.1061/(ASCE)MT.1943-5533.0000757. [ Links ]
Jenkins, K. J., Mbaraga, A. N., Van den Heever, J., & Van der Walt, S. (2011, September). Flexural stiffness and fatigue properties of warm mix asphalt. In Conference on Asphalt Pavements for Southern Africa [CAPSA11], 10th, 2011, KwaZulu-Natal, South Africa. [ Links ]
Kheradmand, B., Muniandy, R., Hua, L. T., Yunus, R. B., & Solou-ki, A. (2014). An overview of the emerging warm mix asphalt technology. International Journal of Pavement Engineering, 15(1), 79-94. DOI: 10.1080/10298436.2013.839791. [ Links ]
Kristjánsdóttir, Ó., Muench, S., Michael, L., & Burke, G. (2007). Assessing potential for warm-mix asphalt technology adoption. Transportation Research Record: Journal of the Transportation Research Board, (2040), 91-99. DOI: 10.3141/2040-10. [ Links ]
Leng, Z., Gamez, A., & Al-Qadi, I. L. (2013). Mechanical property characterization of warm-mix asphalt prepared with chemical additives. Journal of Materials in Civil Engineering, 26(2), 304-311. DOI: 10.1061/(ASCE)MT.1943-5533.0000810. [ Links ]
Oliveira, J. R., Silva, H. M., Abreu, L. P., & Gonzalez-Leon, J. A. (2012). The role of a surfactant based additive on the production of recycled warm mix asphalts-Less is more. Construction and Building Materials, 35, 693-700. DOI: 10.1016/j.conbuildmat.2012.04.141. [ Links ]
Ouni, A. E., Dony, A., & Colin, J. (2014). Probabilistic parametric approach for rutting evaluation: application to hot and warm asphalt. International Journal of Pavement Engineering, 15(1), 58-65. DOI: 10.1080/102 9843 6.2012.72 5 473. [ Links ]
Prowell, B., Frank, B., Osborne, L., Kriech, T., & West, R. (2014). Effects of WMA on plant energy and emissions and worker exposures to respirable fumes. National Cooperative Highway Research Program, Washington, DC, USA, NCHRP. [ Links ]
Xiao, F., Punith, V. S., & Amirkhanian, S. N. (2011). Effects of moist aggregates on the performance of warm mix asphalt mixtures containing non-foaming additives. Journal of Testing and Evaluation, 39(5), 1-11. DOI: 10.1520/JTE103484. [ Links ]
Romier, A., Audeon, M., David, J., Martineau, Y., & Olard, F. (2006). Low-energy asphalt with performance of hot-mix asphalt. Transportation Research Record: Journal of the Transportation Research Board, (1962), 101-112. DOI: 10.3141/1962-12. [ Links ]
Rubio, M. C., Martínez, G., Baena, L., & Moreno, F. (2012). Warm mix asphalt: an overview. Journal of Cleaner Production, 24, 76-84. DOI: 10.1016/j.jclepro.201 1.1 1.053. [ Links ]
Shenoy, A. (2001). Determination of the temperature for mixing aggregates with polymer-modified asphalts. International Journal of Pavement Engineering, 2(1), 33-47. DOI: 10.1080/10298430108901715. [ Links ]
Shenoy, A. (2001). Refinement of the Superpave specification parameter for performance grading of asphalt. Journal of transportation engineering, 127(5), 357-362. DOI: 10.1061/(ASCE)0733-947X(2001)127:5(357). [ Links ]
Silva, H. M., Oliveira, J. R., Ferreira, C. I., & Pereira, P. A. (2010). Assessment of the performance of warm mix asphalts in road pavements. International Journal of Pavement Research and Technology, 3(3), 119-127. [ Links ]
Sterling, V. (2012). Special mixture design considerations and methods for warm mix asphalt: a supplement to NCHRP Report 673: a manual for design of hot mix asphalt with commentary. National Cooperative Highway Research Program-NCHRP. Washington, DC: TRB. [ Links ]
Tao, M., & Mallick, R. (2009). Effects of warm-mix asphalt additives on workability and mechanical properties of reclaimed asphalt pavement material. Transportation Research Record: Journal of the Transportation Research Board, (2126), 151-160. DOI: 10.3141/2126-18 . [ Links ]
Vaitkus, A., Cygas, D., Laurinavicius, A., & Perveneckas, Z. (2009). Analysis and evaluation of possibilities for the use of warm mix asphalt in Lithuania. The Baltic Journal of Road and Bridge Engineering, 4(2), 80-86. [ Links ]
Wasiuddin, N., Selvamohan, S., Zaman, M., & Guegan, M. (2007). Comparative laboratory study of sasobit and as-pha-min additives in warm-mix asphalt. Transportation Research Record: Journal of the Transportation Research Board. DOI: 10.3141/1998-10. [ Links ]
West, R. C., Watson, D. E., Turner, P. A., & Casola, J. R. (2010). Mixing and compaction temperatures of asphalt binders in hot-mix asphalt (No. Project 9-39). [ Links ]
Xiao, F., Amirkhanian, S. N., & Zhang, R. (2011). Influence of short-term aging on rheological characteristics of non-foaming WMA binders. Journal of performance of Constructed Facilities, 26(2), 145-152. DOI: 10.1061/(ASCE)CF.1943-5509.0000223. [ Links ]
Xiao, F., Punith, V. S., & Amirkhanian, S.N. (2012). Xiao, F., Punith, V. S., & Amirkhanian, S. N. (2012). Effects of non-foaming WMA additives on asphalt binders at high performance temperatures. Fuel, 94, 144-155. DOI: 10.1016/j.fuel.201 1.09.017. [ Links ]
Xiao, F., Punith, V. S., Amirkhanian, S. N., & Thodesen, C. (2012). Improved resistance of long-term aged warm-mix asphalt to moisture damage containing moist aggregates. Journal of Materials in Civil Engineering, 25(7), 913-922. DOI: 10.1061/(ASCE)MT.1943-5533.0000567. [ Links ]

